基于Copley驅(qū)動器的兩個直線電機(jī)同步控制的設(shè)計
2013-08-09 07:41:30李國林劉玉倩
電子工業(yè)專用設(shè)備 2013年4期
關(guān)鍵詞:結(jié)構(gòu)
王 慧,李國林,劉玉倩
(中國電子科技集團(tuán)公司第四十五研究所,北京 100176)
隨著LTCC(低溫共燒陶瓷)技術(shù)的廣泛應(yīng)用,對陶瓷片的印刷過程也提出了越來越高的要求,以往對印刷面積和印刷精度要求不高的場合常采用的氣壓印刷方式已經(jīng)不能滿足陶瓷片的印刷要求。因此要在整體結(jié)構(gòu)上做出適合這種工藝的調(diào)整。將由一側(cè)電機(jī)帶動的印刷機(jī)構(gòu)轉(zhuǎn)變?yōu)橛蓛蓚€安裝對稱的直線電機(jī)同步帶動,且保證運(yùn)行平穩(wěn)。
1 絲網(wǎng)印刷機(jī)中特殊機(jī)械結(jié)構(gòu)
在LTCC印刷機(jī)中,印刷頭結(jié)構(gòu)常采用龍門式架構(gòu),由于印刷過程中要求作用在瓷片上的作用力均勻分布,所以對整體的機(jī)械結(jié)構(gòu)要求力平衡,因此這種結(jié)構(gòu)主要是采用兩個參數(shù)相同的直線電機(jī)平行排布,走向一致以帶動印刷頭同步運(yùn)動,保證輸出力平衡。在裝配時要嚴(yán)格保證兩電機(jī)安裝在同一平面上。
在印刷頭結(jié)構(gòu)圖中,印刷工作臺由X、Y、θ三向電機(jī)驅(qū)動,印刷頭裝置通過導(dǎo)軌裝置與1號電機(jī)和2號電機(jī)直接相連,構(gòu)成龍門式結(jié)構(gòu)。兩個電機(jī)平行安裝在Z向網(wǎng)框上,連同印刷頭裝置由Z向電機(jī)帶動執(zhí)行升降運(yùn)動。
運(yùn)動流程描述:在執(zhí)行印刷過程時,Z向電機(jī)帶動Z向網(wǎng)框運(yùn)行至印刷高度,X、Y、θ三向電機(jī)經(jīng)調(diào)整后到達(dá)印刷位置,此時,控制兩個電機(jī)的驅(qū)動器向電機(jī)發(fā)送運(yùn)動速度指令,使兩個電機(jī)同時以相同的速度執(zhí)行完印刷平移動作。
印刷頭結(jié)構(gòu)如圖1所示。

圖1 印刷機(jī)構(gòu)示意圖
2 兩個并行電機(jī)的定子排布
為確保電機(jī)運(yùn)行過程中的同步性,電機(jī)定子的排列順序一定在同一方向上保持一致,即N級與S級首尾相接且兩側(cè)采用同一排序,這主要是讓兩電機(jī)線圈在磁場中受力保持一致,且方向相同。由于行程長,電機(jī)的定子磁塊分成幾種,所以要在兩側(cè)相互對應(yīng)的位置排列同一種長度的磁塊。裝配上嚴(yán)格保證對稱平齊。磁塊的N級與S級之間的安裝間隙越小越好,如圖2所示。
3 運(yùn)動控制系統(tǒng)硬件架構(gòu)
該控制系統(tǒng)主要采用位置閉環(huán)控制,通過CanOpen網(wǎng)絡(luò)進(jìn)行通訊。上位機(jī)為工控機(jī)控制,以PCI總線連接CAN通訊卡,Copley驅(qū)動器通過CAN總線連接到通訊卡上實(shí)現(xiàn)對電機(jī)的閉環(huán)控制。我們采用兩電機(jī)并聯(lián)的方式,共用一個反饋系統(tǒng),如圖3所示。
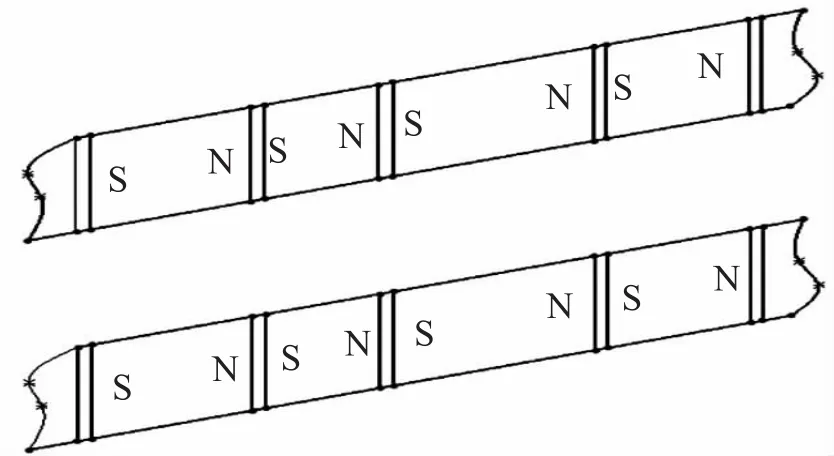
圖2 電機(jī)定子排布圖
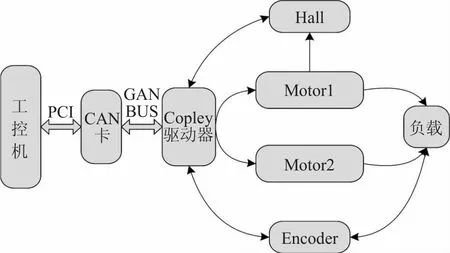
圖3 硬件框架圖
4 電機(jī)實(shí)際參數(shù)的設(shè)置和相位校正
(1)參數(shù)設(shè)置。在這種特殊結(jié)構(gòu)中,由于一個驅(qū)動器同時控制兩個電機(jī),參數(shù)要根據(jù)電機(jī)實(shí)際運(yùn)行時的狀態(tài)來考慮。由于采用并聯(lián),驅(qū)動器電機(jī)輸出端的電阻和電感應(yīng)該是在同時接通兩電機(jī)時測量每一相后的平均值。對于電機(jī)本身的固有參數(shù),反電動勢常數(shù)BMF和Fc均保持不變,電機(jī)的峰值推力也應(yīng)該是兩個電機(jī)的峰值推力之和。
對于電機(jī)的連續(xù)電流IC應(yīng)按照下列公式計算:

其中:IC為電機(jī)連續(xù)電流;Fp為峰值推力;Fc為力常數(shù)
此處連續(xù)電流為直接輸入驅(qū)動器軟件中的電流值。
(2)采用CME2進(jìn)行電機(jī)參數(shù)設(shè)置,如圖4所示。
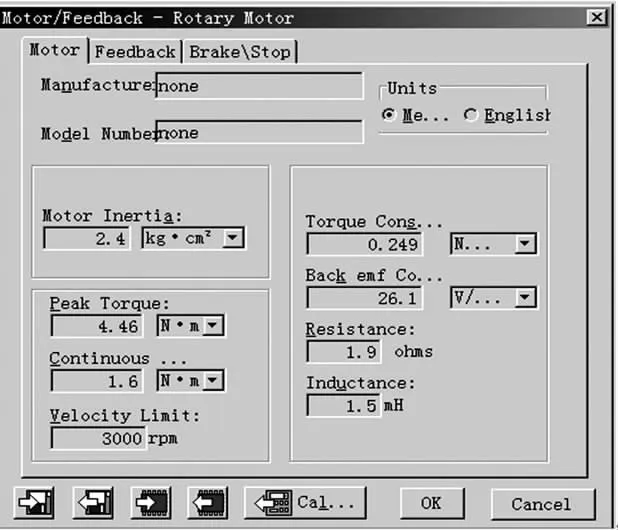
圖4 CME2參數(shù)設(shè)置
(3)相位校正。電機(jī)在初始化過程中首先要對電機(jī)相位進(jìn)行校正,本系統(tǒng)主要采用的是Hall和Encoder相結(jié)合的反饋模式,電機(jī)通電后,霍爾傳感器在一段磁極范圍內(nèi)按照我們設(shè)置的方向進(jìn)行調(diào)相,因為只采用一個霍爾,所以其中一個電機(jī)的相位調(diào)整靠機(jī)械件間的穩(wěn)固連接方式來保證,雖然在安裝時定子不是完全絕對的對稱,它們之間存在微小的誤差,但是這種誤差在機(jī)械結(jié)構(gòu)剛性很強(qiáng)的前提下是不影響運(yùn)動控制的。并且在陶瓷片印刷過程中沒有過低的印刷速度,由于機(jī)械連接造成的微小誤差是不會影響印刷質(zhì)量的。
5 控制系統(tǒng)的軟件架構(gòu)
Copley提供了供開發(fā)的基于C++的底層函數(shù),所以我們在VC++環(huán)境下編譯測試程序。首先初始化CAN網(wǎng)絡(luò),可以采用CAN View軟件監(jiān)控驅(qū)動器CAN網(wǎng)絡(luò)是否初始化成功。然后初始化驅(qū)動器對象,驅(qū)動器對象調(diào)用設(shè)置參數(shù)對電機(jī)發(fā)送控制指令,運(yùn)動過程中可以通過驅(qū)動器調(diào)試軟件監(jiān)控速度曲線圖,獲取電機(jī)的位置誤差,進(jìn)而在底層做誤差補(bǔ)償。
控制流程圖如圖5所示。
部分軟件功能代碼:
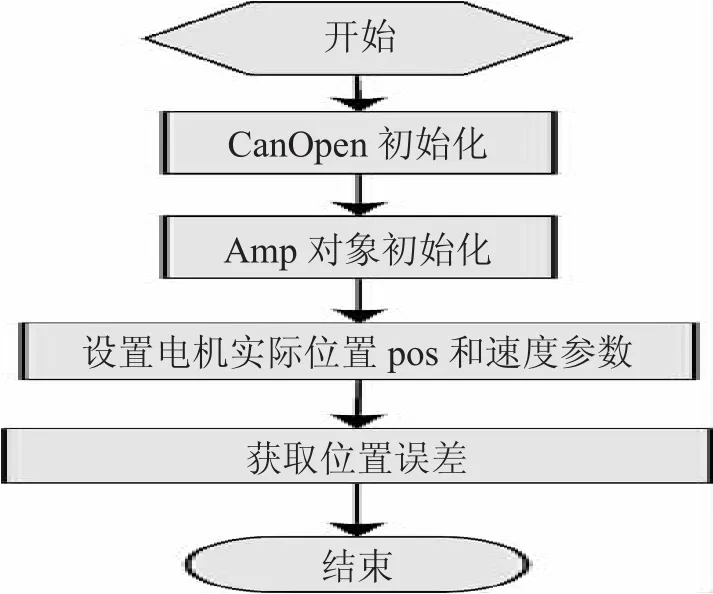
圖5 控制流程圖

6 總 結(jié)
本文介紹的這種單驅(qū)動器同步控制兩個電機(jī)的控制方式改變了以往的控制模式,滿足了印刷陶瓷片的工藝要求,并在實(shí)際設(shè)計中得到應(yīng)用。
[1] 葉云岳,盧琴芬.直線電機(jī)技術(shù)手冊[M].北京:機(jī)械工業(yè)出版社,2003.
[2] 李華德.電力拖動控制系統(tǒng)[M].北京:電子工業(yè)出版社,2001.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
