多邊形凹球面體的三維造型與五軸數控加工
2013-08-22 11:22:58石從繼亓劍
機床與液壓 2013年22期
石從繼,亓劍
(華中科技大學武昌分校機電與自動化學院,湖北武漢430064)
隨著人類生活水平的提高,對產品多樣化的要求日益強烈,產品的復雜多樣性日益突出,當前CAD/CAM技術在機械設計與制造領域得到了廣泛應用。UGS(Unigraphics Solutions)是全球發展最快的機械CAX(即CAD、CAE、CAM等的總稱)公司之一,其產品UG軟件是當前世界上最先進和最緊密集成的、面向制造業的CAX高端軟件,它融合了線框模型、實體造型和曲面造型等技術,提供了多種類型的加工方法,可用于各種表面形狀零件的粗加工、半精加工和精加工[1-3]。以 UG軟件為工具,對多邊形凹球面體零件進行造型設計、五軸數控編程和仿真加工研究。
1 零件分析
多邊形凹球面體的二維CAD及效果圖見圖1。
零件上所有的點都在一個直徑120 mm的半球面上,頂端是在半球上截斷得到的一個圓平面,底部是半球直徑處開始的兩個圓形臺階,臺階處圓角為2 mm,高度都是7 mm,零件總高度是59.65 mm。零件四周最頂端與圓平面連接處由五邊形圍成,底部臺階連接處由四邊形圍成,其余均為空間六邊形構成封閉半球體,在每一個多邊形中由一個內凹3 mm的曲面填充。
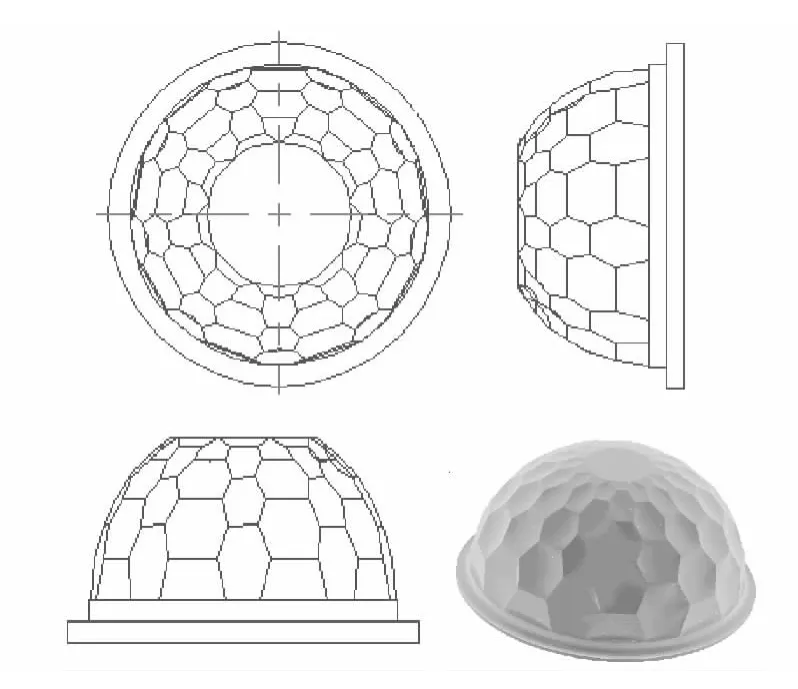
圖1 多邊形凹球面體的二維CAD及效果圖
2 造型設計
UGNX是目前應用較為廣泛的CAD/CAM三維參數化軟件,其CAD三維建模造型和CAM數控加工制造模塊功能極強,所以作者采用UG NX 6.0進行多邊形凹球面體的造型和數控加工設計[4-6]。
2.1 構建半球基體
利用UG軟件的“特征”工具,首先構建一個直徑120 mm的半球,按設計要求,在半球球面上,繪制不同高度的平行于底面的基準平面,如圖2所示,單擊“特征”工具欄中的“相交曲線”按鈕,創建基準平面與半球面的相交線,即半球面的緯線,最后對半球頂部進行修剪。
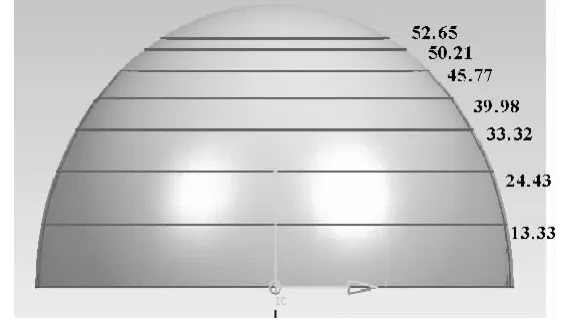
圖2 半球面緯線
2.2 構建半球表面線段
對半球面的緯線進行分割,最頂部的緯線分割為9段,其他緯線都分割為18段,注意不同高度的緯線分割起點角度相差10°,用直線將各個分割點進行相連,如圖3所示。圓形陣列旋轉復制相連的直線段,隱藏不需要的緯線,效果如圖4所示。
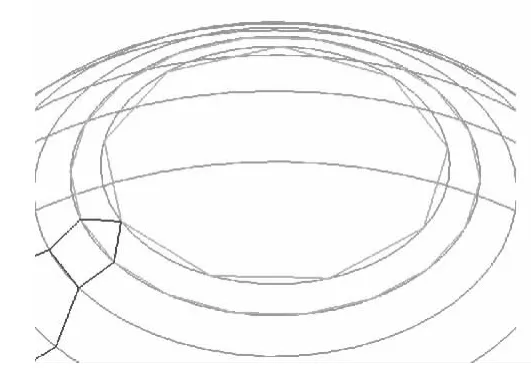
圖3 等分割緯線
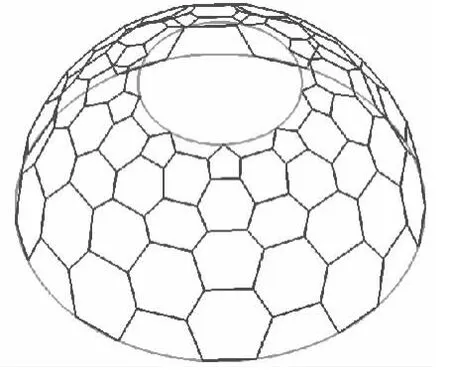
圖4 半球面表面線段
2.3 構建內凹曲面
首先構建弧面控制曲線,在六邊形的兩平行邊的中點連接一直線,再繪制一條過該直線中心的指向球內部的長度為3 mm直線段,以三點畫圓弧的方式畫出弧面控制曲線,如圖5所示。選擇“插入”→“網格曲面”→“N邊曲面”命令,“外部環”順時針選擇六邊形的6條邊,“內部曲線”選擇弧面控制曲線,構建一個內凹曲面,將其進行旋轉復制,如圖6所示。以同樣的方法構建每一層的內凹曲面,最后進行陣列旋轉復制,最終效果如圖7所示。

圖5 弧面控制曲線
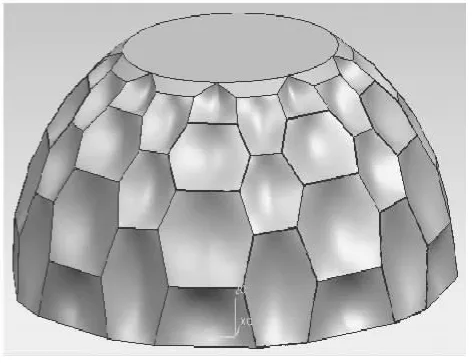
圖7 內凹曲面整體效果圖
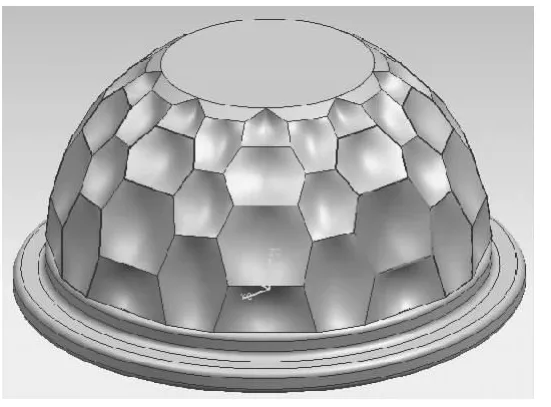
圖8 多邊形凹球面體整體效果圖
2.4 構建底座
利用UG軟件的“特征”工具拉伸命令,繪制球面體底部的兩個高度為7 mm的底座,進行求和和倒圓角后,多邊形凹球面體的造型設計就完成了,效果如圖8所示。
3 數控加工編程設計
在UG NX6中,多軸加工主要是指可變軸曲面輪廓銑和順序銑,其刀具軌跡主要通過控制刀具軸矢量、投影方向和驅動方法來生成,多軸加工主要用于半精加工或精加工曲面輪廓銑削,其加工區域由選擇的表面輪廓組成,并且提供了多種驅動方法和走刀方式。
多邊形凹球面體毛坯是一個直徑為122 mm的半球體,底部已加工。由于它具有表面復雜、加工區域多、內凹圓弧面等特點,因此采用UG五軸進行半精加工和精加工。除了X、Y、Z三軸外,增加B、C兩個旋轉軸,即刀具可以繞Y軸旋轉以加工單個內凹圓弧面,同時工件繞Z軸旋轉,以加工多個內凹圓弧面。加工坐標系設置在底座中心,以底座平面為基準裝夾在旋轉工作臺上,各工步的內容、加工方式、刀具、進給、轉速等工藝參數如表1所示。

表1 多邊形凹球面體加工工步
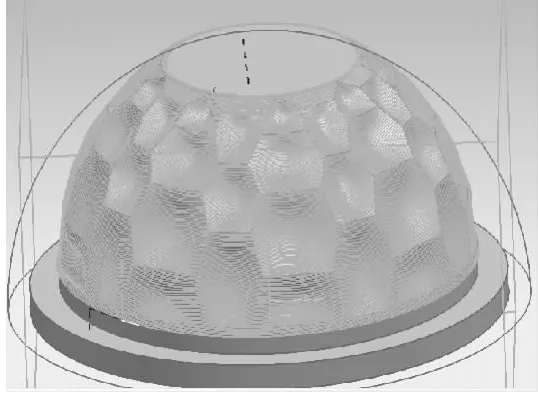
圖9 可變軸曲面輪廓銑刀路軌跡
可變軸曲面輪廓銑在加工過程中要設置刀軸的軸線方向始終指向內凹圓弧面的法向,采用邊界驅動,驅動方法采用表面積驅動方法,指定切削區域選擇球體的內凹部分,刀具路徑如圖9所示[7]。
4 仿真加工
對加工程序的運行進行圖形仿真,以檢驗加工程序的正確性,仿真模擬包括兩部分:前置仿真 (刀軌可視化)和后置仿真 (機床仿真)。前置仿真主要播放刀具軌跡和模擬切削毛坯;后置仿真主要是仿真機床的切削過程。利用UG系統自帶的五軸機床模型,仿真加工效果如圖10所示[8]。
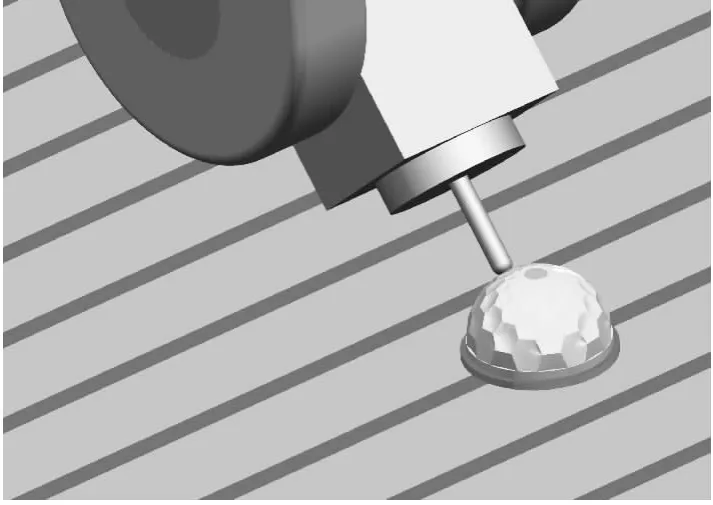
圖10 仿真機床切削過程
5 結束語
借助UG NX6的CAD/CAM功能,研究了多邊形凹球面體的三維造型設計和五軸數控加工編程過程,通過合理選擇刀具和機床,并針對多邊形凹球面體的幾何特征確定了刀軸的控制方式和刀具軌跡驅動方法,最后利用UG的機床模擬仿真功能進行了仿真加工驗證。通過采用CAD/CAM技術,為復雜零件的設計、制造開辟了新的有效的途徑。
【1】韓式國,趙軍,陳曉曉,等.數控編程技術及其典型應用研究[J].組合機床與自動化加工技術,2012(3):100-103.
【2】趙中華.基于UG平臺的葉輪五軸數控編程[J].上海工程技術大學學報,2009(3):9-12.
【3】馬武,李映平,楊錦斌.淺析五軸加工中心數控編程技巧[J].制造技術與機床,2009(2):165-167.
【4】陳文濤,夏芳臣,涂海寧.基于UG和VERICUT整體式葉輪五軸數控加工與仿真[J].組合機床與自動化加工技術,2012(2):102-104.
【5】陳德存.基于UG NX6.0的整體葉輪的多軸加工技術[J].成組技術與生產現代化,2010(1):54-57.
【6】劉春蘭,盧培文.基于MasterCAM的曲面多軸加工實例分析[J].CAD/CAM 與制造業信息化,2010(2):71-73.
【7】查韜,田偉,賈東永.從學習到實踐UG NX6數控加工[M].北京:清華大學出版社,2009.
【8】王衛兵.UGNX數控編程實用教程[M].北京:清華大學出版社,2005.