線切割技術(shù)在模具加工中的應(yīng)用
2013-08-14 06:06:32李玉杰
機械工程師 2013年5期
李玉杰
(同匯模具廠,黑龍江 齊齊哈爾 161000)
1 引言
隨著模具行業(yè)的飛速發(fā)展,復(fù)雜形狀的模具零件日益增多,傳統(tǒng)模具的加工方法很難滿足工件所需精度的要求,線切割加工是在電火花加工的基礎(chǔ)上發(fā)展而來的,由于具有不需要制作專用電極、加工周期短、自動化程度高等突出優(yōu)點,在滿足工件加工精度和表面粗糙度的前提下,能夠較好地完成加工的任務(wù),不但降低了成本,也提高了加工效率。
2 線切割加工的工作過程
線切割加工是在電腐蝕原理的基礎(chǔ)上,連續(xù)運動的細金屬(如鉬絲)以高頻電源的負極作工具電極,以工件接高頻脈沖電源的正極進行電火花放電切割。具體工作過程為:鉬絲正反向往復(fù)運動,由脈沖電源提供能量,在工件與電極絲間注入工作液介質(zhì),電蝕產(chǎn)物由循環(huán)流動的工作液介質(zhì)帶出。工作臺在X、Y 軸坐標方向?qū)崿F(xiàn)進給運動,并根據(jù)電火花的放電間隙作伺服進給運動,從而實現(xiàn)對工件的加工。
3 凹、凸模的加工工藝分析
(1)凹、凸模作為復(fù)合模最重要的部件,其加工質(zhì)量的好壞直接影響著工件的加工精度和表面粗糙度。由于沖裁時會受到?jīng)_裁力的作用,內(nèi)部產(chǎn)生很大的應(yīng)力,切割加工使得內(nèi)應(yīng)力重新分配,會導(dǎo)致較大變形的產(chǎn)生,因此,加工前要進行淬火處理,同時,毛坯件的材料以及加工路線也會對變形造成影響。
(2)凹、凸模的凹角與尖角。線切割加工過程中,鉬絲的運動是以電極絲的中心軌跡來進行的。鉬絲直徑d和放電間隙ω 使得鉬絲運動的中心軌跡與加工表面相差一個Δ的距離,即Δ=d/2+ω,計算電極絲的中心軌跡時要考慮該距離Δ。凹角只得加工成圓角,Δ 越大,拐角處圓弧的誤差也就越大。因此,線切割凸類零件時,鉬絲運動的中心軌跡應(yīng)相應(yīng)加上距離Δ;凹類零件相應(yīng)的減去距離Δ。
(3)過渡圓半徑。工件的形狀和加工精度是影響過渡圓半徑大小的主要因素,通常過渡圓半徑隨著工件厚度的增加而相應(yīng)的增大。凹凸模配合間隙間也應(yīng)增加過渡圓。
4 模具的結(jié)構(gòu)設(shè)計
(1)模具的結(jié)構(gòu)形式。根據(jù)鐵芯片零件的具體結(jié)構(gòu)、材質(zhì)以及尺寸,選擇合理的復(fù)合模結(jié)構(gòu),為確保沖裁的加工精度,本文采用正裝復(fù)合模結(jié)構(gòu)。
(2)模具的材質(zhì)。根據(jù)電磁鐵芯片的零件技術(shù)要求,凹凸模選用Cr12 材料較為合理。經(jīng)熱處理后,其硬度為58~60HRC,對于固定板、選料板,選用Q235 就能滿足其要求,而沖孔芯子的材料為工具合金鋼。
(3)沖裁壓力。根據(jù)凹模的刃口長度l、板料厚度t、以及硅鋼板的抗剪強度τ 來計算沖裁壓力的大小。
(5)凸凹模的高度。由模具設(shè)計手冊可知,凹凸模的最小壁厚是δ=1.6mm,在滿足所需強度的情況下,取凸凹模的壁厚為2.6mm。凸凹模的高度h 主要由固定板的厚度、卸料板的厚度以及其它部分組成,結(jié)合實際情況,取其高度h=56mm。
(6)沖裁的間隙。根據(jù)硅鋼片5mm的厚度,查閱相應(yīng)的模具設(shè)計手冊,沖裁間隙通常為0.02~0.03mm,在滿足工件加工精度和表面粗糙度的前提下,線切割時的初始間隙為0.01mm。
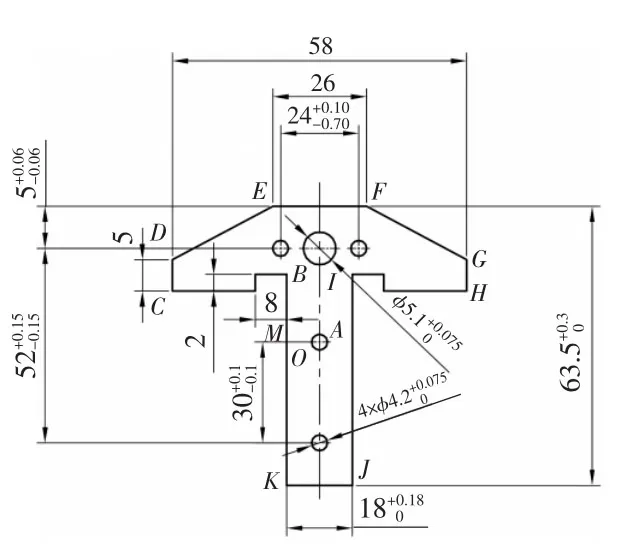
圖1 電磁鐵鐵芯片零件結(jié)構(gòu)圖
5 線切割加工的實例分析
電磁鐵鐵芯片的零件圖如圖1所示,采用硅鋼片材料,厚度為5mm,其厚度很薄,毛刺很難滿足沖裁質(zhì)量的要求,使用線切割加工可以提高工件的加工精度和使用壽命。
(1)線切割加工鐵芯的工藝路線。為了最大限度地減小加工變形,要選擇合理的起始點和加工路線,以O(shè) 點為起始點,A 點為穿絲點,按圖中的AOBCDEFGHIJKA 路線進行切割。在切割凹、凸模時,先切割其內(nèi)孔,之后加工其外形,對于外形的加工,選擇O 點為切割點,以點M為穿絲點,同時確保好M 點、O 點以及A 點的位置關(guān)系和鉬絲的偏移量,確保好配合間隙的要求。
(2)線切割加工鐵芯的間隙配合。在保證線切割加工精度和表面粗糙度要求的前提下,切割加工時初始間隙設(shè)為0.01mm,沖裁時的間隙為0.02~0.03mm。
6 線切割加工的注意事項
(1)所需加工的工件,表面不能有氧化層,同時其表面要磨平并進行退磁處理;
(2)為避免工件產(chǎn)生變形,需做好充分的準備:凹凸模鉆好穿絲孔→加工凹模穿絲孔、定位孔等→熱處理→磨削消磁,之后方可進行線切割加工;
(3)線切割加工時,為選擇合適的補償量,之前要進行鉬絲和放電間隙的檢測;
(4)考慮到凹模和凸凹模很小的配合間隙,在保證工件良好精度和表面粗糙度的前提下,不同階段選擇不同的電規(guī)準以及對機床的調(diào)整;
(5)若模具采用倒裝復(fù)合模的結(jié)構(gòu)形式時,加工的凹凸模要有一定的錐度;
(6)考慮到切割加工時工件的表面伴隨著殘余應(yīng)力、變形、裂紋等缺陷,加工前對凹模和凸凹模進行研磨,以去除其熔化層,減少其缺陷,提高模具的使用壽命。
7 結(jié)語
線切割加工時模具加工的主要形式之一,尤其在復(fù)雜形狀的加工扮演著極為重要的角色,本文通過實例詳細闡述了線切割技術(shù)在模具加工中的應(yīng)用,制訂出合理加工工藝路線,對提高工件的加工精度、改善工件表面粗糙度有著重要的影響,實際效果表明,達到了良好效果,從而提高生產(chǎn)效率,為以后類似產(chǎn)品的加工提供一定的參考價值。
[1]郭慶華.線切割在模具加工中的應(yīng)用[J].現(xiàn)代制造技術(shù)與裝備,2010(4):51-52.
[2]柳鵬旭.數(shù)控線切割技術(shù)在模具設(shè)計與制造中的應(yīng)用[J].新疆農(nóng)機化,2009(1):58-60.
[3]楊興永.模具加工中線切割技術(shù)的應(yīng)用分析[J].哈爾濱職業(yè)技術(shù)學院學報,2010(4):117-118.
[4]蔡樂安.鐵芯模具的線切割加工與設(shè)計[J].電加工與模具,2002(5):50-52.
