振動時效技術(shù)在轉(zhuǎn)爐爐口上的應(yīng)用
2013-08-02 08:40:02河北天宇高科冶金鑄造有限公司滄州062350鐵金艷
金屬加工(熱加工) 2013年9期
河北天宇高科冶金鑄造有限公司 (滄州 062350) 沈 猛 鐵金艷
大連大工振動時效科技有限公司 (遼寧 116024) 李明義 馮立新
大連理工大學(xué)工程力學(xué)系結(jié)構(gòu)室 (遼寧 116024) 陳金濤
振動時效在國外被稱作“Vibratory Stress Relief Method”(簡稱VSR)。由于這種方法可以降低或均化構(gòu)件內(nèi)的殘留應(yīng)力,因此可以提高構(gòu)件的使用強度,減少變形而穩(wěn)定精度,防止由于使用環(huán)境惡劣產(chǎn)生的微觀裂紋。特別是在節(jié)省能源、提高工效上具有明顯的效果,國內(nèi)外使用振動處理方法消除金屬構(gòu)件內(nèi)的殘留應(yīng)力,以代替熱時效,因此被許多國家大量應(yīng)用。
1.轉(zhuǎn)爐爐口使用現(xiàn)狀
轉(zhuǎn)爐爐體一般由爐帽、爐殼(爐身)、爐底三部分組成,為了便于轉(zhuǎn)爐工作時加料、插入氧槍、排出爐氣和倒渣,在爐帽頂部設(shè)有圓形爐口。煉鋼時,爐內(nèi)溫度在1600℃以上。為延長爐帽金屬殼和爐襯的使用壽命,普遍采用循環(huán)水強制冷卻的水冷爐口,其優(yōu)點是減少了爐口上的粘結(jié)物并使粘結(jié)物易于清除,同時可以加強爐口剛度,減少爐口變形,從而延長轉(zhuǎn)爐爐殼、爐襯的使用壽命。但是,一旦水冷爐口的冷卻水管漏水,就必須更換爐口,以避免安全事故的發(fā)生。因此,延長爐口的使用壽命,就成了提高轉(zhuǎn)爐生產(chǎn)經(jīng)濟(jì)效益的主要課題之一。
2.水冷爐口的結(jié)構(gòu)形式及鑄造工藝
(1)水冷爐口基本的結(jié)構(gòu)形式 有鋼板焊接結(jié)構(gòu)、埋管鑄造結(jié)構(gòu)。
目前,鋼板焊接結(jié)構(gòu)基本上已經(jīng)淘汰。
埋管鑄造爐口有整體圓式和分體組合式兩種。整體圓式爐口為一個整體圓法蘭形結(jié)構(gòu),如圖1所示。分體組合式爐口由2~6部分組成一個整體,如圖2所示。
(2)埋管鑄造爐口的生產(chǎn)工藝 爐口本體的材質(zhì)多為高韌性球墨鑄鐵。冷卻水管采用無縫鋼管彎制,材質(zhì)為20鋼,按圖樣尺寸由彎管機(jī)冷彎成形,最大限度地保證鋼管的性能。成形后對鋼管外表面進(jìn)行拋丸除銹,然后對鋼管表面噴涂特制的防滲碳涂料,以避免鑄造時鋼管表面滲碳,影響爐口使用壽命。
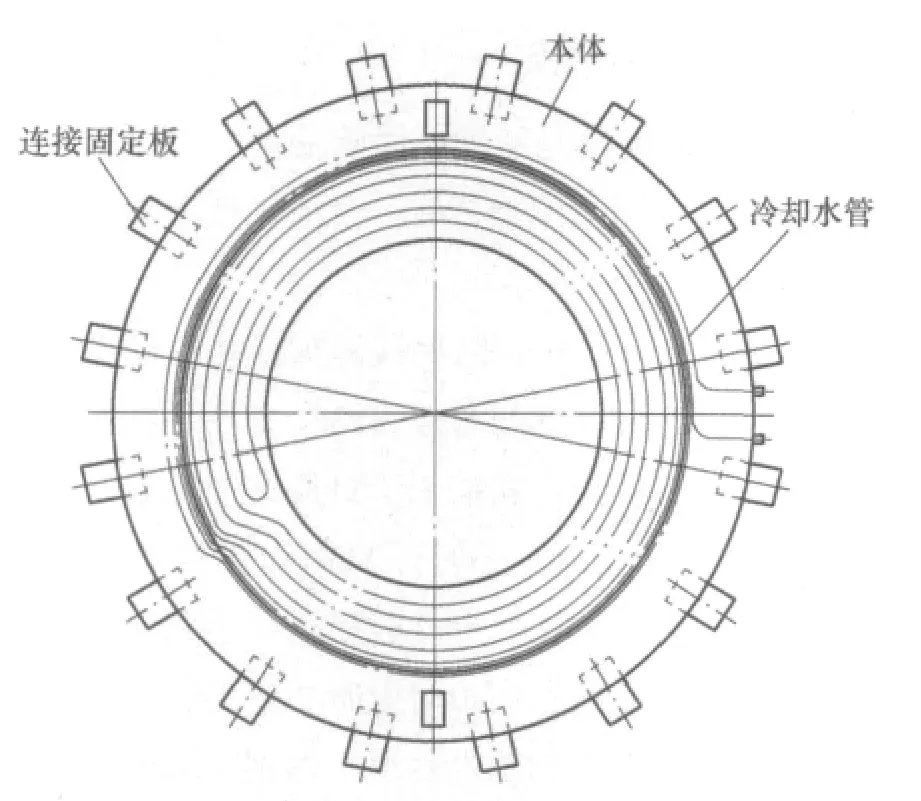
圖1 整體圓爐口
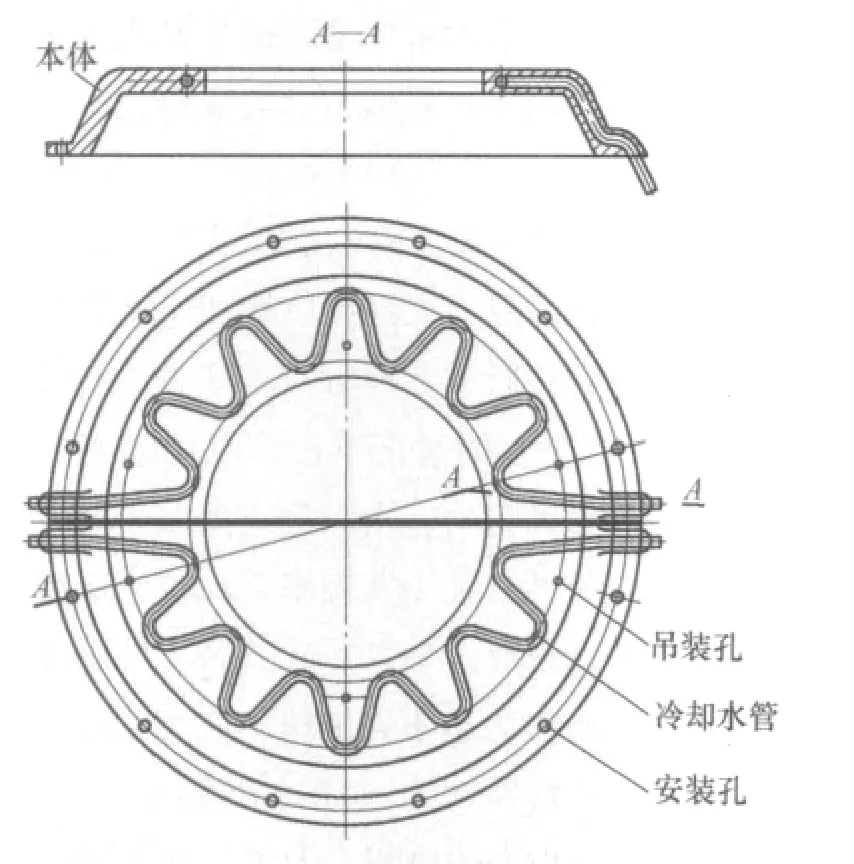
圖2 分體組合爐口
利用實木制作模樣。采用自硬樹脂砂造型,大爐口采用地坑造型,中小爐口采用砂箱造型。將冷卻水管放入型腔內(nèi)并固定,然后合箱、澆注。
鐵液球化采用專用球化劑和特殊的球化工藝,充分保證爐口的材質(zhì)質(zhì)量。
爐口鑄造完成后必須進(jìn)行水壓試驗,壓力為2MPa,保壓5min,以無壓降、滲漏為合格。
球墨鑄鐵爐口必須進(jìn)行時效處理,以消除本體殘留內(nèi)應(yīng)力。
若采用熱時效處理,處理溫度為550~620oC,從入爐到加熱、保溫、冷卻約需24h,退火后還要再進(jìn)行一次水壓試驗。若采用振動時效處理,從裝夾到振動時效完成共需1h左右,處理后不需要再進(jìn)行水壓試驗。
3.轉(zhuǎn)爐爐口損壞原因分析
水冷爐口在使用過程中,由于高溫鋼液的熱輻射和循環(huán)冷卻水的相互作用,轉(zhuǎn)爐在加料、吹煉、濺渣及倒渣過程中,爐口受熱在短時間內(nèi)頻繁波動,使?fàn)t口本體內(nèi)部存在較大的溫度梯度,從而產(chǎn)生較大的熱應(yīng)力。同時,熱時效爐口鑄件殘留的組織應(yīng)力、受阻應(yīng)力,以及微觀的組織應(yīng)力等,致使?fàn)t口處于復(fù)雜的交變應(yīng)力狀態(tài),當(dāng)這種應(yīng)力的累積大于本體強度極限時,鑄件將會發(fā)生變形開裂,現(xiàn)場使用最短僅兩個月爐口就產(chǎn)生裂紋導(dǎo)致報廢(見圖3)。

圖3
4.水冷轉(zhuǎn)爐爐口采用振動時效工藝及效果分析
2010年初,我們對轉(zhuǎn)爐爐口的結(jié)構(gòu)設(shè)計、制作工藝等多方面進(jìn)行了改進(jìn),同時結(jié)合采用振動時效工藝進(jìn)行消除應(yīng)力處理,安裝后進(jìn)行現(xiàn)場使用跟蹤。經(jīng)過首鋼機(jī)械廠、唐山國豐鋼鐵有限公司、唐山天柱鋼鐵有限公司,以及山西、安徽、遼寧等40多家鋼鐵企業(yè)一年的跟蹤測量,均沒有出現(xiàn)使用初期的裂紋及變形現(xiàn)象,爐口使用壽命達(dá)到了預(yù)期效果。綜合上述結(jié)果證實,振動時效完全可以應(yīng)用于鑄造爐口的應(yīng)力消除。
5.振動時效處理工藝的制訂過程
將被振鑄件用相應(yīng)的彈性物體支撐好,其支承位置應(yīng)盡量選在鑄件共振時的節(jié)線處并保持平穩(wěn),振動傳感器安裝在鑄件共振時的波峰位置上,再將激振器剛性地固定在靠近波峰的位置并與控制系統(tǒng)連接,調(diào)整適當(dāng)?shù)募ふ窳ΑI鲜鰷?zhǔn)備工作完成后,開始進(jìn)行振動工藝的參數(shù)選擇:操作控制系統(tǒng)進(jìn)行變頻掃描,當(dāng)構(gòu)件出現(xiàn)共振現(xiàn)象時,振幅-頻率將出現(xiàn)一個波峰,振幅曲線也將出現(xiàn)一個最大幅值。在共振的同時,要注意觀察構(gòu)件的波形,以調(diào)整支撐位置,適當(dāng)調(diào)整激振力及振動傳感器位置,以使構(gòu)件產(chǎn)生最佳振幅。這些操作均需反復(fù)進(jìn)行。
上述工藝調(diào)整好之后,開始進(jìn)行振動時效處理,時效處理過程需要三個步驟。
首先,對構(gòu)件進(jìn)行時效前掃頻,對在掃頻范圍出現(xiàn)的共振峰進(jìn)行有效判斷,掃頻結(jié)束后系統(tǒng)會自動對該有效諧振點進(jìn)行振動時效處理(見圖4)。
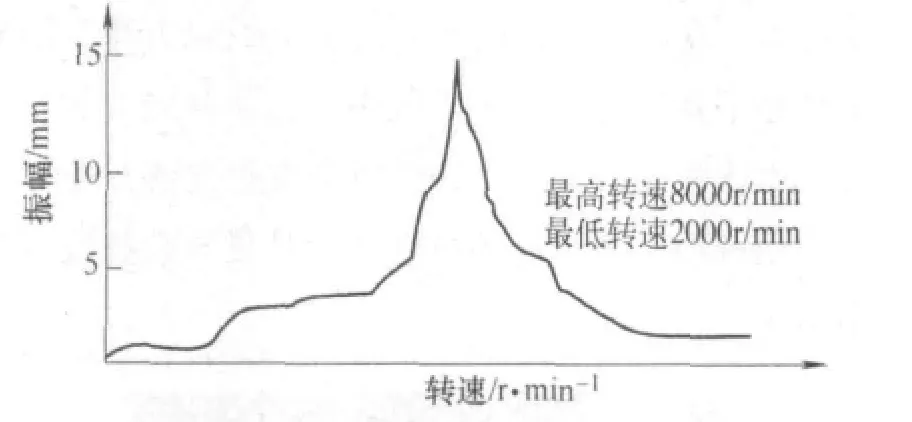
圖4
其次,進(jìn)行振動時效處理,時效處理過程中進(jìn)行時效時間的工藝設(shè)定,觀測振動時效數(shù)據(jù)曲線的變化進(jìn)行判斷。根據(jù)我國機(jī)械行業(yè)振動時效工藝標(biāo)準(zhǔn)中振動時效效果評定方法,即參數(shù)曲線觀測法:①a-t(時間-振幅)曲線上升后變平(見圖5)。②a-t曲線上升后下降,最終變平進(jìn)行判斷(見圖6)。在振動時效過程中時效曲線會產(chǎn)生不規(guī)則的變化,但隨著殘留應(yīng)力的下降a-t曲線也變得趨于平穩(wěn),最終變平。當(dāng)a-t曲線變平后,說明振動時效已經(jīng)達(dá)到消除應(yīng)力效果,再延長10~15min時效時間,起到穩(wěn)固作用。上述累計時效時間可作為工藝時效時間進(jìn)行設(shè)定。
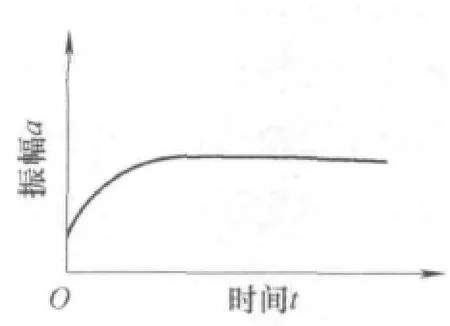
圖5
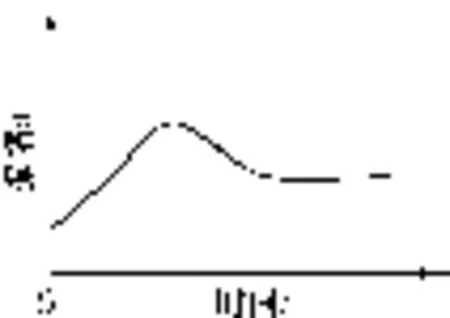
圖6
最后,進(jìn)行時效后掃頻,掃頻結(jié)束后系統(tǒng)會自動打印出時效前后掃頻曲線和時效曲線及所有參數(shù),進(jìn)行時效效果分析判斷(見圖7)。
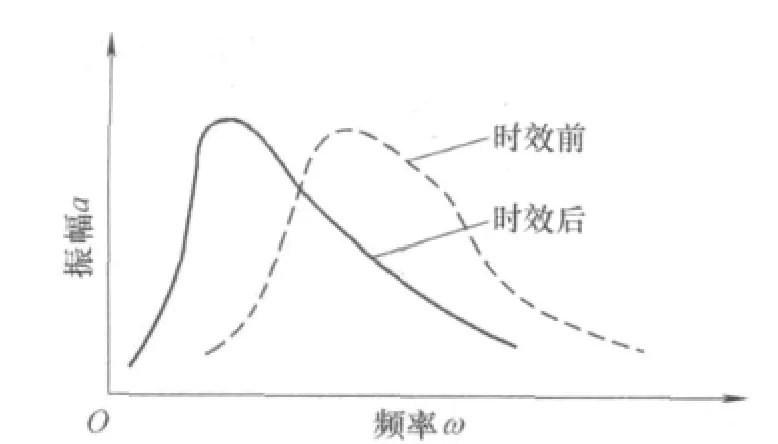
圖7
6.激振力的選擇
激振力的大小是通過工件承受動應(yīng)力值大小來衡量的,是振動時效工藝的一個決定性參數(shù),直接影響振動時效的效果。
振動時效過程中,激振器施加給構(gòu)件動態(tài)附加動應(yīng)力,其交變周期與激振力的交變周期相對應(yīng)。動應(yīng)力與殘留應(yīng)力之和需大于材料的屈服強度。如果工件的殘留應(yīng)力較小時,只需選用較小的動應(yīng)力,產(chǎn)生不大的塑性變形就能使構(gòu)件達(dá)到時效的目的;如果構(gòu)件的殘留應(yīng)力較大時,就要選用較大的動應(yīng)力,產(chǎn)生較大的塑性變形來達(dá)到時效的目的。但是,動應(yīng)力必須要小于材料的疲勞極限。
構(gòu)件振動的動應(yīng)力來自于激振裝置的激振力。對于機(jī)械式激振裝置,激振力就是偏心輪旋轉(zhuǎn)產(chǎn)生的離心力。
對于振動時效激振力的確定有以下方法:
一般來說,動應(yīng)力大則相應(yīng)的加速度就大,對于不同的結(jié)構(gòu)件在時效處理時對動應(yīng)力的要求是不一樣的。 在有條件的情況下,可以用動態(tài)電阻應(yīng)變儀來實際測量動應(yīng)力,用以確定激振力的大小。有關(guān)試驗數(shù)據(jù)說明,在主振頻率下,最佳激振力值為:鑄鐵件0.025~0.035kN/mm2,若工件剛度大,固有頻率高,激振力達(dá)不到最佳動應(yīng)力值時,可適當(dāng)放寬要求,一般鑄鋼件≥0.015kN/mm2。
為了便于動應(yīng)力的判斷,大工公司睿智VSR—90振動時效的加速度系統(tǒng)進(jìn)行了動應(yīng)力匹配標(biāo)定,可以直觀地判斷激振力大小。
7.結(jié)語
河北天宇高科冶金鑄造有限公司每年生產(chǎn)水冷轉(zhuǎn)爐爐口約2000t,至2011年3月共采用振動時效技術(shù)處理了53套水冷爐口。通過現(xiàn)場使用對比驗證,經(jīng)振動時效處理的轉(zhuǎn)爐爐口比經(jīng)熱時效處理的轉(zhuǎn)爐爐口質(zhì)量穩(wěn)定,使用壽命普遍提高,均超過10 000爐次以上。綜合測算,經(jīng)振動時效處理的轉(zhuǎn)爐爐口比經(jīng)熱時效處理的轉(zhuǎn)爐爐口提高壽命3倍以上,時效處理的成本降低了98%以上,并且大大減輕了工人勞動強度。處理過程無環(huán)境污染,無明顯噪聲,社會效益顯著。實踐證明,振動時效是一種節(jié)能、降耗,并能有效提高轉(zhuǎn)爐爐口使用壽命的工藝措施,有較好的推廣應(yīng)用前景。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(2017年6期)2018-01-22 02:26:40
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
