圓柱狀一次鋰電池抽真空注液機構的分析與改進
2013-08-14 06:06:34徐小春
機械工程師 2013年5期
徐小春
(福建南平南孚電池有限公司,福建南平 353000)
1 引言
早在2000 年,世界電池行業的巨頭——勁量,研究開發出圓柱狀一次鋰電池的生產工藝,3 年后該產品順利實現自動化生產并投放歐、美市場,不僅給勁量帶來豐厚的利潤,同時也對原有歐美發達國家一次電池市場的格局帶來不小的沖擊。為此,筆者公司一直致力于一次鋰電池的開發研究并順利實現了自動化生產。目前降低成本,提高電池質量為首要任務。注入電解液(或稱注液)是制造圓柱狀一次鋰電池的關鍵工序。電解液原材料價格昂貴,約占電池制造成本20%左右,實際年平均生產一只鋰電池的電解液用量約為電池生產工藝要求的1.35 倍,高于正常用量的1.1 倍。注液機構的電解液超耗占電池生產成本5%左右,而且注液量不穩,隨之而來的是設備維修頻率高。注液量又直接影響電池的性能,注液太多造成材料的浪費、電池易漏液,注液太少會降低電池的容量。確保注液量的穩定非常重要,因此必須在原有的基礎上對注液設備進行改造,一是解決注液量不穩定、降低電解液被抽入真空過濾器、減少電解液的耗用;二是降低設備的維修頻次、維護成本,提高開機效率。
2 圓柱狀一次電池抽真空注液的生產工藝
電池進入注液機密封→打開抽真空閥門→電池抽真空→真空閥門關閉→定量注液→電池脫離密封→出注液機。
圖1中,工位1:電池進入注液間歇轉盤;工位2:電池密封,打開抽真空閥門;2至9 工位:電池抽真空;9 工位:關閉抽真空;工位9 至10:前0.5s 定量注液,后0.5s 關閉注液泵及注液閥門;工位10 至11:至0.5s 電池密封打開;工位12:電池出轉盤。具體的動作時間如表1 所示。

圖1 12 工位工作周期圖
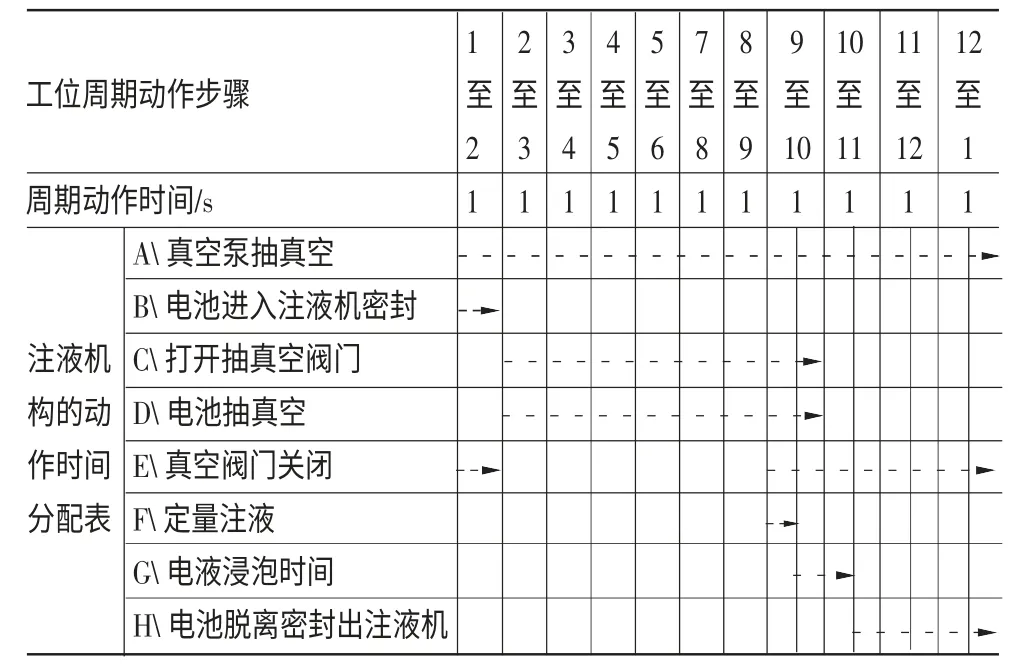
表1 工位周期動作步驟表
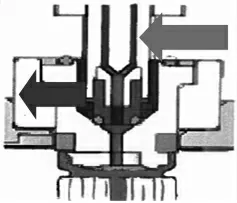
圖2 單工位工作原理簡圖
3 存在問題的分析
3.1 電池口部密封件失效
如圖2,由于殼體口部為切口,在動作中不可避免會造成損傷,致使注抽真空腔體在抽真空時與外部的微漏檢測難,造成12個工位的真空度值不一,影響電解液的吸收速度,只有電池脫離密封,電解液溢出才可發現。其后果是:注液量不足,影響電池質量。
3.2 抽真空閥密封件402 鹽析結晶失效
由于密封件長期與電解液接觸,電解液鹽析出的結晶體附著在密封件上,致使抽真空腔體閥關閉不嚴,在注液期間微漏難檢測(泄漏路徑:抽真空腔體→402 密封圈→注液腔體),使電解液抽入真空腔體至真空過濾器。
后果:電解液耗用增加,注液量不足。
3.3 電池承載注電解液量的腔體容積不足
在當初改造設備中,由于設備的速度增加一倍,擔心抽真空的時間減少一半后電池內部不能達到預期的真空度而直接影響電解液的吸收,為此將腔體容積減小,目前空腔容積約1.2mL,而工藝要求注液體積1.4~1.6mL,在注液只有0.45s 時間段中有一部分電解液聚集在積液區(見圖3),隨電池吸收電解液中液位不斷下降,殘留的電解液粘附在抽真空與注液的公共通道內壁,由于電解液易揮發,到下一工作周期抽真空腔體抽真空時抽走,導致電解液耗用增加。
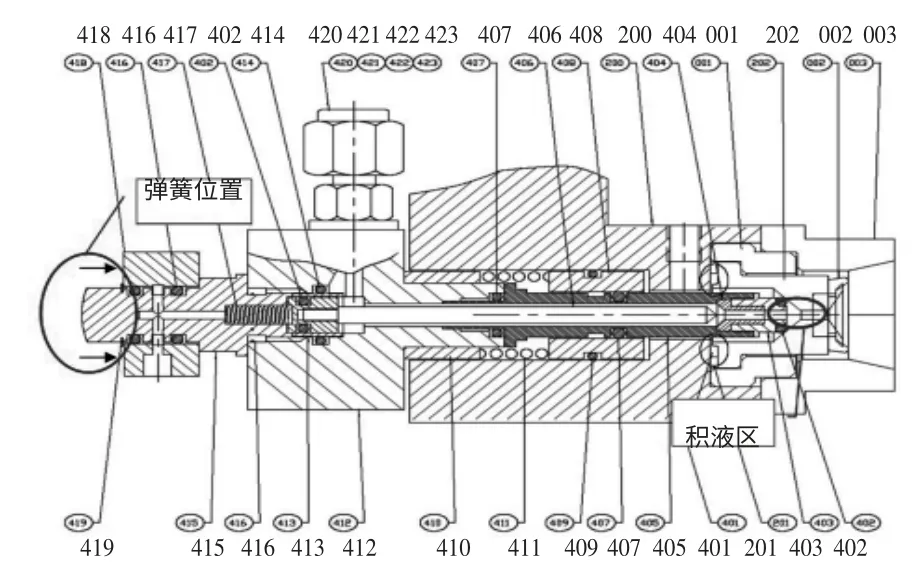
圖3 抽真空注液機構的結構圖
3.4 電解液的鹽析結晶體凝結在406 頂針錐度孔中,沒有完全密封,造成少量溢流現象
原取消加壓管路是基于注液泵注液停止后,電池吸收電解液,注液腔體內壓力下降,417 彈簧逐步回彈,當406 頂針錐頭頂至錐度孔時,抽真空與注液的公共通道內的壓力由于電池繼續吸收電解液,公共通道內的壓力繼續減小,壓差增大使406 頂針頂緊錐度孔的壓力也增大,直到打開電池口部密封前電池內部的壓力依然高于外部大氣壓,電池密封打開后壓差繼續增大,406 頂針與錐度孔在理論上要完全密封,電解液不溢流,但電解液的鹽析結晶體凝結在錐度孔中,沒有完全密封,會出現少量溢流現象,特別是到下一工作周期抽真空腔體抽真空時抽走,電解液還會被抽走,導致電解液耗用增加。
3.5 壓緊彈簧的彈力不足
由于該機是CR123A 注液機改造的設備,注液時間與注液壓力都不相同(原注液時間約0.9s,現0.45s),改造后為加速電解液的吸收,增加注液的壓力,由于彈簧受電解液腐蝕,彈力減弱,電解液腔體內的壓力將402、403 等整組部件頂起,使402 密封件無法密封,電解液抽入真空腔體至真空過濾器,導致電解液耗用增加,注液量不足。
4 改進方案
(1)電池口部密封件失效的改進(圖4、圖5)。
原密封件在鋼殼切口部反復壓緊密封后,密封件被切裂,使用壽命短(工作約1.2 萬次時整批更換),考慮鋼殼切口部為外翻切口,為避免鋼殼切口帶來的破壞,重新設計的密封件設計成錐度面,避免鋼殼口部正方向切裂,同時再抽真空時由于采用錐度面,經生產實際檢驗證明,密封效果比原設計穩定,使用工作壽命延長至5 萬次左右。增強了注液量的穩定性。
圖4 原密封件簡圖
圖5 改進后密封件簡圖
(2)抽真空閥密封件402 鹽析結晶失效問題與電池承載注電解液量的腔體容積不足問題的改進。
兩者的問題主要來源于注液時電解液的浸泡,只要在注液時有足夠的裝載電解液的容積,不浸泡到該位置,就可合理解決,這與當初因為擔心抽真空的時間減少一半后電池內部不能達到預期的真空度而直接影響電解液吸收的問題相矛盾。究竟能不能增加容積,能增加多少,通過實驗后證明:使用新的能力更強的真空泵后將部件202 掏空腔的結構,空腔容積由1.2mL 增至1.6mL,滿足注液工藝要求,注液時的最高液位低于部件202 掏空腔體,使電解液不至于殘留的腔體壁上。減少了被抽真空抽走,降低了電解液的耗用。
抽真空閥密封件402 鹽析結晶失效除以上要求外,還必須解決抽真空路徑與注液路徑分離問題,增強注液量的穩定性,降低電解液的耗用。
(3)電解液的鹽析結晶體凝結在406 頂針錐度孔中,沒有完全密封,造成少量溢流現象的改進。
盡可能將部件406 頂針錐度孔不直接裸露在空氣中,以免造成電液的鹽析結晶。在保持部件403 原有孔徑尺寸的同時加注液針頭,針頭一端嵌入部件403 孔,另一端長度伸至與鋼殼口部齊高,以實現抽真空路徑與注液路徑分離。一方面使抽真空閥密封件402 不再浸泡電解液,解決電解液鹽析結晶體粘結在密封件402 問題;另一方面可緩解部件406 頂針錐度孔部位直接裸露在空氣中,造成因鹽析結晶導致的微漏。解決了到下一工作周期抽真空腔體在抽真空時電解液被抽走,降低電解液的耗用。
(4)部件418 上方壓緊彈簧的彈力不足的改進。
由于部件202 增加了空腔容積,在注液時,注液腔體內的電解液壓力下降(原注液泵壓力從50N 下降至42N左右),只要彈簧工作正常,下降后已不存在將402、403等整組部件頂起,造成402 密封件無法密封,電解液抽入真空腔體。因此彈簧彈力不變,但考慮到彈簧的銹蝕問題,改用不銹鋼材質。徹底消除壓緊彈簧的彈力不足問題,保證密封件402 密封,阻斷電解液抽入真空腔體。減少電解液耗用,保證注液量滿足工藝要求。
5 結論
改進后設備已運行近一年,目前該注液機注液量穩定,滿足工藝要求,設備的維修頻次約為原來的1/3,生產一只電池電解液的月平均耗用從原來的1.35 倍降低到1.21 倍左右,真空泵前端的過濾器電解液有少量積存約為原來的1/5 左右,耗用達到預期的1.1 倍是我們繼續改進的目標。
