考慮相變的高強鋼T型接頭焊接殘余應力和變形的數(shù)值模擬
2013-08-16 10:22:58凌澤民張永龍
機械工程材料 2013年8期
廖 娟,凌澤民,張永龍
(重慶大學材料科學與工程學院,重慶400044)
0 引 言
低合金高強鋼具有優(yōu)異的綜合性能且價格低廉,多用于重要的焊接結(jié)構(gòu),在石油工程、火力發(fā)電、工程機械等諸多領(lǐng)域得到了廣泛的應用。由于低合金高強鋼在焊接過程中會發(fā)生固態(tài)組織轉(zhuǎn)變,將明顯改變焊接結(jié)構(gòu)的應力應變及變形情況[1],從而影響結(jié)構(gòu)使用壽命的評定。
目前,針對鋼焊接結(jié)構(gòu)的有限元模擬,國內(nèi)外學者已做過很多研究。陸?zhàn)?]等采用考慮組織轉(zhuǎn)變的溫度-組織-應力耦合的方法計算了焊接殘余應力;Lee等[3-4]研究了高強鋼相變對環(huán)焊縫和厚板多道焊對接焊縫殘余應力的影響。精確的預測和降低焊接殘余應力與變形對于提高焊接結(jié)構(gòu)質(zhì)量有重要意義。為了能精確預測殘余焊接應力和變形,低合金高強鋼焊接時必須考慮材料的相變[5],而有關(guān)這方面的研究報道并不多。
為此,作者建立了高強鋼T型接頭多道焊的熱-冶金-力學三維耦合計算模型,運用焊接專業(yè)有限元軟件SYSWELD計算并分析了其焊接溫度場和焊后殘余應力與變形;同時,采用熱力學模型研究了相變對焊接變形的影響。希望能為低合金高強鋼T型接頭多道焊焊接溫度場、應力和變形分析提供理論依據(jù),促進有限元分析技術(shù)在實際焊接中的應用。
1 焊接過程物理模型的建立
1.1 三維有限元模型
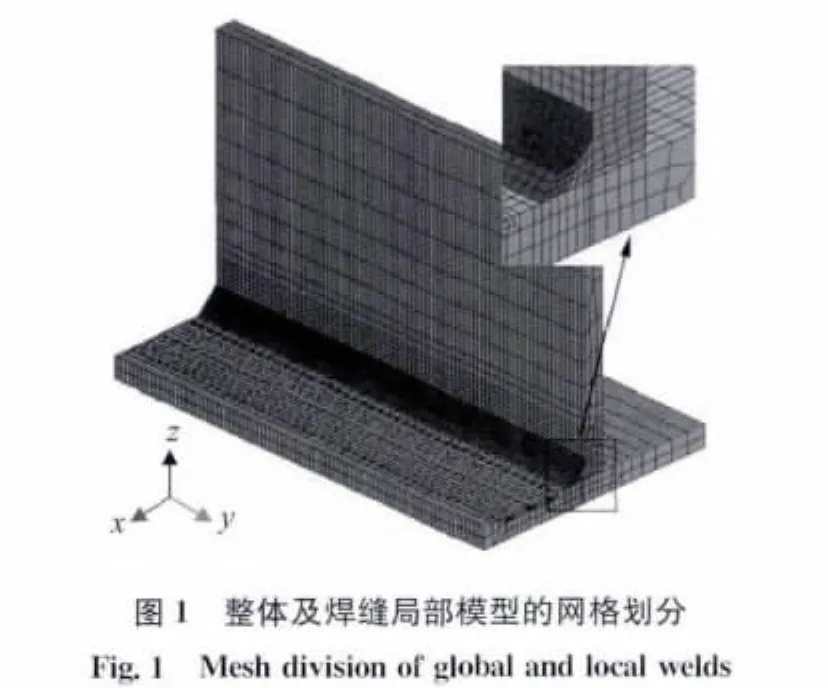
為了準確預測焊接溫度場和應力場,采用三維實體計算模型。T型接頭翼板和腹板模型尺寸均為200mm×120mm×10mm,模型的網(wǎng)格劃分見圖1,模型的節(jié)點數(shù)為30 906,單元數(shù)為39 618。
1.2 熱源模型
對接頭采用單面多道焊接,且熱源移動方向為y軸方向。熱源采用SYSWELD軟件所配備的雙橢球體熱源模型,該體積熱源由y軸前后兩個部分組成。
沿y軸前半部分和后半部分的橢球內(nèi)部熱流密度分布函數(shù)表達式如式(1)和(2)所示。
式中:ar,af,b、ch為熱源 形 狀 參 數(shù);Q 為 有 效熱 輸入;ff,fr為熱流密度在y軸前后兩個部分的分配系數(shù),ff+fr=2;x、y、z為模型上任意一點坐標;t為焊接時間。
1.3 固態(tài)相變
金屬在焊接快速加熱及冷卻過程中,當超過相變點時會發(fā)生固態(tài)相變。尤其是在快速冷卻過程中。鋼中的馬氏體轉(zhuǎn)變會導致焊縫金屬體積和屈服強度改變。
假設(shè)鋼的顯微組織為珠光體和鐵素體,在焊接加熱過程中,當珠光體和鐵素體鋼的溫度超過AC1時,其組織開始轉(zhuǎn)變?yōu)閵W氏體;當溫度達到AC3時,珠光體和鐵素體完全轉(zhuǎn)變?yōu)閵W氏體。珠光體和鐵素體為體心立方結(jié)構(gòu),而奧氏體為面心立方結(jié)構(gòu),在奧氏體轉(zhuǎn)變過程中,鋼體積減小。當鋼加熱到一定溫度后快速冷卻,奧氏體又開始轉(zhuǎn)變?yōu)轳R氏體,體積增加。因此在多道焊過程中,如果先焊的焊縫再次被加熱到相變溫度,這部分焊縫會再次發(fā)生相變。Leblond[6-9]等計算了低合金鋼焊接過程中的相變(擴散相變)過程,Koistinen等[10]模擬了馬氏體轉(zhuǎn)變過程。
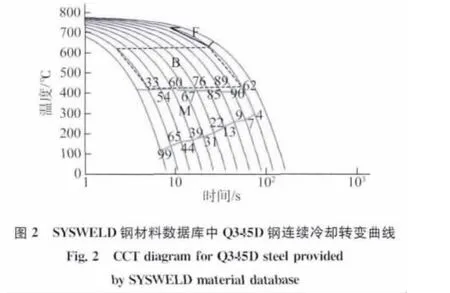
作者模擬所采用的材料為低合金高強鋼Q345D,其化學成分如表1所示。在焊接模擬過程中,定義鐵素體為相1,貝氏體為相2,馬氏體為相3,奧氏體為相6。假定焊縫金屬與母材金屬具有相同的熱物理性能和力學性能。SYSWELD軟件可以結(jié)合CCT曲線在焊接模擬過程中考慮相變因素,圖2為SYSWELD材料數(shù)據(jù)庫中Q345D連續(xù)冷卻轉(zhuǎn)變曲線。

表1 Q345D鋼的化學成分(質(zhì)量分數(shù))Tab.1 Chemical compositions of Q345Dsteel(mass)%
1.4 力學模型
在焊接過程中,溫度場隨時間的變化會引起熱應變和相變應變。假定材料遵循各向同性硬化性能的彈塑性準則(von Mises塑性模型)。則總應變ε可表示為:

式中:εE、εP、εT、εΔV、εTrp分別為彈性應變、塑性應變、熱應變、相變應變和相變塑性引起的塑性應變。
在數(shù)值模擬中,采用增量有限元分析法,式(3)可表示為

式中:ΔεE為運用胡克定律,用彈性模量和泊松比表示的應變改變;ΔεT為用熱膨脹系數(shù)計算的應變改變;von Mises屈服準則(各向同性)和硬化規(guī)律聯(lián)合用于ΔεP,ΔεΔV為相變導致的體積改變所引起的應變改變。
2 數(shù)值模擬結(jié)果及分析
2.1 焊接溫度場
圖3為接頭各道焊縫溫度場云圖。此時,焊接電壓為20V,焊接電流為220A,焊接速度為10mm·min-1。由圖可知,熔池溫度最高,為1 819℃,溫度達到1 500℃的為熔化區(qū)。第一、二、三道焊縫的熔池形狀分別如圖3(a)、圖3(b)、圖3(c)所示。
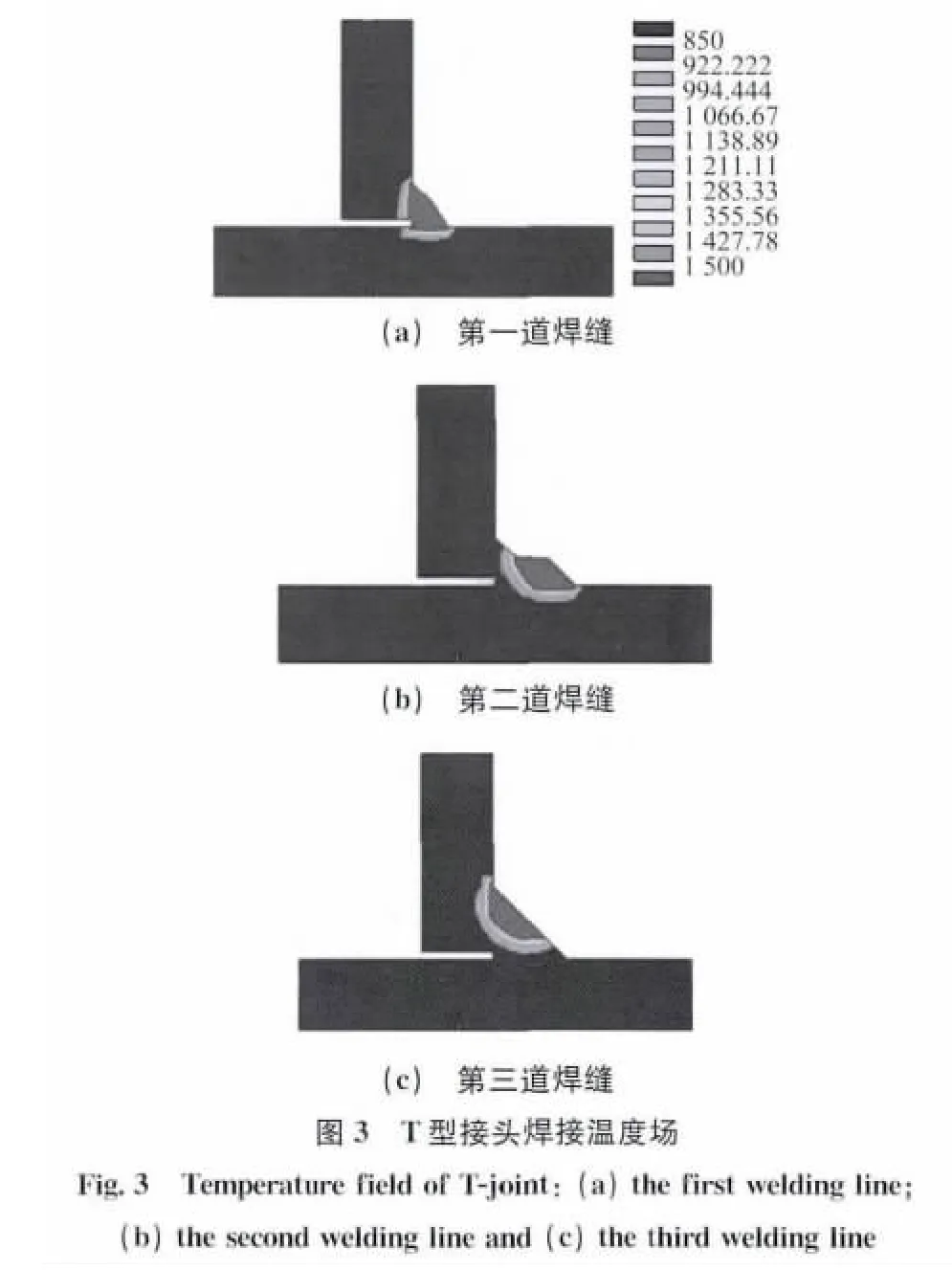
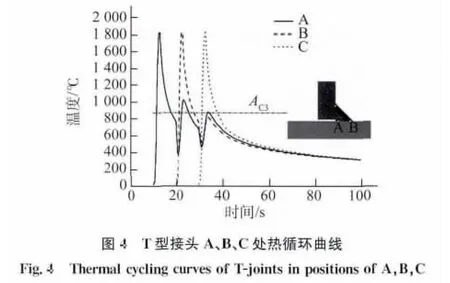
圖4為節(jié)點A、B、C位置處的熱循環(huán)分布曲線。其中,節(jié)點A位于第一道焊縫,節(jié)點B位于第二道焊縫,節(jié)點C位于第三道焊縫。由圖4可以看出,A、B、C三節(jié)點處的峰值溫度達到1 800℃;節(jié)點A處發(fā)生了三次加熱-冷卻循環(huán)過程,即當焊接后續(xù)焊道時,第一焊道尚未完全冷卻,且每一個熱循環(huán)的峰值溫度均不同。如果后續(xù)加熱-冷卻循環(huán)過程中的溫度峰值超出其奧氏體化溫度AC3,焊縫會再次發(fā)生相變過程。產(chǎn)生的馬氏體組織將被其后續(xù)焊道退火,退火后的馬氏體硬度下降,使其強化行為變得更為有利。但是,冷裂紋也可能在后一道焊接之前的短暫時間間隙內(nèi)產(chǎn)生。如對焊接參數(shù)和焊縫長度做相應的調(diào)整,將第一焊道的冷卻溫度保持在馬氏體生成溫度以上,且隨多道焊接的完成相對緩慢的下降,這有利于產(chǎn)生貝氏體組織以替代馬氏體。因此,在多道焊接過程中,可通過不同工藝參數(shù)條件下的熱循環(huán)曲線,選擇其最優(yōu)工藝參數(shù)。
2.2 焊接殘余應力
圖5為T型接頭在翼板上表面中心處的縱向和橫向殘余應力分布模擬結(jié)果,其中σx為橫向殘余應力,σy為縱向殘余應力。采用Sigmar ASM1.0型全自動應力、應變監(jiān)測儀對其進行測試,由圖5可見,試驗值與模擬值基本吻合,證明了模擬結(jié)果的準確性。
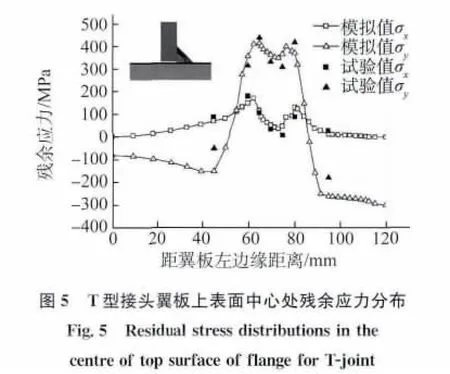
由圖5模擬結(jié)果還可以看出,由于焊接是局部加熱-冷卻過程,σy的分布特征是焊縫及近縫區(qū)為拉應力,遠離焊縫區(qū)域為壓應力;在焊縫中心,由于奧氏體向馬氏體轉(zhuǎn)變時發(fā)生了體積的增加,導致了該區(qū)域的應力較小;焊縫中心到熱影響區(qū)應力逐漸增加,這是由于熱影響區(qū)到母材區(qū)域,溫度未達到相變溫度,該處未發(fā)生相變,無體積改變來抵消一部分收縮應變。
而σx幾乎都為拉應力,且焊縫中心到熱影響區(qū)應力逐漸增加,遠離焊縫區(qū)應力逐漸減小并趨近為零。σx產(chǎn)生的原因比較復雜。直接原因是焊縫冷卻的橫向收縮;間接原因是焊縫的縱向收縮,表面和內(nèi)部不同的冷卻過程以及疊加的相變過程共同作用的結(jié)果。縱向和橫向殘余應力分布的模擬值和試驗值一致。
2.3 焊接變形
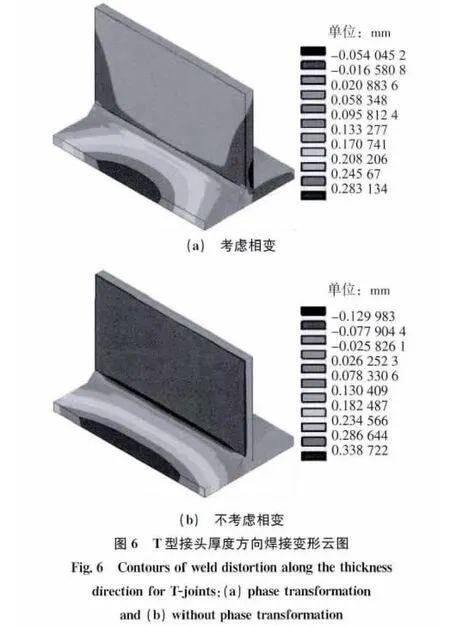
對于T型接頭,焊接時的快速加熱過程中,翼板厚度方向(z軸)上的溫度分布不均勻,使得翼板的上表面焊縫處受熱發(fā)生膨脹,下表面膨脹小甚至不膨脹。從而造成焊接面膨脹受阻,產(chǎn)生較大的橫向壓縮塑性變形。因此,焊后冷卻時就會在焊縫厚度方向上出現(xiàn)收縮不均勻的現(xiàn)象,并導致角變形的產(chǎn)生,而角變形的大小可以用翼板邊緣厚度方向的位移來反映。
由圖6可見,在考慮相變情況下,最大變形為0.32mm;在不考慮相變的情況下,最大變形為0.39mm;由模擬結(jié)果對比可知,兩種情況下的變形基本一致,模擬結(jié)果僅相差0.07mm,最大變形處均為翼板有焊縫一邊的邊緣中間。
3 結(jié) 論
(1)建立了高強鋼T型接頭的熱-冶金-力學耦合的三維模型,并在考慮了相變的情況下,實現(xiàn)了其多道焊焊接溫度場模擬,并得出根據(jù)熱循環(huán)曲線選擇多道焊最優(yōu)工藝參數(shù)的方法。
(2)在考慮相變情況下,高強鋼T型接頭多道焊的應力分布結(jié)果表明焊縫及近縫區(qū)為縱向拉應力和橫向拉應力,遠離焊縫中心為縱向壓應力和橫向拉應力,且焊縫中心由于相變導致體積增大,應力略小于近縫區(qū)的;模擬結(jié)果與試驗結(jié)果基本吻合,證明了模擬結(jié)果的準確性。
(3)在考慮相變與不考慮相變兩種情況下,T型接頭多道焊變形對比結(jié)果表明,相變對焊接變形的影響不明顯。
[1]RAVI VISHNU P.Solid-state transformations in weldments[J].ASM Handbook,1994,6:70-87.
[2]陸?zhàn)钆圜耄惪∶?低合金高強鋼焊接固態(tài)相變力學行為及模擬技術(shù)研究[C]//2010信息化焊接國際論壇論文集.北京:[出版者不詳],2010,5:43-47.
[3]LEE C H,CHANG K H.Prediction of residual stresses in high strength carbon steel pipe weld considering solid-state phase transformation effects[J].Computers and Structures,2011,89:256-265.
[4]LEE C H,CHANG K H.Finite element simulation of the residual stresses in high strength carbon steel butt weld incorporating solid-state phase transformation[J].Computational Materials Science,2009,46:1014-1022.
[5]DENG D.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Materials and Design,2009,30:359-366.
[6]LEBLOND J B,DEVAUX J.A new kinetic model for anisothermal metallurgical transformations in steel including effect of austenite grain size[J].Acta Metallurgica,1984,32(1):137-146.
[7]LEBLOND J B.A theoretical and numerical approach to the plastic behaviour of steels during phase transformation-I.Derivation of general relations[J].Journal of the Mechanics and Physics of Solids,1986,34(4):395-409.
[8]LEBLOND J B,MOTTET G,DEVAUX J C.A theoretical and numerical approach to the plastic behaviour of steels during phase transformations-II.Study of classical plasticity for ideal-plastic phases[J].Journal of the Mechanics and Physics of Solids,1986,34(4):411-432.
[9]LEBLOND J B.Mathematical modelling of transformation plasticity in steels I:case of ideal-plastic phases[J].International Journal of Plasticity,1989,5(6):551-572.
[10]KOISTINEN D,MARBURGER R.A general equation pre-scribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels[J].Acta Metallurgica,1959,7(1):59-60.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36