龍門刨床技術改造應用分析
2013-08-14 06:06:26常汝剛
機械工程師 2013年5期
常汝剛
(山東金嶺礦業機械廠,山東 淄博 255081)
1 引言
原B2020 龍門刨床的工作臺驅動由交流機組、直流發電機組、直流電動機組及交磁擴大機組成,控制調速系統為接觸器-繼電器系統。因當時的技術條件限制,整個系統存在以下問題:(1)設備使用時間已久,電器控制元件嚴重老化,設備故障率高,維修量大,維修費用大。(2)調速范圍小,精度、加工工件的表面質量差。(3)效率低,能耗高。(4)低速易爬行,不穩定。(5)控制部分體積大,運行噪音大。為此,決定對該設備進行技術改造。
2 技術改造方案比較
目前舊龍門刨床的改造方案主要由主軸調速方案和相配套PLC 程序控制組成。主軸調速方案主要有可逆直流調速、交流變頻調速、開關磁阻調速電機調速三種方案。(1)直流調速改造方案。系統主要由PLC 程序控制器、直流電機、可逆直流調速器、測速發電機(數字編碼器)等組成,可保留刨臺傳動直流電機(或更換新的、效率較高Z4 系列直流電動機)。(2)交流變頻調速改造方案。系統由PLC 程序控制器、通用變頻器、交流電動機(如Y315S-8)、測速器等組成閉環系統。(3)開關磁阻調速電機調速方案。系統由PLC 程序控制器、開關磁阻調速電動機等組成,開關磁阻調速電動機(Switched Reluotance Drive,SRD),主要有開關磁阻電機、功率變換器、控制器與位置檢測器四部分組成。
按以上三種方案,以55kW 電機電氣控制、相同PLC配置成本、調速范圍、額定轉矩/低速轉矩、維護工作量、可靠性幾方面比較見表1。
3 技術方案具體實施
經過綜合分析,擬采用直流調速改造方案,具體方案如下:主軸傳動采用全數字直流電機調速系統。采用PLC可編程序控制器控制。增加銑削功能。
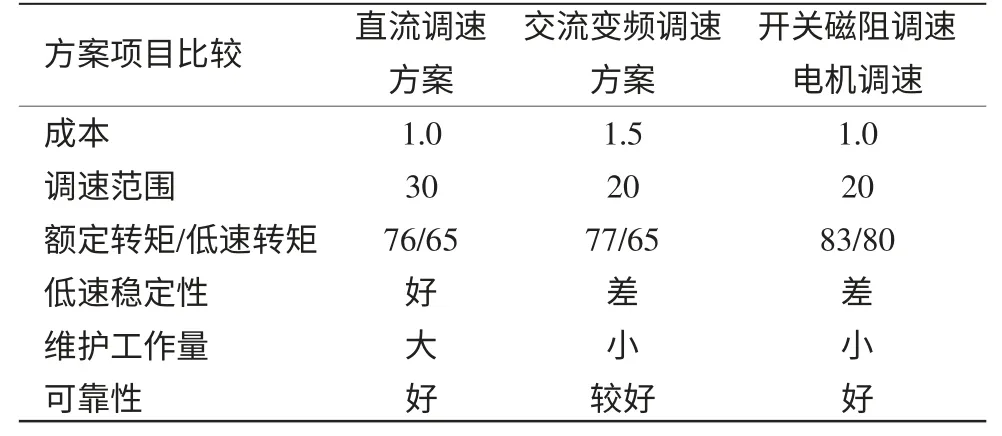
表1
整個系統主要由PLC 程序控制器、直流電機、可逆直流調速器、測速發電機、銑刨一體變速箱、7.5kW 銑頭等組成。
(1)主軸調速部分。電機Z4-200-31直流電動機、ETD790全數字直流調速器、ZYS-100A 直流測速發電機做控制反饋、FX1N-60MR 編程序控制器等組成系統。因ETD790全數字直流調速裝置是直接三相交流輸入,直流輸出的邏輯無環流的可逆調速系統,需要配套三相交流進線電抗器,4只快速熔斷器及輸入接觸器。采用2只10kΩ 電位器分別用于前進和后退速度設定,而且速度可無級調節;另外保持正、反向點動及加減速的多段速度功能,點動速度可用軟件設定,加減速過程中的多段速度用內部數學運算方式來實現。電動機正、反向換向采用回饋制動方式,電能回饋電網;正、反向自動多段斜坡加減速,減少機械沖擊。
(2)銑刨選擇。因銑削功能需要的變速范圍大,一般>40,故選用銑刨一體變速箱,通過箱體上的操縱手柄來選擇銑或刨,通過控制按鈕站來控制7.5kW 銑頭。
(3)工作臺換向。工作臺換向的6個限位開關改為光控無觸點接近開關。
(4)電氣控制系統。原潤滑油泵電機的起動/停止,垂直刀架運動、側刀架運動、橫梁升降電機的起動/停止及自動回升的正反轉、與工作臺的保護聯鎖、時間聯鎖等,采用PLC 可編程序控制器及輸出繼電器模組。這樣,使用過程中可通過察看PLC的輸入/輸出指示燈很容易判斷各控制點的工作狀態,查找故障快捷方便。繼電器輸出模組帶有輸出指示、保護熔電器,熔斷器熔斷指示、阻容吸收保護,用于隔離PLC 輸出與負載,以及進行多重保護。
抬刀控制、垂直刀架與側刀架的工作與快移仍采用原來的工作方式,但由PLC 來完成聯鎖控制。
4 實施效果經濟分析
4.1 設備改造涉及的主要技術經濟指標
與原設備比較,主要技術經濟指標有所提高:①交直流機組更換為高效直流電機,電氣效率由原來的58%提高到現在的88%,提高效率30%;②電機功率降低5kW;③故障率減少,大大降低了維護保養費用;④增加了銑削功能,可調速范圍大,提高了工件加工質量及精度,提高設備綜合效率20%。
4.2 設備改造技術經濟計算
按兩班制,龍門刨床一年運轉天數240d,工時單價50元/h,工業用電平均電價0.75元/kW·h。
(1)年節電量
降低功率節電量:
5kW/h×16h/d×240d/年×0.75元/kW·h=14400元/年
提高電氣效率:
[60kW/h×(1-58%)-55kW/h×(1-88%)]×16h/d×240d/年×0.75元/kW·h=53568元/年
年節電量:67968元/年
(2)提高設備綜合工時效率,增加產值
50元/h×16h/d×240d/年×20%=38400元/年
(3)故障率降低,節約維護費
據統計,年節約維護費5000元,與原設備比較年提高價值:111368元/年。
4.3 設備改造實施前后的統計數據對照及應用效果
項目實施前、后的數據統計見表2。
B2020 龍門刨床技術改造采用目前成熟的直流調速技術。從方案論證、設計選型、實施到現在已兩年,系統運行穩定,節能及效率提高明顯。項目數控改造投資8.9萬元,當年收回投資。
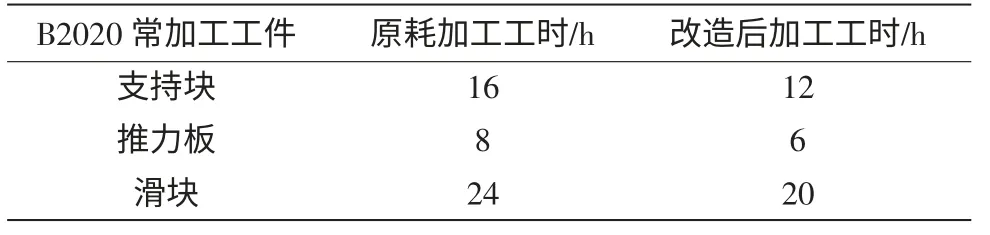
表2
5 結語
直流調速是目前成熟的技術,具有調速性能好、調速控制電路簡單、可靠的特點,B2020 刨床技術改造后比原系統具有以下優點:(1)電機的啟動電流小,啟動力矩大,對電網無沖擊。(2)系統閉環控制,動態響應快,滿載無降速。(3)系統全數字控制,具有斷電保護功能,避免工作臺在意外停電時沖出床身;同時具有多種自保護功能,可靠性高。(4)制動轉矩大,換向時越位距離小,返程速度快,提高了加工效率,也為類似設備改造提供了借鑒。
[1]史步海,張選正.特種電動機調速控制技術及應用[M].廣州:華南理工大學出版社,2010.
[2]鄭萍.現代電氣控制技術[M].重慶:重慶大學出版社,2001.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
甘肅教育(2020年14期)2020-09-11 07:57:42
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
