鎂合金中空薄壁型材的脈沖MIG焊
2013-08-05 09:05:36權高峰張英波呂建剛
電焊機 2013年7期
關鍵詞:焊縫
李 欣,權高峰,張英波,呂建剛
(西南交通大學 交通運輸裝備輕量化研究所,四川 成都 610031)
0 前言
鎂合金作為目前工業應用中最輕的結構材料,與鋁合金相比,具有密度小、比強度高、切削加工性好等優點,在航空、汽車、電子工業、軌道交通等領域正得到日益廣泛的應用[1-3]。但是,鎂合金塑性較差,擠壓、軋制性能不好,多采用壓鑄方式加工成型。隨著對鎂合金研究的進一步深入和鎂合金應用領域的進一步擴展,深入開展鎂合金焊接技術研究、提高鎂合金的焊接性、獲得優質焊接接頭顯得尤為重要和迫切[4]。本研究采用交流脈沖MIG焊對翼厚3.2 mm的AZ31鎂合金中空薄壁型材進行焊接,獲得了最佳的焊接參數和良好的焊接接頭,并且分析了焊接接頭的硬度、抗拉強度等力學性能。
1 試驗材料和試驗方法
母材為AZ31鎂合金中空薄壁型材,型材尺寸如圖1所示,焊接翼厚度3.2 mm。焊絲采用經過工廠拉拔的AZ61鎂合金焊絲,直徑φ1.6 mm,母材和焊絲的化學成分如表1所示。焊接電源選用EWM PHOENIX 421 PULS forceArc多功能脈沖逆變焊接電源,MIG焊,采用99.99%氬氣進行保護焊接。
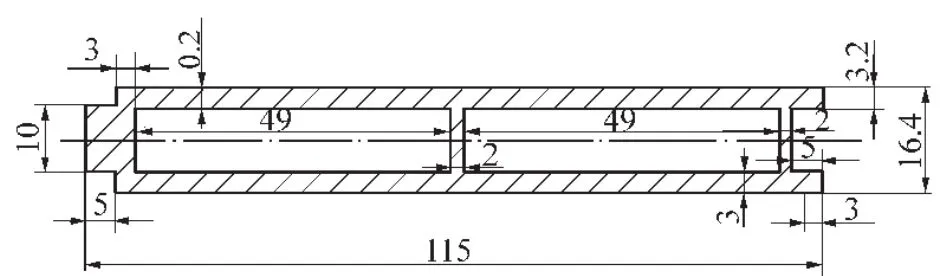
圖1 AZ31中空薄壁型材橫截面
1.1 焊前處理
焊前充分打磨待焊區(焊接試件距離坡口中心線35 mm以內),去除試件表面的油污、水分、氧化膜等,避免焊材表面的氧化膜、水分、油污影響焊接質量,然后用丙酮擦拭。
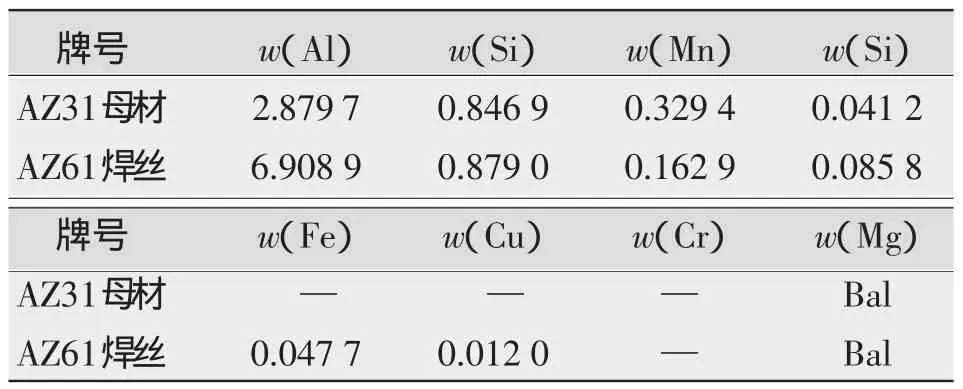
表1 母材和焊絲化學成分 %
1.2 焊接工藝參數選擇
焊接熱輸入主要受焊接電流、電壓和焊接速度的影響。如果焊接熱輸入過大,則會導致焊接接頭過熱、焊塌或熱裂紋,降低接頭沖擊韌性;如果熱輸入過小,則會有未焊透、焊縫氣孔等現象。焊接鎂合金應在滿足焊縫成形、能夠焊透的情況下盡可能采用大的焊接熱輸入。
脈沖MIG焊工藝特點:(1)較寬的焊接參數調節范圍;(2)可精確控制電弧能量;(3)適于焊接薄板和全位置焊[5]。此外,脈沖電弧還具有加強熔池攪拌的作用,改善熔池冶金性能,有利于消除氣孔。
1.3 微觀組織
選取適當的焊接接頭部位進行金相組織觀察,經過砂紙研磨、拋光之后,用2%苦味酸溶液浸蝕,大約1min后用純酒精清洗。在光學顯微鏡下觀察試樣的金相組織,拍攝試樣的微觀分區,獲得試樣各個分區的金相組織圖片。
1.4 力學性能和硬度試驗
在萬能拉伸試驗機上對表面成形良好的焊接接頭及母材(AZ31擠壓型材)進行拉伸實驗,得到焊接接頭及母材的抗拉強度、屈服強度和延伸率。用HV-10B維氏硬度計和HVS-30型數顯維氏硬度計對接頭進行硬度測量。
2 實驗結果和分析
2.1 焊接參數
焊接過程中采用統一的收弧電流70 A,收弧電壓19.1 V,保護氣體流量24 L/min,干伸長15 mm。經過一系列的焊接參數實驗對比,獲得了較佳的焊接參數如表2所示,得到的焊縫成形良好,如圖2所示,其中平均電流100A時出現了未焊透現象;平均電流140A時,焊縫成形最好;平均電流160A時,焊接過程中出現了少量的飛濺。
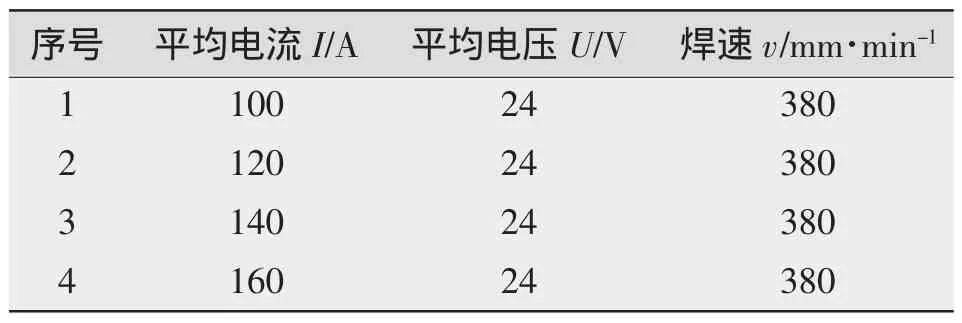
表2 脈沖MIG焊接工藝參數
2.2 接頭微觀組織分析
沿垂直于焊縫方向取樣,然后進行磨樣、拋光、腐蝕,在光學顯微鏡下觀察焊縫組織,如圖3所示。
焊縫組織主要由淺灰色的ɑ-Mg組成,而HAZ區域主要是粗大的ɑ-Mg和少量的黑色物質組成,由能譜分析(見圖4)得到黑色物質可能是Mg-Zn-Al化合物。由圖3可知,焊縫較熱影響區的晶粒要細小,這與焊接熱循環過程和母材材質有關[6]。MIG焊中,焊縫區受熱溫度升高,熱量以熱傳導的方式向四周傳導,加上脈沖電弧的攪拌作用以及周圍氣體流動帶走一部分熱量,使得焊縫區散熱快,金屬快速凝固,形成晶粒細小的組織。鎂合金導熱系數大、熔點低、散熱快,造成熱影響區晶粒受熱發生動態再回復卻沒來得及進行再結晶而變得粗大[6]。
2.3 顯微硬度分析
硬度測量結果如圖5所示。測得結果為:母材平均硬度51.5 HV,熱影響區平均硬度47 HV,焊縫平均硬度58 HV。
焊縫區組織較為均勻,晶粒細小。焊接過程中由于鎂的沸點低,有蒸發現象,焊縫區Mg的質量分數低于母材,Al、Zn的質量分數有所升高,導致焊縫區硬度升高[7]。熱影響區的晶粒粗大,硬度降低。
2.4 力學性能
對焊接接頭進行拉伸試驗,觀察斷口形貌。平均電流為140 A的焊接接頭與母材力學性能對比如表3、圖6所示,得到焊接接頭抗拉強度218.05 MPa,為母材的90.85%;平均延伸率11.3%,為母材的90%。焊接接頭的平均屈服強度是103.1MPa,為母材的67.4%。在拉伸過程中,母材斷裂處與受力方向夾角成45°,斷裂主要發生在熱影響區。母材和接頭的斷口形貌如圖7所示。
由斷口形貌可以看出,母材和焊縫斷口上均分布有大量拉長的淺韌窩,母材斷口為扁平狀,脆性較大,有沿晶斷裂特征,這是因為在擠壓過程中導致母材塑性變差。焊接接頭區斷裂面較扁平,有較深而短的二次裂紋,表現出一定的韌性。由于HAZ區晶粒粗大,裂紋易于形成,塑性較差,所以HAZ區先于母材和焊縫產生裂紋,發生斷裂。母材和焊縫斷口上都沒有發現氣孔和明顯的夾雜物,表明焊接接頭的冶金質量較好。
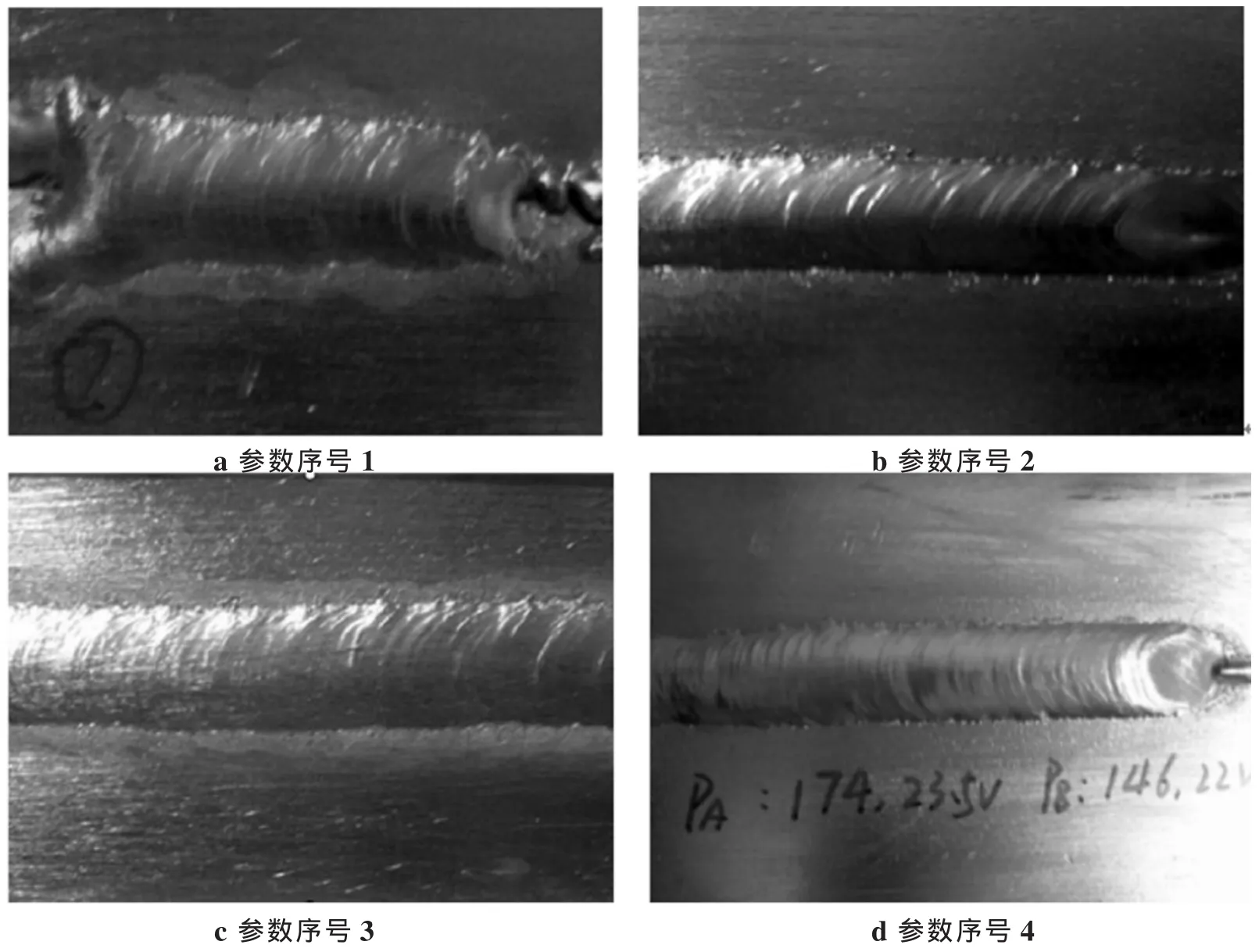
圖2 不同參數的焊縫形貌
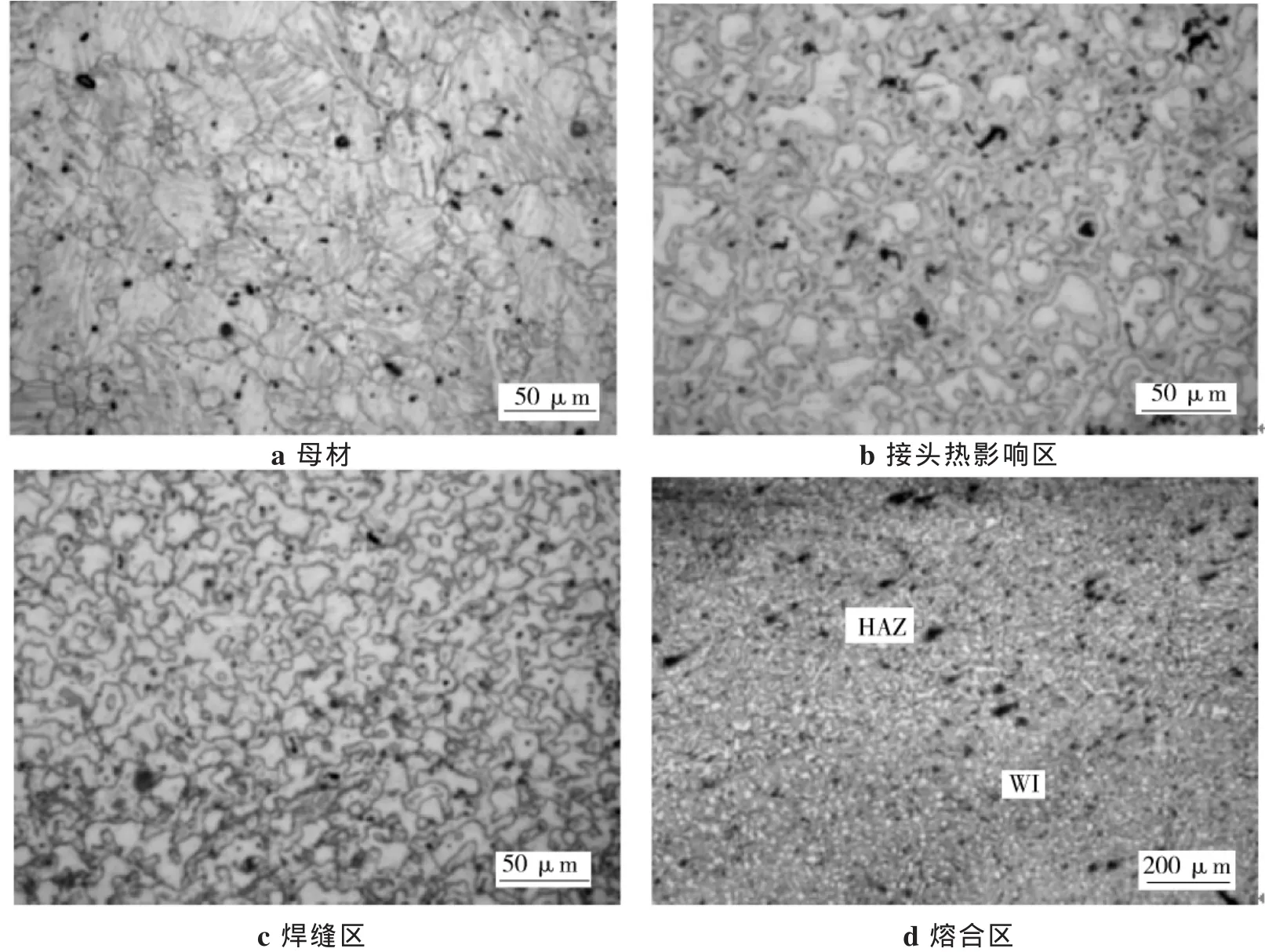
圖3 不同位置處的金相組織

圖4 焊縫組織能譜分析

圖5 接頭顯微硬度分布
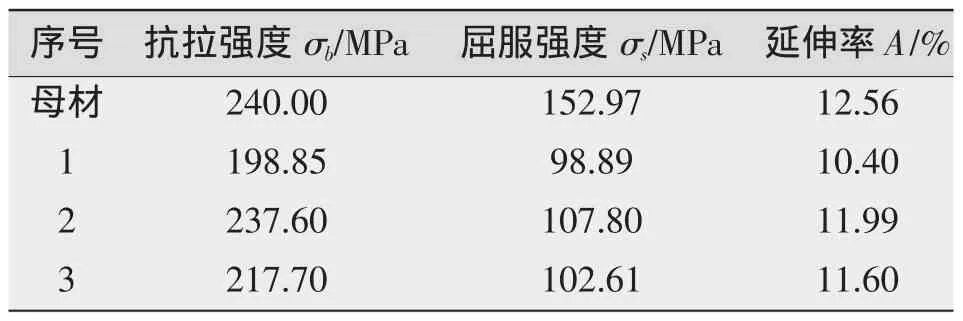
表3 母材與焊接接頭拉伸力學性能

圖6 MIG焊接接頭與母材拉伸對比曲線
3 結論
(1)采用脈沖MIG焊,在適當的焊接參數下,可以得到表面呈魚鱗紋狀、連續的、成形良好的焊縫,且焊接過程中飛濺少,電弧穩定。
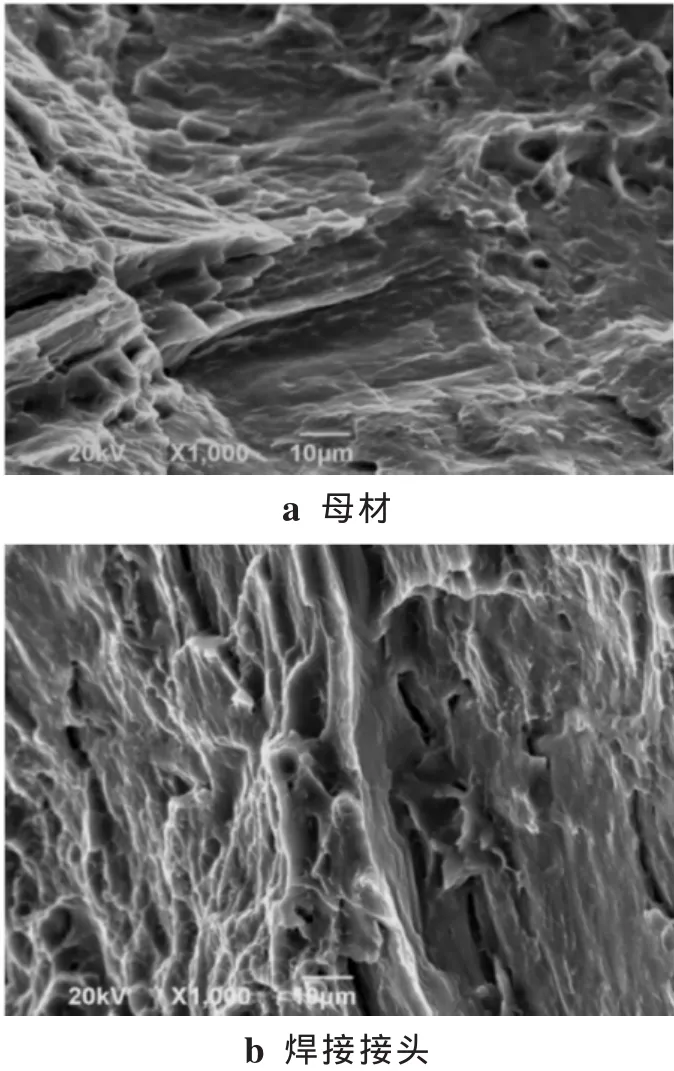
圖7 母材和接頭的斷口形貌
(2)焊接接頭抗拉強度218.05 MPa,為母材的90.85%;平均延伸率11.3%,為母材的90%。焊接接頭平均屈服強度103.1 MPa,為母材的67.4%。
(3)焊接接頭中焊縫的晶粒細小,硬度高于母材;熱影響區是過熱組織,晶粒粗大,硬度比母材低,塑性差。
(4)斷口處有深且短的二次裂紋,是焊接接頭處塑性差、易于斷裂的原因之一。
[1]Mordike B L,Ebert T.Magnesium properties-applications-potential[J].Materials Science and Engineering A,2001(302):37-54.
[2]Wang Y X,Guan S K,Zeng X Q,et al.Effects of RE on the microstructure and mechanical properties of Mg-8Zn-4Al magnesium alloy[J].Materials Science and Engineering A,2006(416):109-118.
[3]黃伯云.我國有色金屬材料現狀及發展戰略[J].中國有色金屬學報,2004(S1):122-127.
[4]于思榮,陳顯軍,劉耀輝.AZ31B變形鎂合金板材的TIG焊接[J].吉林大學學報(工學版),2009,39(3):159-163.
[5]雷世明.焊接方法與設備[M].北京:機械工業出版社,2009.
[6]梁國俐,苑少強,張曉娟.AZ31B變形鎂合金TIG焊接頭組織及斷口形貌分析[J].材料導報:納米與新材料專輯,2008(03):379.
[7]陳樹君,蔣 凡,于 洋.AZ31鎂合金TIG焊接熱輸入分析[A].第十五次全國焊接學術會議論文集[C].西寧:2010.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07