小型精密復雜零件的加工工藝設計
2013-08-22 11:22:58徐匯音
機床與液壓 2013年22期
徐匯音
(蘇州大學,江蘇蘇州215131)
在精密模具制造中,常遇到小型精密復雜的零件,這些零件具有下列特點:零件表面及內壁結構復雜、壁薄、剛度低;零件的制造質量要求高,尺寸精度、粗糙度、形位公差及特種技術條件等要求十分嚴格;難加工材料多,并廣泛采用熱處理及表面處理。對于這些精密復雜零件,工藝設計是否合理直接影響零件的質量。
現以精密數碼產品中的零件為例,對此類零件進行加工工藝設計。
1 零件的結構及材料分析
圖1所示為一精密數碼產品中的零件 (1/6剖面的立體圖),由于該零件內壁結構復雜,縱向有導軌、橫向開槽等,很難實現整體加工;材料是冷作模具鋼DC53,應用于通用及精密模具領域,在高溫 (520~530℃)回火后可達HRC60~63,硬度高,強度和耐磨性較好,韌性在冷作模具鋼中較為突出,很少出現裂紋和開裂,大大提高了使用壽命;線切割加工后的殘余應力較小,線切割加工后的裂紋和變形得到抑制;切削性和研磨性較優,可增加零件壽命和減少加工工序[1-2]。

圖1 工件的立體圖
經過分析,該零件很難實現整體加工,加工工藝的設計思路是:將零件均分為6部分,分別加工6個分體零件,加工工序相對簡化。加工的難點是需控制配合處的精度,在分體加工的基礎上進行拼接,實現整體內、外圓柱面加工和尺寸修復,保證整體的尺寸精度。
2 分體零件的加工工藝設計
圖1所示的分體零件為多面體,主要加工面有局部圓柱面、孔系、槽系等。由于是精密零件,對加工表面、孔的尺寸精度、位置精度及槽的尺寸精度要求均很高,要處理好各面、孔和槽的相互關系。尤其是圓柱體的接合表面,要保證拼接沒有接縫,要特別注意加工精度。
分體零件的加工按圖2的工藝流程[3-5]即可實現。
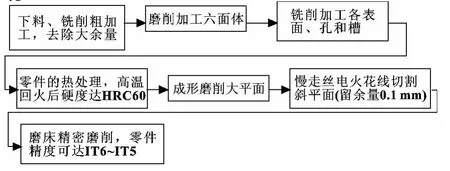
圖2 工件的加工工藝流程圖
3 組合件加工工藝的設計
3.1 使用專用治具
6個分體件按上述工序加工完成后,要裝配到專用治具中 (見圖3),再進行修磨以使配合面密貼。為保證6個分體拼接沒有接縫,接縫精度要求高,尺寸位置精度高,6個工件的一致性要求高,表面粗糙度要求低。
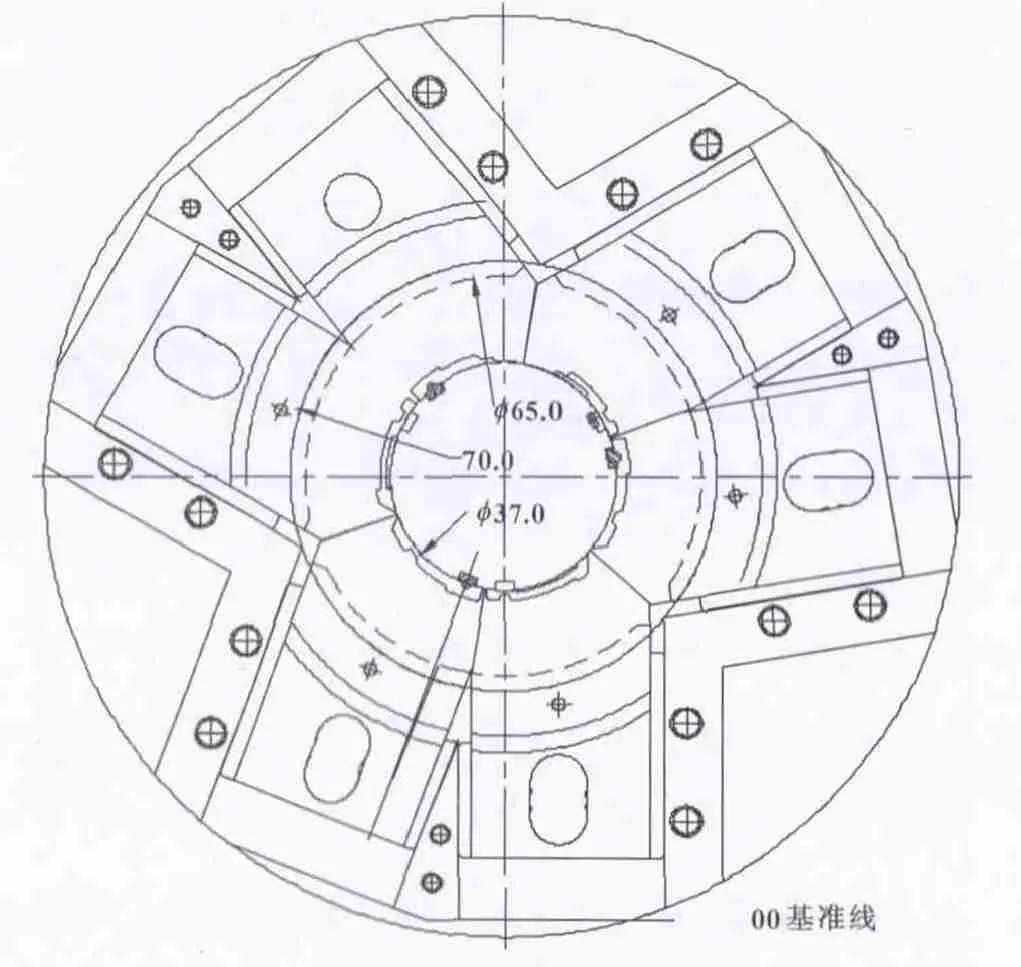
圖3 專用治具圖
6個分體裝配后,要統一確定定位基準面 (圖3所示6個基準面之一的00面),測量每個滑塊底到基準面的距離相同可保證6個工件的尺寸一致。
3.2 在專用治具上修復
為保證配合面的尺寸精度、整體零件的同軸度及圓柱度,需對6個分體工件合成整體后再精加工,即在專用治具上修復。在專用治具上對整體零件的外圓柱面和孔壁內的下圓柱面進行精加工,選擇在數控車床上加工,可較好地保證圓度和圓柱度的公差要求。由于材料DC53是冷作模具鋼,具有高硬度和高韌性,采用硬質合金車刀。用加工中心銑削加工,因尺寸較小,又是圓柱面,易出現讓刀現象[6]。
選用電火花線切割機床慢走絲切割內圓柱面,要求線速度低于0.2 m/s。由于加工過程平穩,加工精度可達0.005 mm,粗糙度為 Ra2.5~1.25 μm。如果零件尺寸較大,單體零件可先銑削,再用慢走絲切割完成。如果零件尺寸小,可采用慢走絲直接切割完成,節省銑削的工序[7]。
4 電火花放電加工型腔內槽
電火花精加工型腔內槽,由于前面銑削加工余量較小,精加工時間隙為5~6μm,此處只需采用一個電極圓棒精加工,其縮放量為0.005~0.15 mm,此處精加工需分體完成[8-9]。
5 尺寸檢查
小型精密復雜的零件生產周期長,工藝復雜,附加值高,因此,要加強工序檢驗控制,防止廢品的產生。精密復雜零件工序設計中通常采用的是在線測量,可保證精密零件的加工,要確定用設備加工的每一尺寸的準確測量量,并確定測量方法[10]。測量工具應優先選用通用或標準的測量工具,有些尺寸,可考慮采用間接測量方法或采用專用量具 (如顯微鏡放大投影測量儀)測量。
成品尺寸檢查是加工完不可少的最后工序,檢驗尺寸是否滿足用戶需求。通過檢查成品尺寸,可對工序、成品檢查中發現的問題進行分析。
6 結束語
小型精密復雜零件的加工工藝復雜,尤其像這種內壁結構復雜縱向有導軌、橫向開槽等的精密零件的加工,要科學合理地設計加工工序,對零件進行全面分析并結合企業實際,綜合考慮材質、技術要求、加工設備、熱處理等問題;當加工設備不能完成整體的加工時,就要采用分體加工,對每個分體要合理確定加工余量、正確計算各工序尺寸及公差、正確選擇切削用量及加工工時定額、保證整體加工時接縫精度和尺寸位置的精確。對零件的整體尺寸控制,要設計專門的治具,確定好基準面,確保零件的加工質量[11]。
【1】徐匯音,祖國慶.機械設計基礎[M].成都:西南交大出版社,2006.
【2】葛寒,秦耀文.一種利用通孔定位加工盲孔的方法[J].機械管理開發,2011(3):101-102.
【3】鄧學忠,冉啟奎.精密復雜零件的工藝設計過程分析[J].航天制造技術,2011(6):24-28.
【4】朱立初,陳振環.淺析手柄桿零件的工藝設計[J].中國科技信息,2011(19):99.
【5】曾向彬,何鏡奎,楊騰智.多曲面多角度復雜零件的工藝編排與加工[J].模具制造,2012(1):56-58.
【6】谷育紅.數控銑削加工技術[M].北京:北京理工大學出版社,2006.
【7】李海東.慢走絲線切割加工參數對表面粗糙度的影響[J].機械工程師,2007(11):35-36.
【8】費國強.一種新穎實用薄壁深孔零件加工方法[J].機械設計與制造,2011(4):122-124.
【9】沈頌喜.某零件加工工藝設計與分析[J].中小企業管理與科技(上旬刊),2011(8):323-324.
【10】夏建奎,張巖,孫迪,等.階段變斷面鋁型材工序成品尺寸檢查分析[J].輕合金加工技術,2006,34(7):39-40.
【11】周琴.加工誤差產生的原因及分析[J].現代機械,2011(2):8-10.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03