采用局部鍍鉻的方法修復游標卡尺內測量爪的尺寸
2013-08-15 10:06:48王家貴
機械工程師 2013年5期
關鍵詞:測量
王家貴
(哈爾濱量具刃具集團有限責任公司,哈爾濱 150040)
1 引言
國家標準規定0~(200mm)300mm、0~500mm 及以上的游標卡尺,內測量爪的尺寸應為10mm 或20mm 整數。但在生產制造過程中,有時會因內測量爪加工小而產生廢品造成浪費,在使用中因內測量爪磨損也會造成尺寸變小。以前,可以把內測量爪的尺寸修磨成9.9mm,9.8mm,9.7mm…,但給使用帶來極大不便,且為當今標準所不允許。而采用局部鍍鉻法可很好地解決這個難題。
游標卡尺對測量爪硬度、粗糙度、形狀及尺寸都有要求,用局部鍍硬鉻的方法可以使其硬度達到700HV 以上,鉻層有良好的結合性,經過對鍍鉻后的測量面進行研磨加工,完全能滿足要求,還能夠提高測量面的防腐蝕性能。
2 設備工裝及電鍍液
2.1 設備
設備可以自制,由調壓整流電源、溫控加熱裝置、電鍍液槽及專用夾具組成。電器原理圖見圖1。
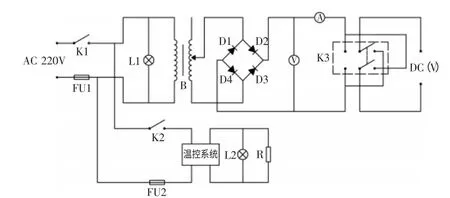
圖1 電路原理圖
(1)調壓整流電源:調壓器輸出端電壓在0~50V;電流根據一次被鍍卡尺數量決定;整流管要符合電壓電流要求;雙刀雙擲開關必須符合電流負載要求。
(2)溫控加熱裝置:可以用加熱管、熱水等方式加熱,還可根據電鍍液槽的材質采用其他方式。
(3)電鍍液槽:用耐強酸、強堿、耐腐蝕、耐熱的非金屬材料制成,可在電鍍槽外加熱水槽,內安裝加熱管。
(4)專用夾具:根據具體情況自制。
2.2 工裝
把待修復卡尺放在電鍍槽中,連接電源負極。鉛質電極連接電源正極,與被鍍卡尺測量爪相距10~30mm。見圖2。
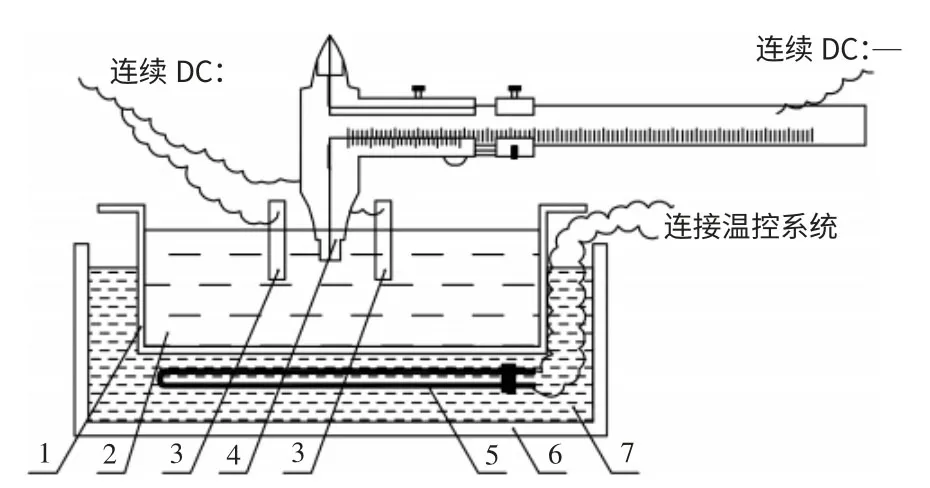
圖2 工裝圖
2.3 電鍍液

3 操作方法
(1)鍍前的處理。把待鍍卡尺內測量爪用油石條修磨,使各項指標符合要求,只是尺寸磨小0.05~0.1mm,留作鍍層,這樣可以得到牢固的鉻層和完美的外觀。用扁刷把卡尺放入電鍍液的部分涂滿保護膠保護起來,只留出需要修復的內測量爪,并充分晾干保護膠。保護膠配方為:用有機玻璃碎塊溶解在丙酮中,直到完全溶解,然后加入丙酮調到粘稠度適宜。
(2)鍍鉻修復的過程。打開電鍍設備的電源,把溫控裝置調整到50C°,待電鍍液達到溫度并穩定后放入待修復卡尺,打開電鍍電源雙刀雙擲開關,先反向通電10~30s后正向通電。調整鉛質陽極板的面積和位置。調整電流在15~30A/dm2。控制電鍍時間,當鍍鉻修復后卡尺內測量爪尺寸比成品尺寸大0.05~0.1mm 時關掉電源,將卡尺取出,去掉保護膜,充分水洗。
(3)鍍鉻修復后的處理。鍍鉻修復后的卡尺內測量爪要用油石條修磨,再用細砂紙拋光外觀,直到各項指標均符合標準要求。
(4)故障現象和排除方法(如表1)。
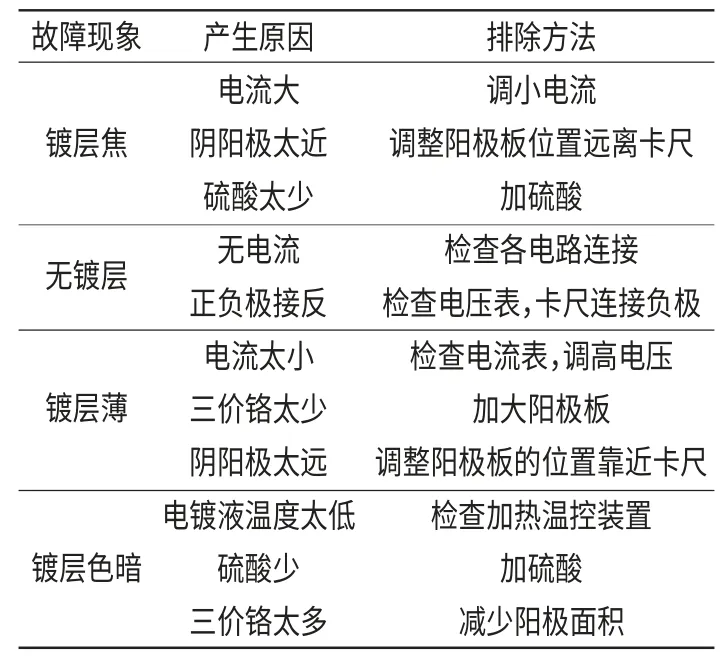
表1 故障現象及排除方法表
4 注意事項
(1)電鍍液是有毒的強腐性液體,蒸發的氣體也會污染空氣,要在鍍槽上方安裝排風裝置。工作時要格外小心,戴好手套和口罩,確保人身安全。
(2)保護膠的配置和使用也要注意,丙酮是易燃的化工溶劑,易揮發,用后要密封蓋好,操作時要戴好手套和口罩,注意防火防爆。
(3)按照環保部門的要求,按規定處理好電鍍液及清洗用水,絕對不能隨意傾倒,確保環境安全。
5 結論
經生產實踐證明,采用局部鍍鉻的方法修復卡尺內測量爪的尺寸,操作方法簡單,設備制造容易,加工成本低,經濟效果好。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
