一種樅樹型隔葉塊配磨工裝的設計
2013-08-15 10:10:38張春娟張學恒張欣欣雷軍營
機械工程師 2013年5期
張春娟 ,張學恒 ,張欣欣,雷軍營
(1.西安陜鼓動力股份有限公司,西安 710611;2.陜西重型汽車有限公司,西安 710200)
1 引言
西安陜鼓動力股份有限公司(簡稱“陜鼓”)生產制造一種能量回收透平發電裝置(簡稱:TRT),這是將高爐爐頂煤氣具有的壓力能和熱能,通過透平膨脹機膨脹作功,驅動發電機發電或驅動其它設備進行能量回收的一種裝置。隨著市場的變化,TRT 產品逐漸大型化,結構也發生很大變化,特別是大型轉子的葉片及隔葉塊的葉根形式及布局均發生了變化,采用樅樹型的葉根結構,工藝要求通過配磨隔葉塊的尺寸保證一、二級動葉的軸向位置。可以看出,隔葉塊配磨工序是TRT 核心部件轉子裝配的關鍵工序控制點。
2 結構介紹
2.1 TRT 轉子結構介紹
采用樅樹型葉根形式的大型TRT 轉子的結構如圖1所示,主軸上安裝的主要件:兩級動葉、隔葉塊,進、排氣側有熱裝的軸套,排氣側有用螺栓把合的擋板。在轉子組裝中要求根據葉片的加工實際情況對隔葉塊進行修磨,確保“動葉+隔葉塊+動葉”的軸向間隙在0.4~0.8mm 之間。為了確保要求的軸向間隙,我們先將擋板用螺栓連接在主軸端面并擰緊,起到排氣側2 級動葉的軸向定位作用,再試裝隔葉塊和一級動葉,測量出一級動葉各個葉片超出主軸端面的數值,并記錄;此數值即為隔葉塊的配磨數據,從圖1 可以看出:隔葉塊的配磨質量是影響軸套熱裝到位及轉子組裝質量的關鍵,同時如何提高配磨效率,確保配磨操作安全保障是公司生產組織的關鍵。
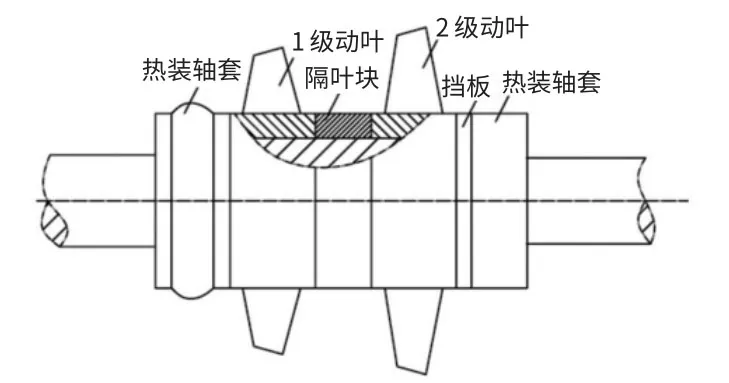
圖1
2.2 樅樹型隔葉塊的介紹
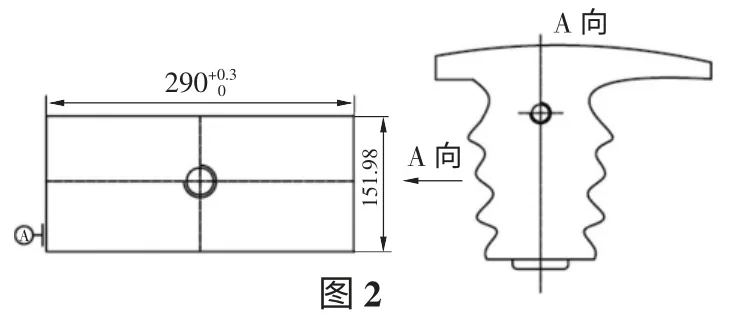
圖2
圖2為樅樹型隔葉塊的加工示意圖,從圖2中可以看出:隔葉塊為一不規則的幾何體。在組裝中,根據裝配情況需配磨的尺寸為290+0.30尺寸,這就決定了290+0.30尺寸的一端面在配磨中需作為基準吸在M7130 磨床的矩形工作臺上,配磨另一端面;此工件的配磨特點:接觸面積少且工件較高,加大了磨削操作的不安全性。
3 存在問題
在以往的樅樹型隔葉塊配磨中,因裝配專用工藝中沒有給出專用配磨工裝,根據M7130 平面磨床的安全操作規程:(1)接觸面積小的工件,磁力不易吸住,必須加擋塊;(2)卡盤吸附后上工件時,必須檢查其牢固后再磨削,吸附較高或較小的工件時,應另加適當高度的靠板,防止工件歪倒,造成事故。配磨樅樹型隔葉塊的結構特點正好為接觸面少且工件較高,因此操作人員按照以上兩項磨床安全操作原則進行磨削,在單件隔葉塊的兩側加相應高度的擋塊進行操作,為防意外發生,磨削中進刀量保持在0.015mm,這樣加工中不僅存在安全隱患而且加工效率低,嚴重影響了轉子的安裝進度,影響了產品的合同履約,因此如何提高樅樹型隔葉塊的磨削效率是我們急需解決的問題。
4 解決方法
4.1 設計工裝
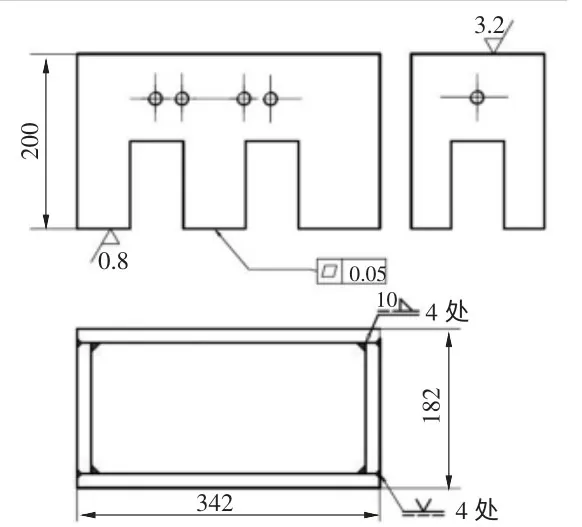
圖3
為了解決此問題,我們想通過設計專用工裝的方法來解決。首先,工裝的設計要以保證磨床操作安全為前提來提高磨削效率,其次要保證磨床操作人員操作簡便,不繁瑣,減輕勞動強度。經過對實物的測量及在磨床上對工件進行擺放等實地察看后,設計了樅樹型隔葉塊的專用配磨工裝(見圖3),該工裝具有以下特點:(1)選用Q235A的材料提高工裝與磨床的吸力;(2)工裝的高度低于樅樹型隔葉塊的高度,不妨礙砂輪對隔葉塊端面的磨削;(3)四塊板材焊接在一起形成四方空腔,空腔內放置4 片樅樹型隔葉塊,通過一次磨削4 片隔葉塊的思路來提高磨削效率,板材上開有方形孔是為了便于磨削中冷卻液的順利流出;(4)在工裝四周鉆M16的螺孔,用于安裝頂緊螺絲,孔的高度選在件高中心高以上150mm的位置,使用中在工裝頂緊螺絲與樅樹型隔葉塊之間墊木塊或橡膠塊來夾緊樅樹型隔葉塊;(5)為了確保工裝與磨床工作臺的接觸面積,對工裝底平面的平面度提出要求,確保平面度不大于0.05mm。
4.2 工裝使用情況
經過工藝審驗后,工裝制作回廠,經檢測平面度及尺寸都符合要求,此工裝已投入配磨大型樅樹型隔葉塊工序中。在使用中,因操作簡便得到磨床技師的認可。使用工裝操作,不但簡化了配磨操作,還提高了配磨操作的安全性。操作人員只需將4 塊工件放在工裝中心,再加木塊或橡膠塊用螺絲頂緊,即可完成配磨前的準備工作,配磨中可加大進給量到0.025mm,大大提高了配磨操作效率,從而解決了大型TRT 轉子的生產瓶頸。設計的配磨工裝已申請專用工裝號,便于以后再制作及后續管理方便。此工裝解決了縱樹型隔葉塊高、接觸面小導致定位不穩的磨削操作難題,并杜絕了操作安全隱患。
5 結論
通過設計專用工裝的方法,不但提高了磨床操作的安全性,而且還大大提高了大型縱樹型隔葉塊的配磨效率。解決了此結構TRT 轉子的生產瓶頸,為產品的履約提供了有力保障。此專用配磨工裝已在我公司生產的10 多臺TRT 轉子的樅樹型隔葉塊的配磨工作使用,收到了良好的效果。
