聚酯裝置切片包裝機電控系統改造
2013-08-12 02:37:10王正嶺
合成技術及應用 2013年2期
王正嶺
(天津津濱石化設備有限公司化工分公司,天津 300270)
中國石化股份有限公司天津分公司化工部目前有兩套設計0.1 Mt/a聚酯熔體的裝置,其中15區裝置配套0.07 Mt/a短絲裝置,剩余熔體經切粒機切成聚酯切片后包裝成一噸袋裝外銷,14區裝置在2008年改造后,產能為0.14 Mt/a,聚酯熔體全部用來生產聚酯切片。
化工部聚酯裝置切片包裝控制系統目前應用的是模擬量稱重控制系統,使用時間已到了12年,當時設計包裝機包裝上限為0.08 Mt/a,但由于14區增產改造后,產量大幅上升,切片包裝量達到0.21 Mt/a,造成目前包裝能力嚴重不足,且原包裝機多次發生因控制系統誤動導致稱重計量不準,計量系統零點漂移,產品出廠后質量值遭到客戶投訴,由此造成電儀人員經常需要停車進行校正。并且由于電氣元件老化,經常造成誤動作,多次使得現場計量稱重設備損壞。
綜上原因,目前的電控系統根本滿足不了裝置安全、穩定、高效的要求,因此決定對包裝機控制系統進行PLC改造。改造主要內容是利用成熟可靠的PLC控制器替代原有繼電器控制系統,并升級更新稱重計量控制儀等。
1 系統組成
此包裝系統總體運用機電一體化技術,采用OMRON可編程控制器(PLC)和稱重指示控制儀AD-4401組成測控系統來完成切片的夾袋、料口升降、檢零、吹袋、回風、灌包、計量、松夾袋、料包輸送等的生產工藝過程。該系統以PLC為控制中心,配以稱重指示控制儀、氣動執行機構、電動執行機構、自動控制部件和機械裝置,實現切片的動態在線稱重計量和包裝工作。
主要設備包括喂料箱、計量斗、料口升降裝置、夾帶器、鏈板機、控制柜、配氣箱等。
包裝機采用兩級投料方式,為保證包裝速度和計量精度,喂料箱由喂料箱體、粗細喂料弧板、氣缸組成。通過計量程序控制粗細喂料弧板氣缸電磁閥的動作過程,實現粗細兩級加料計量,粗細喂料弧板的運動過程是通過兩只氣缸動作完成的。
主要的機械裝置有稱量料斗、板式輸送機、裝袋機構、控制門、排料門等。由于切片是粒狀的均勻顆粒,同粉狀物料相比流動性好且不粘附,所以靠自重來落料即可,料斗也不用做特殊操作。其中控制門采用的是雙閘門,控制門1和2全開時為快投料,控制門2關閉門1開啟時為慢投料。
包裝機的控制部件由兩部分組成,即盤裝控制設備和現場控制設備,如圖1所示:
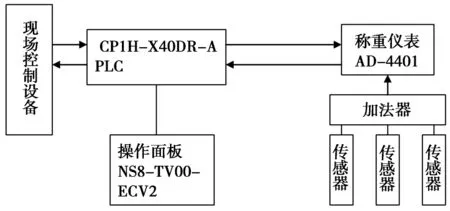
圖1 包裝機電控系統示意
1.1 盤裝部分
由主控柜、副控柜和兩個現場操作盒組成。主控柜內主要有PLC和稱重指示控制儀AD-4401以及碼盤設定器、袋計數器等。
計量參數及控制程序由稱重儀表、PLC對包裝機工作參數進行調整,稱重顯示器設有質量、累計包數及工作狀態顯示等。稱重儀表選用AD公司的AD-4401,該儀表是一種緊湊型的稱重顯示控制儀表,具有較高的A/D轉換速度以及優異的抗干擾性能,具有雙顯示窗,可以隨時顯示皮重、目標質量和累計質量值。
副控柜主要為交流接觸器和熱繼電器,分別控制M1風機電機、M2提升機構電機、M3傳送機構電機,其中提升機構由于有升有降,所以用了兩個接觸器。現場操作盒AR1用于料口升降控制,AR2用于傳送控制。
1.2 現場部分
包括3臺電機M1、M2、M3,分別是料口升降雙向電機、鼓風電機、鏈板電機;
4臺兩位五通電磁閥配合氣缸分別控制投料門1(電磁閥 YV1)、投料門2(電磁閥 YV2、)排料門(電磁閥YV4)和袋口夾松開(電磁閥YV5);
6個限位開關,SQ1為投料門關位置,SQ3為排料門關位置,SQ4、SQ5、SQ6、SQ7分別對應裝袋提升機構的料口上位、下位、上限、下限,1個光電開關SQ11用于檢測料包到傳送鏈板盡頭;
3只稱重傳感器 BP1、BP2、BP3,3只傳感器在計料斗底座三角均勻分布,上秤臺架通過球碗和鋼球將所承受的質量準確地傳遞到3只傳感器上,利用鋼球在球碗中的自位性,使計料斗自動定位,各傳感器底座裝有雙向可調節底板,通過調節底板可以保證4對上下球碗對心,并使計料斗達到水平狀態,上球碗上端為螺桿。通過調節螺桿,可以保證3只傳感器受力均勻。3只傳感器將所承載的質量值線性轉換為mV信號,通過加法器盒的迭加送至控制柜內,通過稱重儀表AD-4401進行濾波、放大等數據處理。
2 PLC控制系統
2.1 硬件配置
改造后的包裝系統的核心控制部分即為PLC。PLC選用的是性價比高和擴展性較好的歐姆龍的CP1H-X系列機型,主要功能是控制各電機、各功能電磁閥以及對現場執行器件的監控,起到稱重儀表與各控制器件之間的程序控制作用。
a)PLC選用OMRON SYSMACCP1H-CPU42-E。
b)數字量輸入卡件(DI)共有4個,型號均為B型ID212的DC輸入單元,此卡件支持16點直流電壓輸入。共使用了32個輸入量,包括稱重指示控制儀AD-4401的控制輸出信號和按鈕、旋鈕、限位開關的輸入。
c)數字量輸出卡件(DO)共有3個。型號為B型OC222繼電器輸出單元2個,此卡件支持12點繼電器輸出;A型OD411晶體管輸出單元1個,此卡件支持8點輸出。共用了20個輸出量,包括電磁閥、電機的控制信號、信號燈指示和送到AD-4401的控制信號。
d)電源選用PA204,底板選用8槽底板。
2.2 PLC 的程序
CP1H的程序采用易于理解的梯形圖來表示,CP1H的程序結構通過使用聯鎖和聯鎖解除指令-IL(02)和ILC(03)以及跳轉和跳轉終了指令-JMP(04)和JME(05)使得程序結構類似于模塊化。此系統的程序共使用了4組IL、ILC指令。第1組用于檢測控制門和排料門的限位開關是否到位,這兩個限位開關到位與否是程序步進的關鍵點,若不到位程序將會停止,影響包裝進度,所以必須及時報警通知操作人員;第2組內嵌套了2組JMP、JME指令,分別對應從稱量到放料的自動操作過程和手動操作過程;第3組用于自動傳送過程;第4組用于手動傳送過程。
另外,包裝系統的質量檢測是通過使用3個并聯的稱重傳感器和稱重指示控制儀AD-4401共同檢測出來,AD-4401是專門用于單一物料質量稱量和控制的儀表,質量這一模擬量信號由AD-4401來處理,而PLC與AD-4401全部是數字量的交接信號。這樣使此系統的PLC處理的全是數字量信號,在使控制精度大大提高的同時也使得編程相對簡單,無需使用復雜的命令,而且由于質量在掉電再送電后,及運行中發生故障停止運行至排除故障恢復運行后不發生變化,所以不用考慮數據保持功能,即不需使用PLC內的特殊存儲器和相應的命令。
2.3 程序動作過程
此系統有自動和手動兩種操作方式,但手動方式也是由PLC實現的。手動方式主要用于調試、維修和排除故障,所以以自動操作為例介紹。
a)PLC向AD-4401發扣除皮重信號后(此時凈重立即設置為0),打開控制門1和2,由料倉向稱量料斗快投料(快投料速度約23 kg/s),當達到預置值時關閉控制門2,將快投料改為慢投料(速度約為2 kg/s),當料量達到落差值時關閉控制門1,投料結束。穩定后PLC向AD-4401發數據保持信號,AD-4401自動與設置的不足、過量、上限值比較,若適量則“稱好”燈亮,若過量或欠量則“超差”燈亮并報警。欠量時允許通過按“慢投”按鈕進行補料并自動達到適量;過量時系統除報警外無糾正措施,須按“強制”按鈕打開排料門放料。
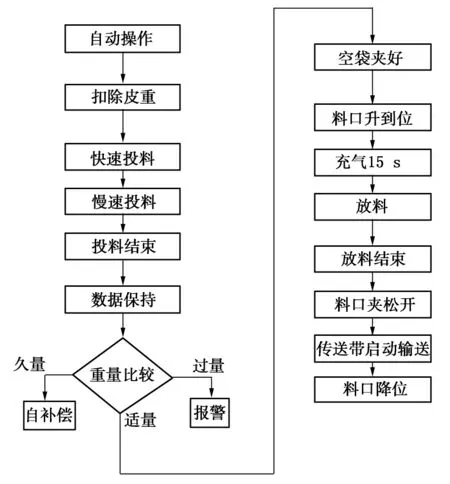
圖2 自動操作流程圖
b)提升機構動作及放料過程。將空袋夾在放料口上夾好,按AR1的“料口升”按鈕,待“稱好”燈亮后料口自動升到上位,風機啟動充氣15 s,充氣結束后打開排料門開始放料,當AD-4401發出接近零信號后5 s關閉排料門,然后自動松開袋口夾,同時袋計數加1,PLC向AD-4401發一個皮重復位命令信號(取消去皮重操作),裝滿料的袋脫離料口放置在傳送機上。
c)傳送過程。按AR2的“傳送啟動”按鈕,M3啟動自動傳送一個袋位停止,由人工扎袋口,料口自動降至下位。以后每稱好一袋,按傳送啟動按鈕,袋即順序向前傳送一個工位,然后用叉車及時將傳送機上的袋叉走,如此循環往復。
自動操作程序流程如圖2所示:
3 結語
包裝是產品進入流通領域的必要條件,而實現包裝的主要手段是使用包裝機械。稱量包裝的準確與否將直接影響到企業的信譽和經濟效益,聚酯切片包裝系統改造后最大包裝能力為45袋/h,操作人員只需2~3人,操作簡單方便。控制系統采用PLC控制,可確保系統的可靠性和控制精確度。稱量精度設計為(1 000±0.5)kg。該系統自使用以來,經過計量部門多次測試,整個系統的動態計量精度優于 0.2‰。
改造后的包裝系統投用以來一直沒有客戶反映產品有稱重誤差問題,并且提高了工作效率,提升了包裝機的自控控制水平,更有利于聚酯裝置的長期穩定運行。
[1] 孫同景.PLC原理及工程應用[M].第1版.北京:機械工業出版社,2008.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25