板料沖壓成型的變參數研究
2013-08-22 07:34:52方建豐
制造業自動化 2013年4期
陳 玲 ,方建豐 ,高 東
(1.天津理工大學 天津市復雜系統控制理論及應用重點實驗室,天津 300384;2. 天津理工大學 機械工程學院,天津 300384)
0 引言
板料沖壓成型是一種廣泛應用在航空航天、機械、國防軍工等領域的十分重要的材料加工方法[1],隨著塑性成型理論的成熟,數值模擬方法逐漸應用于沖壓成型的模具設計和工藝優化之中[2-4]。
國外的學者近十年來做了大量的研究工作:Naceur H.等利用顯示動力學有限元法,結合梯度型優化算法對拉延筋阻力等參數進行優化[5],S.K. Panthi等利用一種基于完全彈性增量塑性應變(TEIP)的大變形算法的有限元方法,對典型板料彎曲的回彈過程進行了模擬分析[6],2010年Mehmet Firat,等利用顯示—增量隱式迭代有限元法結合正交回歸,對沖壓成形過程進行了設計[7]。
國內學者謝暉等應用基于起皺臨界應力計算的有限元法,對優化問題進行了研究[8]。2007年,蘇海波等人使用Autoform模擬了轎車發動機罩外板的成形過程,并對鋼板長寬對調后各向異性對零件成形質量的影響進行了分析[9]。
以上研究成果在理論上的貢獻是卓著的,但是有的研究在實際應用中的可操作性差。本文基于顯示動力學有限元求解器Ls-Dyna的沖壓成型數值模擬軟件Dynaform,對某公司生產的壓縮機外殼在沖壓成型過程中的壓邊力、摩擦系數以及板料厚度等相關工藝參數進行了研究;并將成型極限圖作為評判其質量的主要依據,對影響板料成型質量的參數做了進一步的分析計算。
1 壓縮機外殼的幾何模型
圖1為壓縮機外殼的幾何模型,為了便于描述,將該模型分為三個區域:頂部區域、圓角區域和側壁區域。
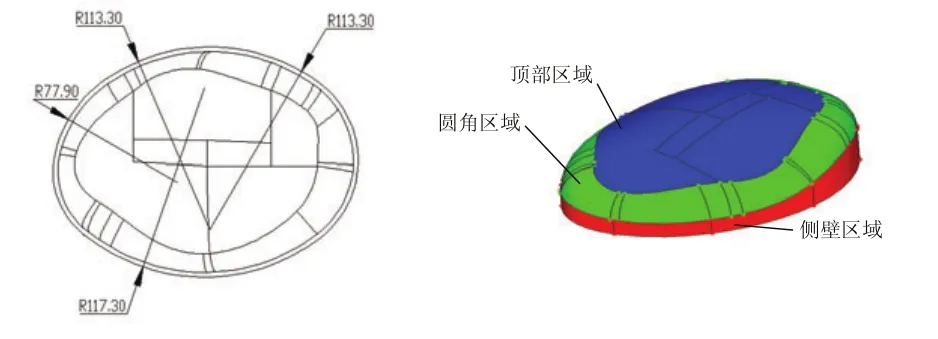
圖1 壓縮機外殼的幾何模型
2 有限元模型的建立
板料的網格劃分采用基于Mindlin板殼理論的Belytschko-Tsay薄殼單元,并開啟網格的自適應功能,在單元厚度方向上采用5個積分點,單元的尺寸為3×3mm。凸模,凹模以及壓邊圈的網格均采用shell163薄殼單元。其中凹模的網格通過凸模網格偏置3.5mm生成,保證了板料與模具接觸時不會由于距離太近而發生初始穿透現象。壓邊圈通過專業沖壓成型模擬軟件Dynaform中的BSE模塊生成,單元大小為3×3mm。圖2為模具與板料的整體有限元模型。

圖2 模具與板料的整體有限元模型
3 材料參數
廠方實際生產的板料厚度為3.5mm,模擬采用3參數的Barlat屈服條件,
對于平面應力問題,Barlat屈服條件的表達式如下:
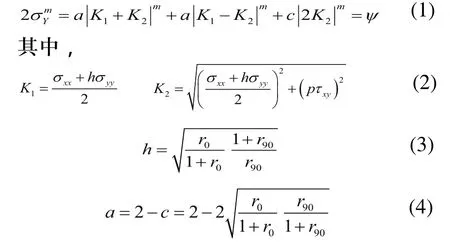
式(1)中,m為屈服函數的冪指數,對面心立方晶體材料m的推薦值為8,對體心立方晶體材料m的推薦值為6。
p的值需由下式迭代解出:

凹模、凸模和壓邊圈的材料為鋼材,模具在模擬時均被設置為剛性體(Rigid Body)。其力學性能參數如表1所示。
4 工藝參數和邊界條件
在板料成型的數值模擬中,影響成型質量的主要工藝參數有沖壓速度,壓邊力以及摩擦系數。為驗證該模擬方法的準確性,在本文的計算中采用實際生產中的沖壓參數:壓邊力24300N;摩擦系數0.125;板料厚度3.5mm。將凸模平動和轉動自由度全部約束;凹模和壓邊圈約束3個方向的轉動自由度以及X和Y方向的平動自由度。對接觸和摩擦的處理采用庫倫摩擦定律,考慮殼單元厚度變化并開啟初始穿透檢測功能。設置模具與板料間的靜摩擦系數為0.125,動摩擦系數為0。
通過對模型中測試點的誤差估計如圖3所示,模擬的誤差范圍基本控制在5%左右,模擬的精度較高,說明該模擬方法正確。
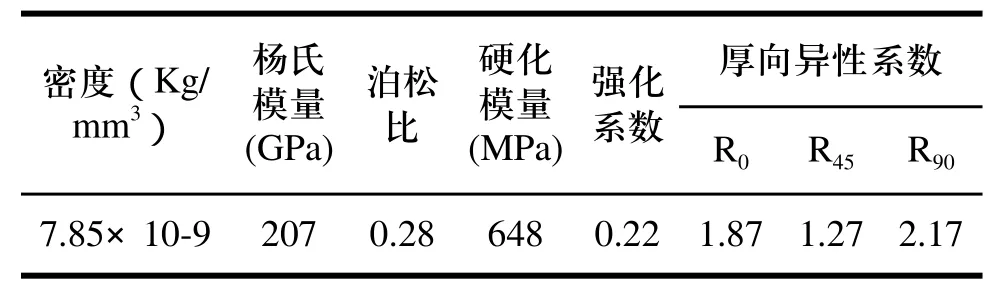
表1 材料的力學性能參數
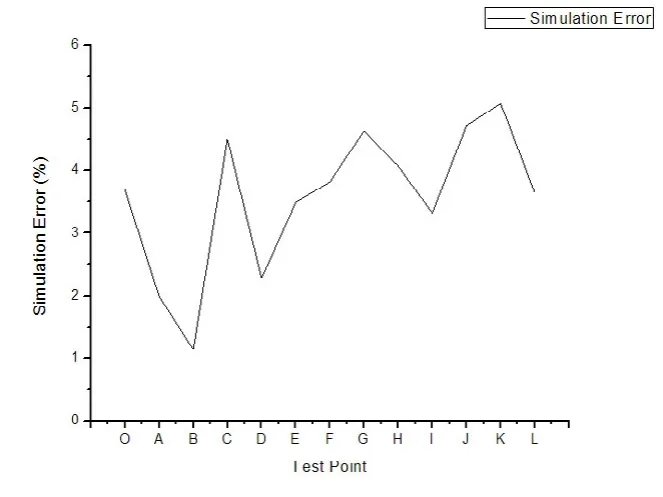
圖3 測試點厚度模擬結果的誤差
5 變參數的模擬研究
模擬計算結果與實際產品基本一致,廠方提出希望對壓邊力,摩擦系數和板料厚度進一步研究,以得到各參數對產品的影響,為改進設計提供理論依據。
5.1 壓邊力的影響及結果分析
壓邊力是通過壓邊圈作用于壓料面來帶動板料運動完成成型過程的作用力,是影響板料成型質量的關鍵因素之一。模擬中摩擦系數與板料厚度分別固定為0.125和3.5mm,只是將壓邊力在24300N的基礎上擴展為16200N~32400N,以研究壓邊力的變化對于板料成型質量的影響。
表2是在不同壓邊力下產品成型后的厚度變化,從表2中可以看出,隨著壓邊力的增大,板料的厚度隨之變薄,當壓邊力超過30375N時,板料開始出現拉裂的現象,如圖4壓邊力為32400N時板料的成型極限圖,從圖中可以觀察到出現拉裂的位置。而壓邊力減小時,板料厚度隨之增厚,但當壓邊力小于18225N時,板料會出現壓縮失穩即褶皺這樣的缺陷。圖5示出了壓邊力為16200N時褶皺發生的位置。
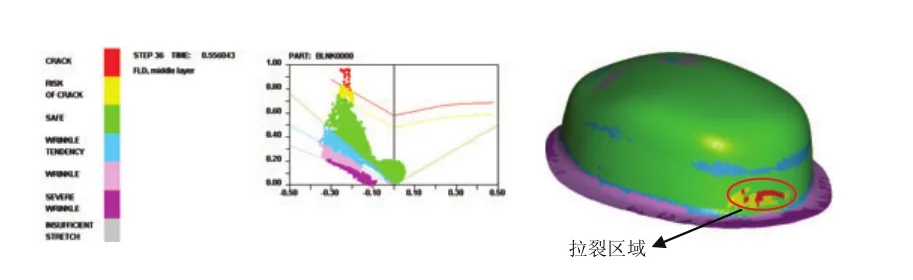
圖4 壓邊力32400N時的成型極限圖
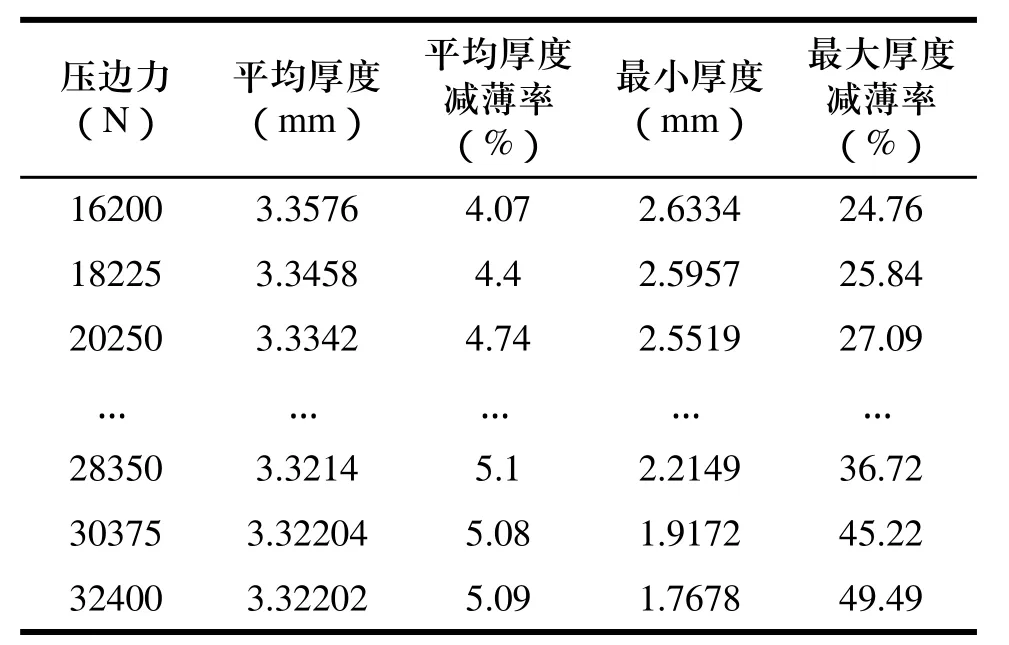
表2 壓邊力對成型結束后板料厚度的影響
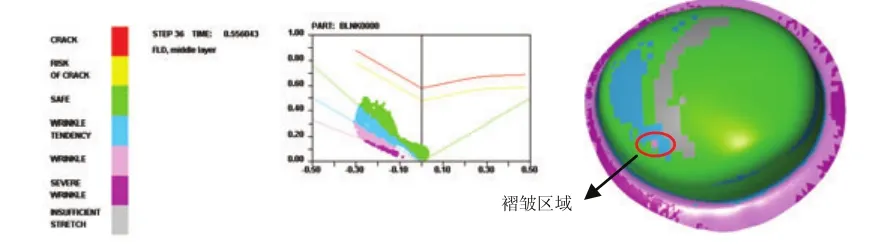
圖5 壓邊力16200N時的成型極限圖
5.2 摩擦系數的影響及結果分析
摩擦系數是指模具與板料間的接觸關系,它主要與板料和模具所使用的材料有關,一般來講摩擦系數的取值范圍不會很大;但在生產過程中,考慮到模具的磨損會增大摩擦系數,而潤滑劑的使用又會減小摩擦系數,增強板料的流動性。故研究時將摩擦系數取值范圍擴展到0.06~0.19。
表3是壓邊力與板料厚度一定時,改變摩擦系數的計算結果:摩擦系數減小,板料的厚度隨之增大,從成型極限圖分析,板料的總體成型質量會變好。然而,摩擦系數太小,僅為0.06時如圖6,板料也會出現壓縮失穩即褶皺這樣的缺陷;隨著摩擦系數的增大,板料的厚度也隨之減小,當摩擦系數超過0.17時板料開始出現潛在的拉裂區域,隨著摩擦系數繼續增大,板料就會出現拉裂,如圖7所示。
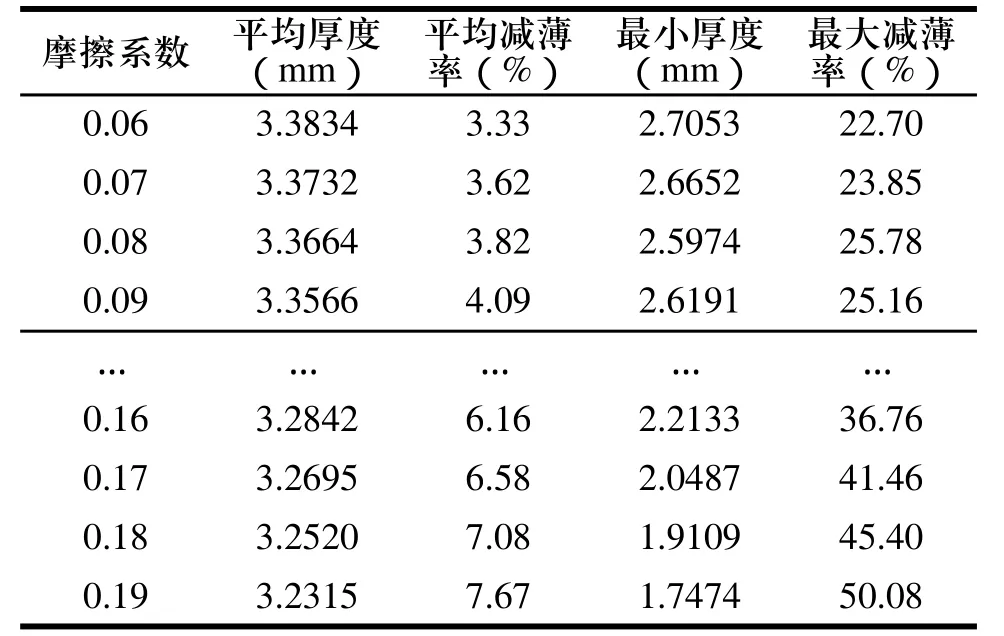
表3 摩擦系數對成型結束后板料厚度的影響
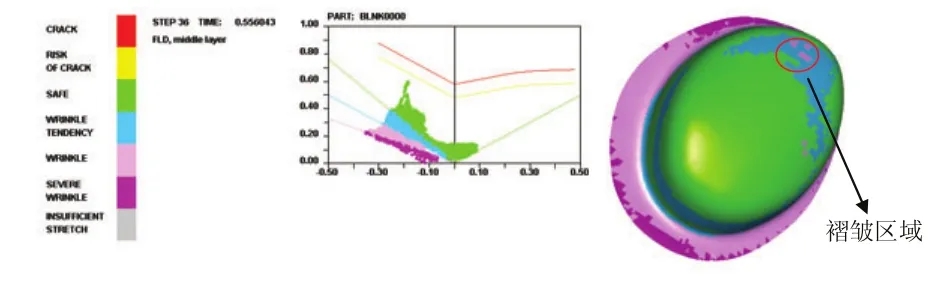
圖6 摩擦系數0.06時成型極限圖
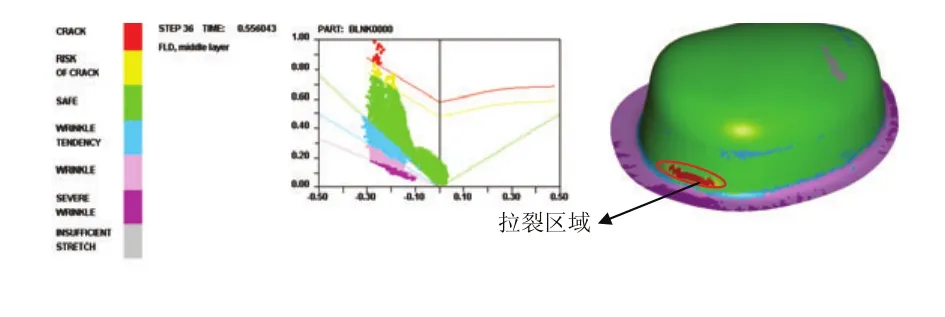
圖7 摩擦系數0.19時的成型極限圖
5.3 板料厚度的影響及結果分析
板料厚度的變化會影響成型過程中板料的流動性,也是影響板料成型質量的重要因素。在數值模擬中分別取3.0mm和3.5mm厚度的板料,研究厚度對成型質量的影響。
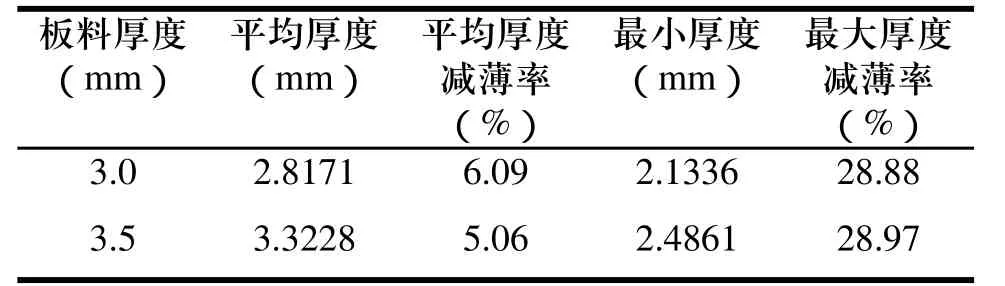
表4 板料厚度對于成型結束后板料厚度的影響
表4列出了兩種厚度的模擬結果,3.0mm的板料在成型結束后板料厚度的減薄程度比3.5mm的板料要大,且最小厚度亦比3.5mm的板料要小。此外,在圖8和圖9的成型極限圖中也可以看出,3.0mm板料在成型后,材料的變形更加趨近于材料的使用極限,這也使得壓邊力和摩擦系數的選擇范圍要相應變窄。
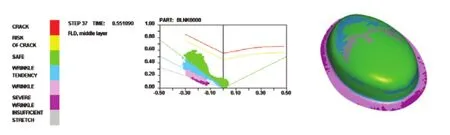
圖8 厚度3.0mm的成型極限圖
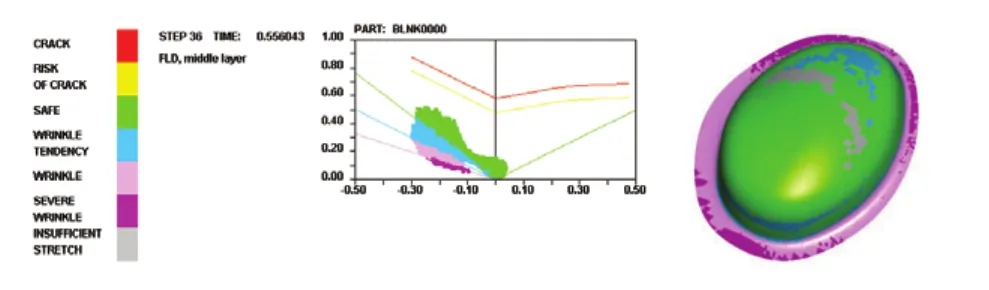
圖9 厚度3.5mm的成型極限圖
6 結束語
當壓邊力過大和過小均會出現褶皺和拉裂的缺陷,根據模擬結果,壓邊力的取值范圍在20250N~28350N時板料的成型質量較好。摩擦系數對于板料的影響與壓邊力相似,適當的減小摩擦系數可以增加板料的流動性,提高整體的成型質量,摩擦系數的取值范圍在0.09~0.16時成型質量較好。板料的厚度也會對成型后板料的質量產生一定的影響,當板料厚度變薄后,板料成型后的厚度會變得更薄,更容易出現拉裂的缺陷。
[1] 張鐵山.板料沖壓成型中的摩擦與回彈研究[D]. 南京:南京理工大學,2004.
[2] 李體彬.沖壓成型工藝[M].北京:化學工業出版社,2008.
[3] 周軍.基于CAE的薄板沖壓毛坯反算技術與應用[D].長沙:湖南大學,2002.
[4] 孫光永,李光耀,張勇,等.基于有限元的板料拉延成型質量評價準則及工藝參數優化研究[J]. 固體力學學報,2009, 30(1): 70-78.
[5] Naceur H., Gao Y.Q., Batoz J.L. Knopf-Lennoir C.Optimization of draw bead restraining fores and draw bead design in sheet metal forming process. International Journal of Mechanical Science[J], 2001, 43(24): 07-34.
[6] S.K. Panthi,N.Ramakrishnan, K.K. Pathak etc. An analysis of springback in sheet mental bending using finite element method(FEM). Journal of Materials Processing Technology[J], 2007, 186(1-3): 120-124.
[7] Mehmet Firat,Osman H. Mete, Umit Kocabicak, etc.Stamping process design using FEA in conjunction with orthogonal regression. Finite Elements in Analysis and Design[J], 2010, 46(11): 992-1000.
[8] 謝暉,鐘志華.基于CAE和神經網絡的壓邊力優化[J].機械工程學報,2004,40(7): 105-109.
[9] 蘇海波,陳新平,蔣浩民,等.鋼板各向異性對發動機罩外板成形的影響[J]. 鍛壓技術,2007,32(6): 73-75.
[10] Naceur.H., Ben-Elechi.s., Knopf-Lenoirc.,., Batoz J.L.Response surface methodology for the design of sheet metal forming parameters to control spring-back effects using the inverse approach. AIP Conf., Proc.(USA) [J],2004, 712(19): 91-96.
[11] Maolin.Yu, Du.R. Sensitivity analysis of the sheet metal stamping process based on inverse finite element modeling and Monte Carlo simulation. AIP Conf, Proc. (USA) [J],2005, 778:13-18.
[12] 黎雪芬,黃菊花,饒進軍.基于PFEA法的板料成形工藝參數優化[J]. 裝備環境工程,2003, 21(5): 67-68.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
