PROFIBUS技術在汽車發動機缸蓋線上的應用分析
2013-08-14 06:06:00王鳳剛高志強
機械工程師 2013年5期
王鳳剛,高志強
(1.一汽-大眾汽車有限公司,長春 130011;2.西門子工廠自動化工程有限公司,沈陽 110003)
1 引言
隨著制造業自動化和過程自動化中分布式結構的迅速發展,PROFIBUS(現場總線)的應用日益廣泛。由于現場總線實現了數字和模擬輸入/輸出、智能信號裝置和過程調節裝置與可編程邏輯控制器(PLC)和PC 之間的數據傳輸,所以可以把分布式I/O 安裝在現場設備附近,從而可以將整個系統的工程費用、裝配費用、硬件成本、設備調試和維修成本降到最低。
一汽-大眾發動機缸蓋線由加工中心、輔機和料道/機械手組成,是一條全自動機加生產線,這些設備均為數控設備,由格勞博(GROB)公司制造。線上各加工工位是加工中心,上下料由機械手完成,料道/機械手與加工中心之間的動作協調通過通信,也就是PROFIBUS 通信來實現的。
2 PROFIBUS 簡介
PROFIBUS 支持的通信協議有DP、FDL、S7、PA、FMS。
(1)DP:適合可編程邏輯控制器(PLC)與分布式I/O 之間的通信。它在PROFIBUS 通信中應用最廣,它可以連接不同廠商的設備。
(2)FDL:用于S7的PLC 與PLC 之間的,S7 及S5PLC與PC 之間的主-主通信。
(3)S7:是S7PLC 基于MPI、PROFIBUS、ETHERNET網絡的一種優化的通信協議,主要用于PLC 間的主-主通信和S7PLC 與HMI 間的通信。
(4)PA:使用擴展的PROFIBUS-DP 協議進行數據傳輸,它執行規定現場設備特性的PA 設備行規。
(5)FMS:用于PLC 與PLC 之間的主-主通信。
PROFIBUS 通信既可以使用PLC CPU的集成DP 接口也可使用由通信處理器擴展的DP 接口,西門子S7-300的通信處理器為CP342-5,S7-400 使用的通信處理器為IM467 和CP443-5Extend。它們支持的協議不同,CP342-5支持:DP、FDL、S7。
實際應用中應根據數據量的大小、實時性、控制工藝等要求選擇相應的拓撲機構和通信方式。
一汽-大眾發動機缸蓋線上所有設備都是通過S7-300 CPU的集成DP 口連接I/O,通過CP342-5 擴展的DP口彼此連接,見圖1。
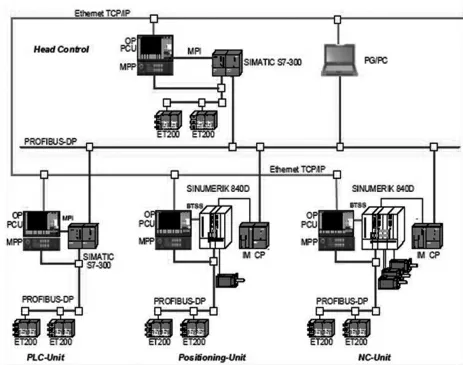
圖1 缸蓋線PROFIBUS 通信示意圖
發動機缸蓋線料道/機械手與加工中心之間所使用的通信方式主要是DP 和FDL 通信,下面就結合實際應用詳細地介紹這兩種通信方式。
3 DP 通信應用分析
PROFIBUS 是一個令牌網絡,是由一個令牌主站和若干從站組成的主-從系統,DP 通信就是通過這個主站輪詢多個從站來實現的。
PLC 除了有本身集成的DP 口外,還可以利用通信模塊擴展出另外的DP 口,擴展DP 所占用的通信接口不是I區和Q 區,而是虛擬的通信區。
該缸蓋線上的AF30 工位由一臺龍門機械手和三臺加工中心組成,機械手需要知道加工中心是否加工完成、有無報警、是否需要上下料等,加工中心需要知道機械手是否已準備好上下料,機械手與加工中心之間需要通信,它們之間的通信使用的是DP 方式。通信中以機械手作為主站,加工中心作為從站,相互通過通信模塊342-5 擴展DP 口連接,機械手的PLC 硬件組態見圖2。

圖2 機械手的PLC 硬件組態
機械手為加工中心1 分配的CP342-5的地址為0-19,見圖3;為加工中心2 分配的地址為20..39;為加工中心3 分配的地址為40..59。這里機械手分配的地址是主站PLC的虛擬地址,而不是真正的I/O 地址。
作為從站的加工中心的硬件組態如圖4。

圖3 加工中心1中CP342-5的地址分配
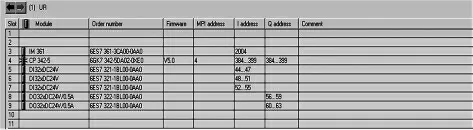
圖4 加工中心的硬件組態
通信時,主站和從站都需要調用FC1(DP_SEND)和FC2(DP_RECV)來建立通信接口區。機床制造商在編程時將編號改為FC99(Send)和FC98(Receive),實際的PLC程序如下:
機械手-PLC 發送數據,則在機械手-PLC中編程:
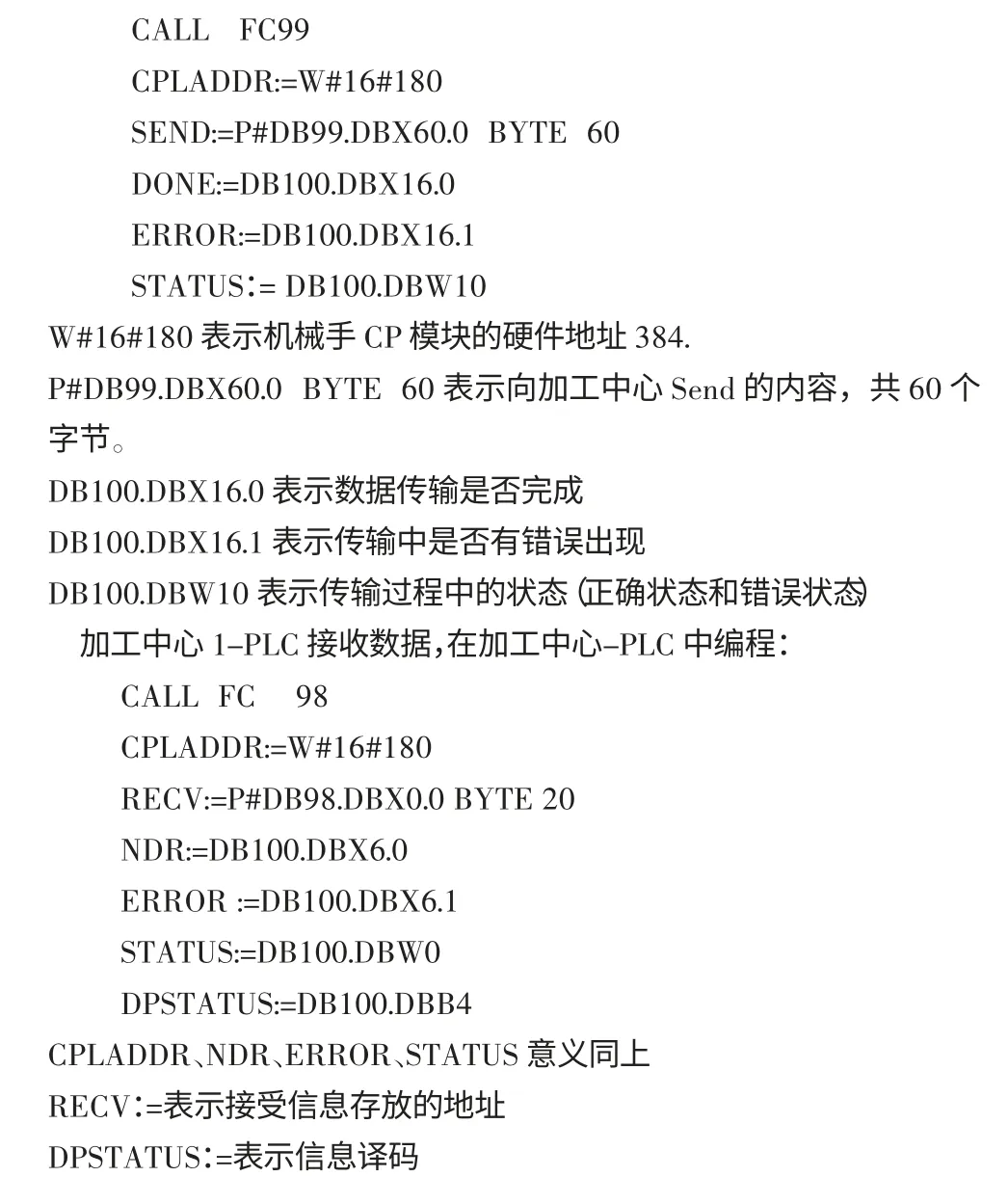
機械手發送的是60個字節,加工中心1 接收的是前20個字節,因為它的網絡地址是0..19;同樣加工中心2 接收的是機械手SEND的60個字節中間的20個字節;而加工中心3 接收的是機械手SEND的60個字節中后20個字節。反過來也是類似的,即每個加工中心發送20個字節,機械手接收60個字節,分別在各自的PLC 編程。
4 FDL 通信應用分析
FDL 是主-主系統,即每個站都具有令牌功能,通信以令牌環的形式傳遞,每個FDL 站都可以與多個站點建立通信連接。FDL 通信也是通過調用發送和接收功能實現的,這里調用的是FC5(AG_SEND)和FC6(AG_RECV)。
FDL 可以實現的功能有SDA(發送數據并確認)、SDN(發送數據無確認),自由第二層、多點通信、廣播通信等。FDL 通信可以在同一個項目的PLC 之間實現,也可以在不同項目之間實現,適用于多個設計方多個設計人員的復雜項目。
機床的夾緊、完成信息、有件/無件情況、報警等信息是通過第一種DP 通信方式由加工中心傳輸給機械手,經過PLC 處理后,轉化為畫面顯示在機械手的OP 上;這些畫面信息需要再從機械手送回加工中心,同步地顯示在加工中心的OP 上。為了達到這種目的,這里使用的另外一種通信方式是多點通信,即FDL 通信。
FDL 多點通信是以同一LSAP 訪問點為一組的分組廣播通信。而廣播通信是一個站可以向同一網絡上的所有站發送數據。擁有令牌的主站發送數據,數據的發送和接收采用SDN 方式,其它站點接收數據是無條件的。
在組態硬件時,分別在機械手和加工中心的NetPro中建立FDL 連接,見圖5。
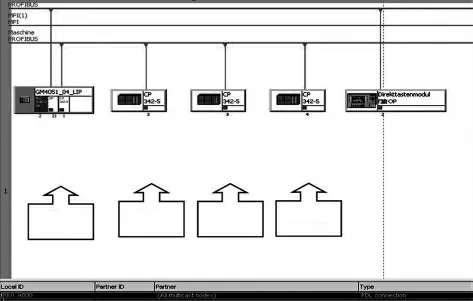
圖5 機械手NetPro 設置
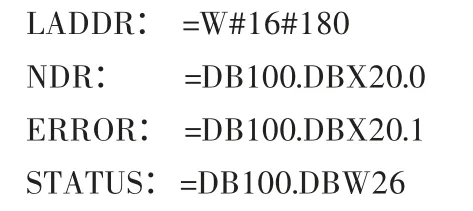
機床制造商在編程時將FC1 和FC2的編號改為FC95(Send)和FC94(Receive),實際的PLC 程序如下:
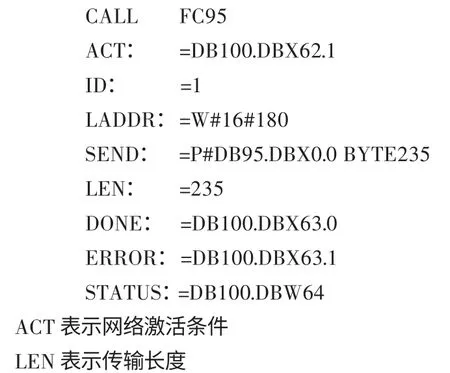
ID 地址,0001 是機械手與加工中心網絡通信握手的ID 地址。在機械手的網絡結構中是0001,在加工中心中此地址是15,見圖6。
加工中心-PLC 接收數據,故在此PLC中調用FC94
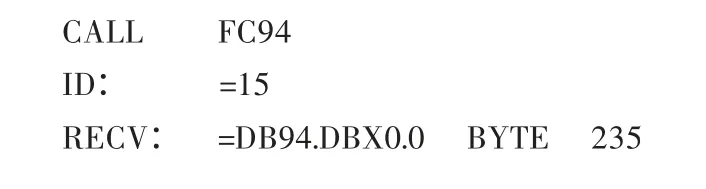
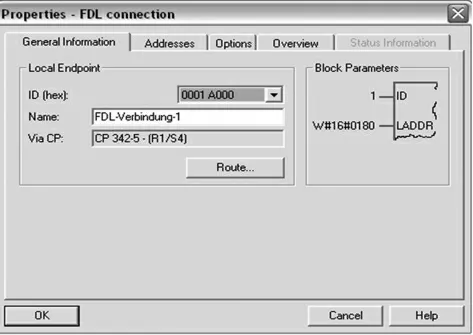
圖6 FDL 連接屬性
機械手會將235個字節分別發送到加工中心,加工中心接收這235個字節。這種通信傳輸的內容是HMI的畫面信息,也就是機械手OP 上的HMI 畫面會同時傳遞給各個加工中心,各個加工中心的HMI 畫面狀態與機械手保持同步。
5 結語
PROFIBUS 通信的方式非常多,完全能夠滿足現場的各種實際需求。一汽-大眾發動機缸蓋線由德國機床公司設計制造,代表了當今世界機床的先進水平,本文詳細地分析了PROFIBUS 通信在他們的機床的應用情況,希望能給國內的機床方面的同行在設計和維修上帶來一點幫助。
