驅動輪工藝及模具改進
2013-08-02 08:39:42雞西煤礦機械有限公司黑龍江158100張發慶
金屬加工(熱加工) 2013年5期
關鍵詞:工藝
雞西煤礦機械有限公司 (黑龍江 158100) 張發慶
12MJ10-3驅動輪是我公司MG150/375-W1型采煤機運動機構重要的零件之一。運動機構左右兩個驅動輪驅動采煤機,輪齒承受巨大的沖擊力、彎曲應力、摩擦力,工況十分惡劣。為提高驅動輪的力學性能,驅動輪鍛件用胎模鍛出。在生產過程中,發現鍛件存在折疊、凹坑等缺陷,對鍛件的質量造成隱患。而模具結構也不利于鍛件成形,并且模具返修困難。針對此問題,我們分析了問題存在的原因,并對鍛造工藝及工裝進行了改進,有效地解決了以上難題。
1.存在問題及分析
(1)工藝問題分析 12MJ10-3驅動輪原鍛件結構如圖1所示。
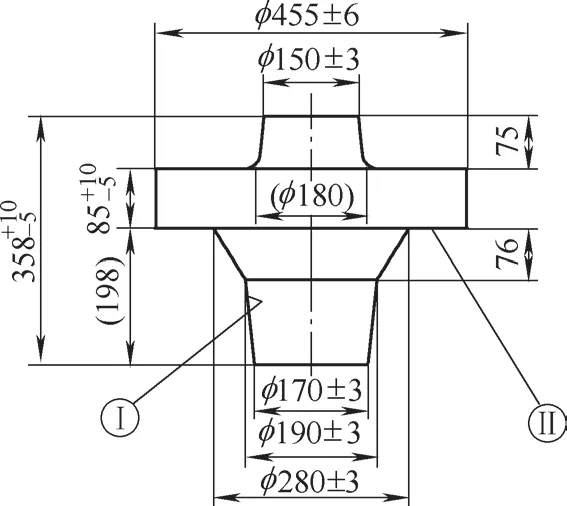
圖1
具體工藝為:下料 → 加熱 → 拔長(坯料一端鍛成φ170mm×210mm)→ 模具成形 → 脫模。在生產中發現有的鍛件在圖1所示Ⅰ處或Ⅱ處有折疊、凹坑等缺陷。切削加工后,缺陷沒有消除造成廢品。經分析,是由于鍛件重量較大,在拔長工序鍛打φ170mm×210mm時,只能由一名鍛工自由鍛成形,尺寸控制比較困難。如果拔長時直徑尺寸過大,多出的坯料被模具型腔下部擠出,最后成形時堆積在φ455mm 大外圓的下面,形成Ⅰ處折疊。如拔長時長度尺寸過大,在鐓粗時坯料就可能在模具型腔下部產生彎曲,在繼續成形過程中,形成圖1Ⅱ處折疊。另外此鍛件材料牌號為18Cr2Ni4WA屬高強度中合金滲碳鋼,鍛造性能較差,拔長時如果形成臺階就很難在后續鍛造時鍛合,且一直留在鍛件上,形成凹坑。
(2)模具問題分析 原模具設計成整體外套與壓蓋配合,如圖2所示。
模具在鍛造過程中,模具型腔要長時間在高溫下工作,又要承受鍛錘的打擊力,模具易失效,需經常返修。尤其是模具外套重量近900kg,搬運和裝夾都十分不便,給返修帶來困難。模具的外套完全平放在下砧上,在鍛造過程中有部分能量被外套吸收,使坯料承受的打擊力變小,延長了鍛件成形時間,降低了生產效率與模具壽命。
2.工藝及模具改進
(1)工藝改進 鍛件產生折疊、凹坑等缺陷是由于拔長時預鍛尺寸不易控制引起。改進措施為:取消拔長工序,鍛件直接放入模具中,軸臺采用鐓擠成形。
(2)模具改進 模具設計成整體結構時,既使模具維修不便,也使鍛件成形困難。改進措施為:模具設計成外套、下墊及壓蓋配合的分體結構,如圖3所示。下墊懸浮在外套外,這樣只有壓蓋和下墊承受打擊力,使坯料承受的打擊力加大,便于成形。為使鐓擠軸臺時有利于其成形,在下墊的中間部位設計一個工藝臺。這樣坯料裝入模具時放在工藝臺上,因增加了工藝臺,使軸臺鐓擠時長度減小,縮少了鍛造時間。
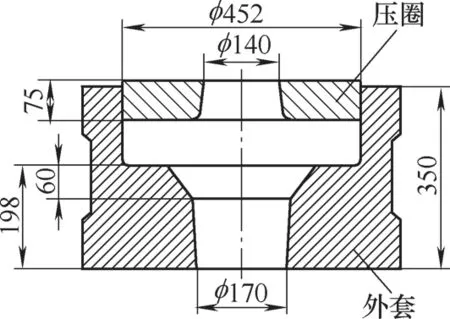
圖2
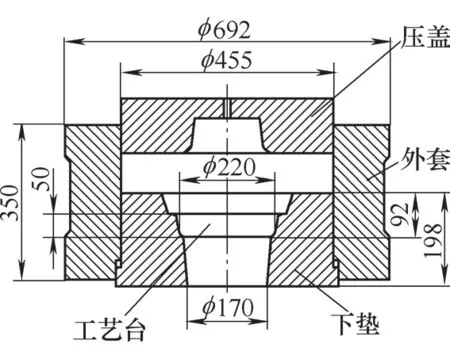
圖3
3.結語
12MJ10-3驅動輪工藝及工裝結構經過改進,達到了理想效果。由于鍛件軸臺部分不用拔長預鍛,直接鐓擠成形,避免了凹坑、折疊等缺陷,提高了鍛件質量,降低了工人的勞動強度。模具由整體結構改為分體結構,有利于鍛件成形,生產效率高,模具制造簡單,維修方便。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
