GH4169高溫合金的單顆磨粒高速磨削試驗
2013-08-16 10:22:52沈平華傅玉燦
機械工程材料 2013年8期
沈平華,傅玉燦,田 霖
(南京航空航天大學機電學院,南京210016)
0 引 言
高溫合金具有優良的高溫強度和熱穩定性,且耐腐蝕、耐磨性能好,然而優異的使用性能決定了高溫合金的難加工特性。由于高溫合金在較高溫度下仍具有很高的強度,因此磨削力較大,同時高溫合金的熱導率較低,磨削過程溫度高,砂輪易發生粘附,從而導致磨削燒傷。為此,研究高溫合金高速磨削機理對提高其加工效率具有重要意義。
因單顆磨粒在磨削過程中的磨削痕跡不受其他磨粒影響,從而成為研究磨削機理的有效手段[1]。國內外已有學者對單顆磨粒磨削試驗中磨削力、磨屑形態及磨粒磨損等方面進行了相關研究。Desa[2]等將磨粒想象為簡單的幾何形狀,用形狀規則的磨料做滑擦和磨削試驗來研究磨削力和磨屑的形成。而實際磨粒形狀往往是不規則的,繼而又有學者采用實際磨削所用的剛玉和CBN(立方氮化硼)磨粒來完成單顆磨粒磨削試驗,以此來研究磨削機理。結果表明,磨粒前角對法向磨削力的影響比對切向磨削力的影響更大,且磨粒負前角越大,法向磨削力越大;磨粒負前角增大導致摩擦角減小[3]。馮寶富[4]等將單顆磨粒粘接在特制的螺栓頭上,將工件安裝在固定于主軸箱的夾具上,靠工作臺的移動來實現磨粒對工件的低速滑擦;高速滑擦則是將工件安裝到圓盤上,靠主軸轉動來實現。結果表明,提高磨削速度有利于降低比磨削能,高速條件下剪切區材料軟化效果增強,比磨削能有可能低于比熔化能。
以往的單顆磨粒磨削試驗中,磨粒切除磨屑的最大厚度等于砂輪的磨削深度,磨屑長度也遠大于實際磨削弧長。這樣,一方面使得磨屑形態與實際磨削大不相同,另一方面也使得磨粒的載荷過大,從而導致磨削力、溫度及磨粒磨損都不能與實際磨削情況相同。為此,作者新設計了一種單顆磨粒運動軌跡和單顆磨粒磨削試驗方法,并通過試驗來研究不同砂輪線速度磨削GH4169高溫合金時的磨屑形態及磨削力。
1 單顆磨粒磨削試驗
1.1 試驗方法及方案
圖1為實際磨削中磨粒磨削材料的過程示意,在磨粒的磨削過程中,磨屑厚度是不均勻的,磨屑的最大厚度稱為單顆磨粒最大未變形切屑厚度,簡稱為單顆磨粒切厚,通常用agmax表示。agmax是磨削中重要的物理量,是單顆磨粒平均切厚的基礎,也是單顆磨粒磨削試驗的理論基礎。它對磨削力、磨削溫度有直接影響,是影響砂輪磨損、磨削加工質量的決定性因素。單顆磨粒切厚agmax的大小與砂輪線速度vs、工作臺進給速度vw、切深ap、砂輪直徑ds有關,引入有效磨粒間距λ(本試驗λ為1 024mm),通過理論計算可得[5]:


單顆磨粒磨削試驗的關鍵在于試驗過程要能夠與實際磨削中磨粒與材料相互作用的情形一致。實際磨削中,單顆磨粒切厚和磨削深度是兩個不同的概念。由于實際磨削中磨削弧區內有許多磨粒參與磨削,磨削深度可認為由眾多單顆磨粒切厚所組成,因而單顆磨粒切厚往往比磨削深度要小很多。
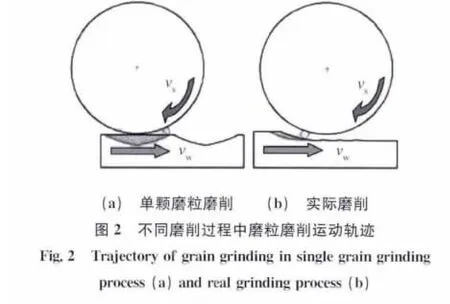
單顆磨粒磨削試驗中,滑擦軌跡如圖2(a)所示,則單顆磨粒切厚等于磨削深度,即agmax=ap。而實際磨削中由于磨粒眾多,磨粒滑擦的軌跡如圖2(b)所示,即磨粒后一次劃過的軌跡必然有一部分在前一次劃過的溝槽里,亦即只有當agmax?ap時,單顆磨粒試驗才較為接近實際磨削情形。
根據以上原理,設計單顆磨粒運動軌跡時,得到如下公式:

只有當vw和vs滿足式(2)中的關系時,才能使單顆磨粒的運動軌跡更加接近實際,這樣得到的試驗結果才更加合理。
此外,從式(1)可以看出,當切深ap為定值時,若保持vw和vs的比值恒定,單顆磨粒切厚即可保持定值。而單顆磨粒切厚與磨削力存在如下關系[6]:

式中:Ft為切向磨削力;Nd為動態有效磨粒數;kt為每切削刃橫截面積上的切向磨削力,只與工件材料相關;mt為常數,取決于工件材料和磨削條件。
保持速比(砂輪線速度vs與工件進給速度之比vw)為3 600,ap為0.03mm,改變砂輪線速度vs(分別為20,40,60,80,100,120m·s-1)進行單顆磨粒磨削試驗。試驗過程中采用KISTLER9272型三相壓電晶體測力儀測單顆磨粒的磨削力。
1.2 試驗設備
試驗在PROFIMAT MT 408型高速平面精密磨床上進行。該機床主軸轉速可達8 000r·min-1,工作臺最大進給速度為25m·min-1,冷卻液出口壓力1.5MPa,采用M5000型動平衡系統對砂輪進行在線動平衡。
圖3為試驗用單顆磨粒磨削用鑲塊砂輪,它主要由砂輪基體、平衡節塊、單顆磨粒節塊、壓緊螺釘、頂緊螺釘組成。單顆磨粒節塊上釬焊有金剛石磨粒,平衡節塊為鋼材料,只起平衡作用。單顆磨粒節塊上兩個螺釘孔為帶有臺階面的通孔,不起定位作用,壓緊螺釘通過螺釘孔將節塊壓緊在砂輪基體上,起固定節塊作用。單顆磨粒節塊頂部為兩個斜面,頂緊螺釘在節塊底部擰緊后將兩個斜面與砂輪基體的斜面壓緊,起到定位作用。頂緊螺釘擰緊后節塊即定位好,然后擰緊壓緊螺釘,通過這兩個裝配環節確保節塊在隨砂輪轉動的過程中,既保持與定位面的緊密接觸,又不會由于離心力作用飛離出砂輪基體。

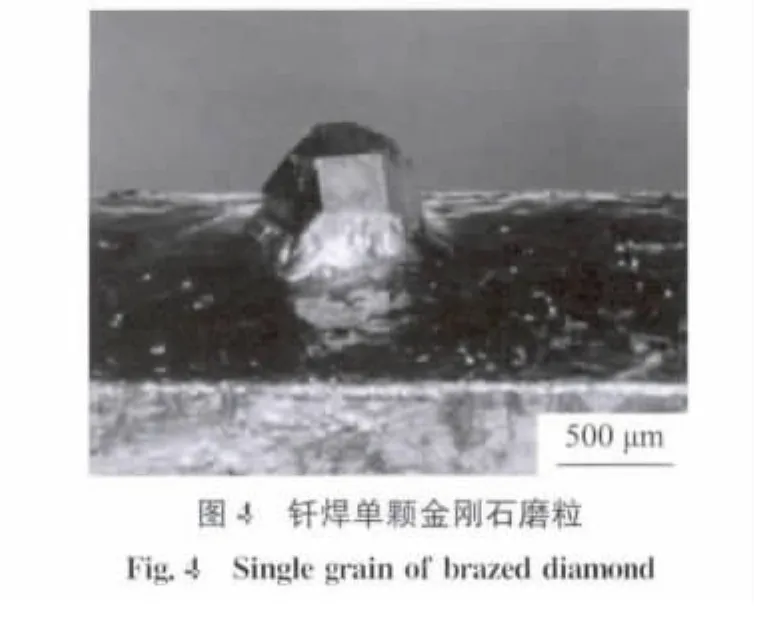
單顆磨粒節塊采用釬焊工藝來制作,如圖4所示。釬焊可以保證磨粒與基體材料間有很高的連接強度,在砂輪高速旋轉時,磨粒可承受較大磨削力而不發生脫落。試驗時,采用逆磨方式對GH4169高溫合金試件進行單顆磨粒磨削試驗,并且在磨削出口處固定集屑裝置,以采集磨屑,并采用QUANTA 200型掃描電鏡對磨屑形貌進行了觀察。
2 試驗結果與討論
2.1 砂輪速度對磨屑形態及磨削溝痕的影響
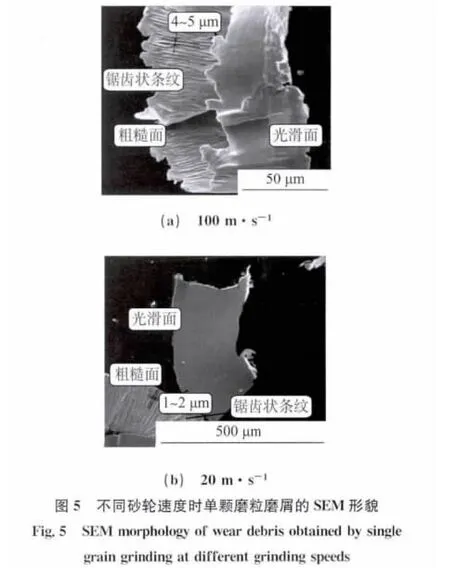
由圖5可見,在不同的砂輪速度下磨屑均存在光滑和粗糙的兩個表面,其中光滑面即磨粒與磨屑的接觸面,粗糙面是成屑時的自由面。由于磨粒在磨削時與工件以負前角相接觸,因此磨屑在成屑階段會沿著磨粒表面(類似于切削加工中的前刀面)向上流動,接觸面保持光滑狀態,自由面不斷形成隆起,因而變得粗糙。與高速下相比,低速下所形成的磨屑更加光滑。
磨屑粗糙面如同切削加工的切屑一樣,帶有顯著的鋸齒狀特征,高速時鋸齒狀條紋的寬度為4~5μm。這表明在磨削過程中,高溫合金發生了劇烈的剪切滑移現象,條紋與條紋相接處是剪切滑移集中的地方,而在條紋的中間,幾乎不存在塑性變形。這些特征是由高速磨削所引起的,高溫合金在高溫及大應變率的條件下被去除,因而磨屑會出現絕熱剪切和滑移的現象。低速時鋸齒狀條紋寬度相比高速下要小很多,只有1~2μm。這表明,剪切滑移現象在低速下不明顯。
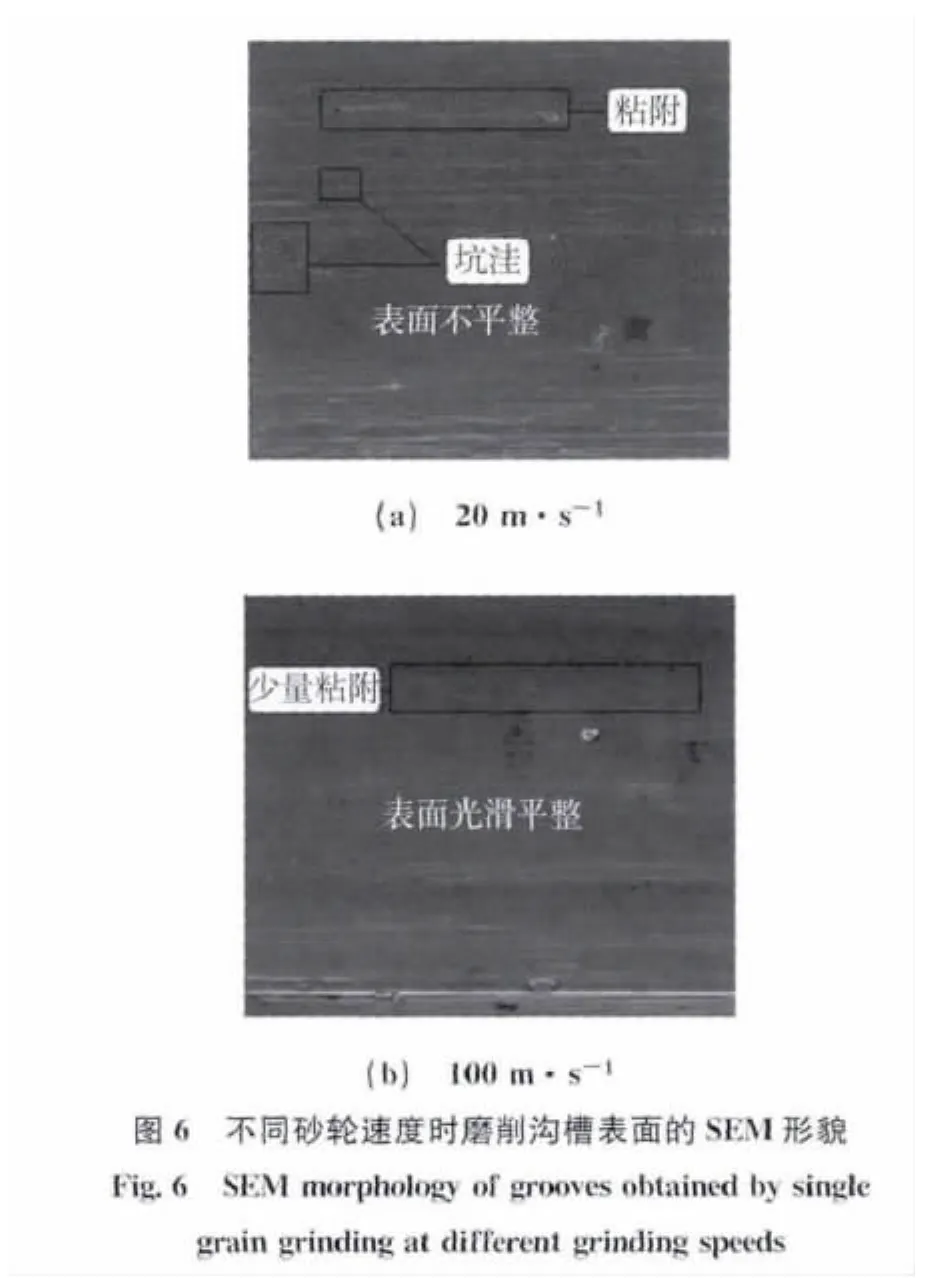
由圖6可見,當砂輪速度分別為20m·s-1和100m·s-1時,由于是同一磨粒磨削試驗,磨粒刃口截面的形狀相同,因此圖中磨削方向的磨削痕跡及其密集程度也一致。這說明磨粒磨損并不嚴重,試驗現象及數據的可信度高。對比發現,高速條件下磨削溝痕底部要比低速下的光滑。這說明在單顆磨粒切厚不變時,提高磨削速度可以減小工件表面粗糙度,提高加工質量。另外,高速下粘附現象也較少,材料更易分離工件表面。
2.2 砂輪速度對磨削力的影響
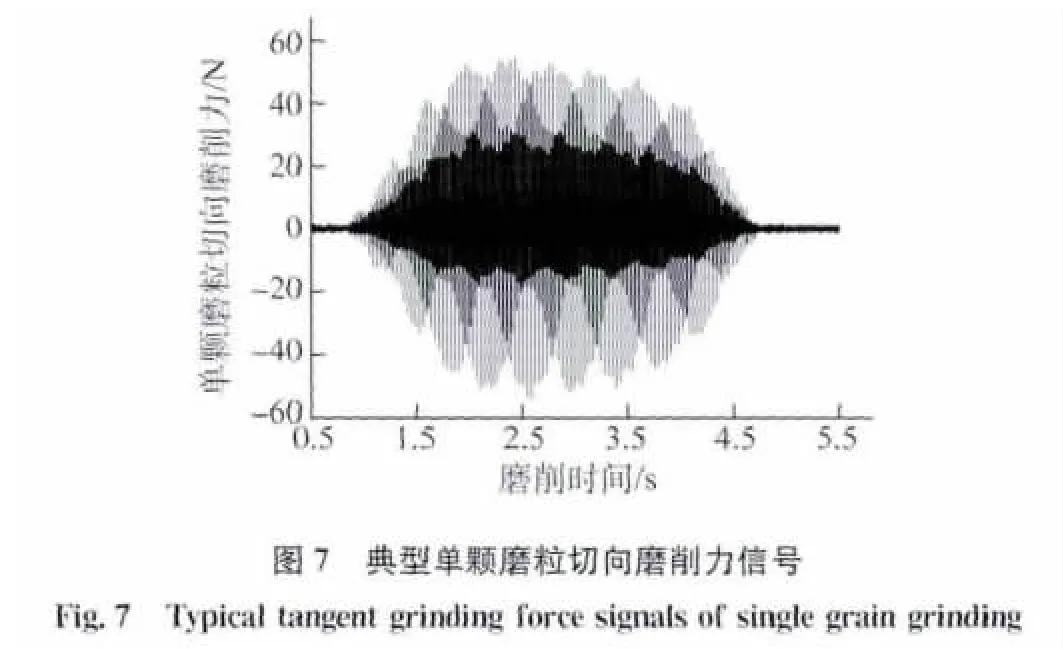
當砂輪線速度vs=100m·s-1,工件進給速度vw=200mm·min-1,切深ap=0.03mm,采樣頻率f=8 000Hz的條件下,隨著工件的進給,磨粒切入工件,磨削力也從零附近開始上升,當磨粒進入磨削弧區磨到工件材料時,會產生一個類似脈沖的信號。當磨粒離開磨削弧區,脈沖信號就開始下降,由于砂輪的轉速較高,信號還未下降到零處時,磨粒再一次進入磨削弧區,產生新的信號。因此,由圖7可見信號形如一系列脈沖信號的累積。隨著磨削的進行,磨削力最大值雖然有變化,但是保持在一個相對穩定的范圍內。當磨粒磨出工件時,磨削力下降。
理論上,當單顆磨粒切厚一致時,由式(3)可以認為磨削力的大小是定值。由圖8可知,定速比條件下,隨著砂輪線速度的增大,單顆磨粒磨削力呈現下降的趨勢。
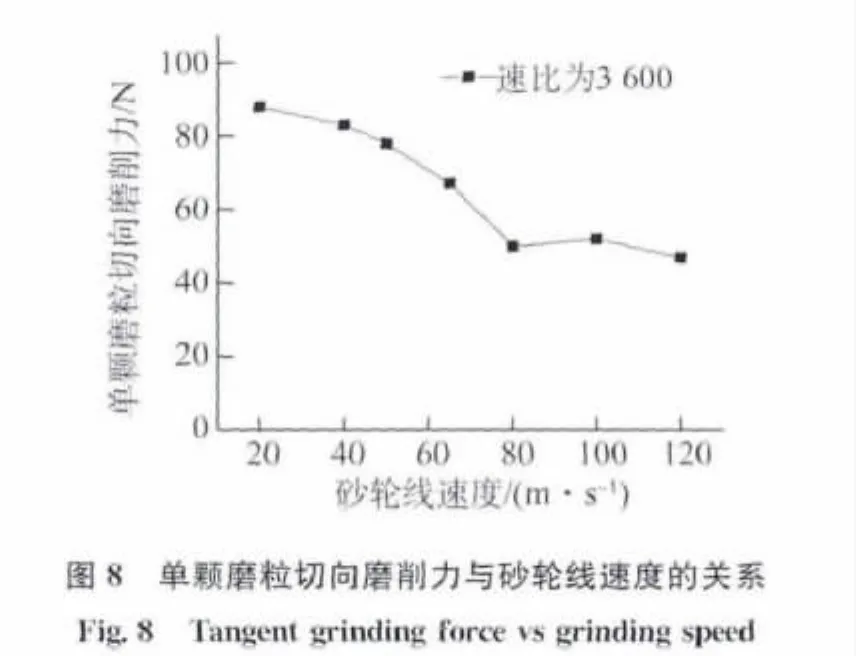
大應變率條件下材料的動態強度或變形抗力比準靜態時要低,絕熱溫升將導致材料的熱軟化,并形成絕熱剪切帶[7]。顯然,隨著砂輪線速度的提高,去除材料時磨屑應變率將越來越大。在大應變率條件下,GH4169高溫合金的變形是一個絕熱過程,在這個過程中,高溫的熱軟化作用非常明顯,是影響材料性能主要的因素,因而導致材料極易發生絕熱失穩剪切,從而發生剪切滑移變形。這與前面得出高速時存在絕熱剪切和滑移變形的結論一致。與此同時,對磨削溝痕進行觀察時,也得出高速條件易于使材料分離工件表面的觀點。這就說明,隨著砂輪線速度提高,單顆磨粒的磨削力減小,高溫合金材料更易于磨削。
3 結 論
(1)提出了一種新的單顆磨粒試驗方法,可對實際磨削過程進行模擬,所得單顆磨粒切厚與agmax的理論計算值相一致。
(2)金剛石單顆磨粒高速磨削下GH4169高溫合金的磨屑帶有鋸齒狀條紋的特征;提高砂輪線速度可獲得更好表面質量的工件。
(3)保持速比一定的條件下,單顆磨粒磨削力隨著砂輪線速度的增大而減小,這意味著GH4169高溫合金在高速時更易于磨削。
[1]李伯民,趙波.現代磨削技術[M].北京:機械工業出版社,2003:12-15.
[2]DESA O,BAHADUR S.Material removal and subsurface damage studies in dry and lubricated single-point scratch tests on alumina and silicon nitride[J].Wear,1999,225/229:1264-1275.
[3]OHBUCHI Y,MATSUO T.Force and chip formation in single-grit orthogonal cutting with shaped CBN and diamond grains[J].Annals of CIRP,1991,40:327-329.
[4]馮寶富,趙恒華,蔡光起.高速單顆磨粒磨削機理的研究[J].東北大學學報,2002,23(5):470-473.
[5]任敬心,華定安.磨削原理[M].西安:西北工業大學出版社,1988.
[6]錢源,田霖,傅玉燦,等.CBN砂輪高速磨削鎳基高溫合金磨削力與比磨削能研究[J].金剛石與磨料磨具工程,2011(6):33-37.
[7]金灘,蔡光起.材料的應變率強化與磨削加工中的尺寸效應[J].中國機械工程,1999(12):1401-1417.