宏程序在數控編程中的應用綜述
2013-08-22 11:22:58胡翔云
機床與液壓 2013年22期
關鍵詞:方向
胡翔云
(湖北職業技術學院機電工程學院,湖北孝感432000)
隨著CAD/CAM功能越來越強大,宏程序在數控編程中的作用被嚴重低估,有人甚至認為宏程序編程最終將被計算機自動編程技術所取代。實際上,宏程序在數控編程中的用途十分廣泛,特別是在高效批量編程和企業特定加工特征的編程方面有不可替代的優勢[1]。作者就宏程序在數控編程中的用途進行說明。
1 宏程序在方程曲線編程中的應用
一般數控系統只有直線插補和圓弧插補功能,而沒有橢圓、雙曲線、拋物線等方程曲線插補功能。若要加工這些方程曲線輪廓或它們所形成的曲面,可以建立用一系列短的直線段或圓弧段逼近方程曲線的數學模型,然后利用數控系統中的循環指令,讓數控系統自動計算短直線段或短圓弧段與方程曲線的節點坐標,從而將方程曲線的編程轉化為對一系列短直線或短圓弧段的數控編程,實現對方程曲線的近似加工[2]。宏程序在這方面的應用文獻最多,這里不再作進一步的說明。
2 宏程序在相似零件批量編程中的應用
對于形狀相似而尺寸不同的零件,其加工過程是相似的,編程方法也相似。這類加工特征如果采用計算機自動編程,需要對每個不同尺寸的加工特征分別編寫程序,且均要依賴經驗豐富的CAD/CAM工程師才行。如果采用宏程序編程,可以用宏變量代表編程尺寸,然后編制參數化的宏程序 (通常編制成子程序),存入數控系統。當需要加工該類零件時,只需通過主程序調用這個宏程序 (通常用G65或G66代碼調用),同時對宏程序中的變量賦值就可以了。由于該宏程序實際上是對一類零件編制的,因而通常也稱為批量編程[3]。編制這種宏程序 (子程序)時雖然要花比較多的時間和精力,但一旦編制成功,數控機床操作人員就不必理解宏程序中每個程序段的含義,只需了解宏變量或其字符所代表的編程尺寸就行了。當有類似加工特征出現時,只需用主程序調用這個宏程序就行了,提高了加工程序的編制速度,方便操作人員使用。如在FUNAC 0i數控系統中,主程序中的程序段 G65P8011A23.0X100.0Y30.0 表示主程序調用宏程序O8011,并給宏程序中的宏變量#1、#24、#25分別賦值 (具體數值分別為23、100、30)。其中,A、X、Y分別為某類零件的編程尺寸,這是操作人員應該了解的。至于宏程序O8011是如何編制的,每個程序段是什么含義,則不必了解。
3 宏程序在定制固定循環中的應用
目前,市場主流數控系統為了簡化編程,均帶有一些固定循環,如數控銑床中的孔加工固定循環,數控車床中的內 (外)徑粗、精車固定循環功能等。但是相對于生產企業數量眾多的相似加工特征而言,數控系統自帶的固定循環數量往往是不夠的。這時,用戶可以將重復出現的一類加工特征編制成參數化的宏程序,然后通過設置合適的參數即可將該宏程序定制成固定循環功能[4],定制成功的固定循環與數控系統自帶的固定循環用法完全一樣。定制固定循環的方法是:
(1)從控制系統限定范圍內指定宏程序號。對于FUNAC 0系列數控系統的宏程序,必須在O9010~O9019范圍內指定宏程序名。
(2)把選擇的G代碼或M代碼作為宏程序名對應的系統參數,對系統參數進行設置。
如FUNAC 0系列數控系統中的系統變量#220~#229分別對應宏程序名O9010~O9019,如果要將宏程序O9010設置成固定循環G251,只需將系統參數#220中的數值寫成251就行了。
4 宏程序在自動報警中的應用
宏程序可以用來檢查許多錯誤條件 (如宏變量賦值錯誤、在線測量得到的數據超差等),并以報警或出錯條件的形式給數控機床操作人員以提示。在FUNAC 0i數控系統中,報警信息是通過系統變量#3000實現的。如在某程序中,要檢查半徑R是否在0~50范圍內取值,如果超出該范圍,給出“半徑太大的提示”,程序如下:
O1234(加工主程序)
G65 P 9000 R2.5;主程序調用宏程序O9000,并給變量#18(對應賦值字母為R)賦值2.5。
…
M30;
O9000(子程序)
…
N50 IF [#18GT50.0] GOTO1005;如果條件R≥50成立,跳轉到N1005程序段,否則開始執行下面的程序段 (N60)。
N60…
N1005#3000=115(Radius is too large);115號報警,提示信息:半徑太大了
M99;
5 宏程序在自動測量中的應用
將測量元件 (通常為探針)安裝在刀庫中,給探針一個專門的編號 (刀具號)。要進行測量時,通過自動換刀指令選定探針,并安裝到主軸上進行測量。具有自動檢測功能的數控機床必須具有“接觸跳出”功能。在FUNUC 0i數控系統中用G31指令實現這種功能。其作用是:G31指令控制探針定位到目標點,如果在到達目標點之前探針接觸到工件,程序跳出余下的運動并存儲當前位置信息,以保護探針不會被損壞,如圖1所示。對位置信息進行處理,可以測量高度、寬度等長度尺寸。運用宏程序,還可以將實測值與設計值進行比較,并判別尺寸是否超差。從程序中提取位置信息進行數學處理要用到系統變量。下面是用于測量孔直徑并與設計值進行比較的程序,從中可以看出宏程序用于測量時的基本方法。
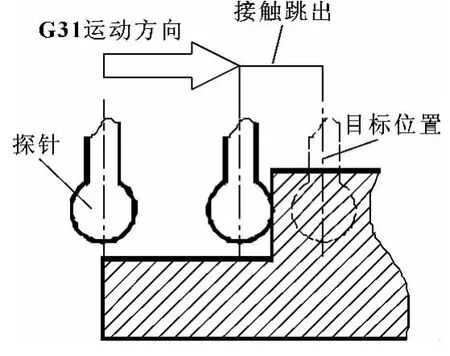
圖1 G31接觸跳出示意圖
……
G91G01X [#7-#24] F [4*#9];//從目標右側移開Δx(X+方向)
G31X[#7+#24]F#9;//在探針接觸到孔壁時跳出其余的X軸運動 (X+方向)
#103=#5061;//有跳出信號時存儲X的位置信息 (X+方向)
G90G01X#101F[4*#9];//在X方向上返回到起始點
G91X- [#7-#24];//從目標左側移開 Δx(X-方向)
G31X-[#7+#24]F#9;//在探針接觸到孔壁時跳出其余的X軸運動 (X-方向)
#104=#5061;//有跳出信號時存儲X的位置信息 (X-方向)
G90G01X#101F[4*#9];//在X方向上返回到起始點
#105=ABS[#103-#104];//計算 X 軸方向的兩極限位置探針的球心距
G91G01Y[#7-#25];//從目標一側移開Δy(9 mm)(Y+方向)
G31Y[#7+#25]F#9;//在探針接觸到孔壁時跳出其余的Y軸運動 (Y+方向)
#106=#5062;//有跳出信號時存儲Y的位置信息 (Y+方向)
G90G01Y#102F[4*#9];//在Y方向上返回到起始點
G91Y-[#7-#25];//從目標另一側移開 Δy(Y-方向)
G31Y-[#7+#25]F#9;//在探針接觸到孔壁時跳出其余的Y軸運動 (Y-方向)
#107=#5062;//有跳出信號時存儲Y的位置信息 (Y-方向)
G90G01Y#102F[4*#9];//在Y方向上返回到起始點
#108=ABS[#106-#107];//計算 Y軸方向的兩極限位置探針的球心距
#109= [#105+#108] /2+2*#18;//計算孔的實測直徑 (取X、Y兩個方向的平均值)
IF[[#109-#7] LE0] GOTO970;//比較實測值與預期值,如小于預期值,跳轉到N970進行報警提示
……
6 宏程序在偏置控制中的應用
數控機床加工時采用的偏置有3種類型:工件偏置 (編程原點選擇、鏡像、旋轉等)、刀具長度偏置、刀具半徑偏置。使用宏程序,偏置量可以通過程序輸入、清除、檢查、更新,而不需要在停機狀態下通過手動輸入。如FUNUC控制器中通過系統變量#2501、#2601可對工件坐標系G54進行更新。如:
#2501=#2501+#106;//將#106中的數值加到G54坐標系中X坐標中
#2601=#2601+#110;//將#110中的數值加到G54坐標系中Y坐標中
程序運行后,工件坐標系自動進行了更新,而不需要手動更新,這種方法在工件原點定位 (如將工件原點定位于孔的中央)中應用較多。一般要用探針測量后才能得到準確的偏置值。
7 宏程序在其他方面的應用
宏程序還可用于加工計時、刀具壽命管理、刀具磨損和折斷的檢測、工作臺或托盤分度、已加工零件的計數、控制程序的外部輸出等眾多方面。這里僅以宏程序用于計時的應用作說明。
在FUNUC控制器中,#3001、#3002、#3011、#3012是控制時間的系統變量,其作用如表1所示。利用它們可以對程序運行時間進行記時。如:
#3001=0;//復位清零,從0開始計數
M98P8201;//調用子程序O8201
N109;//空程序段用來保證計數值的精確性
#101=#3001;//提取計時值,得到執行子程序所需要的時間
M00;//程序暫停,以檢查變量的顯示值
……
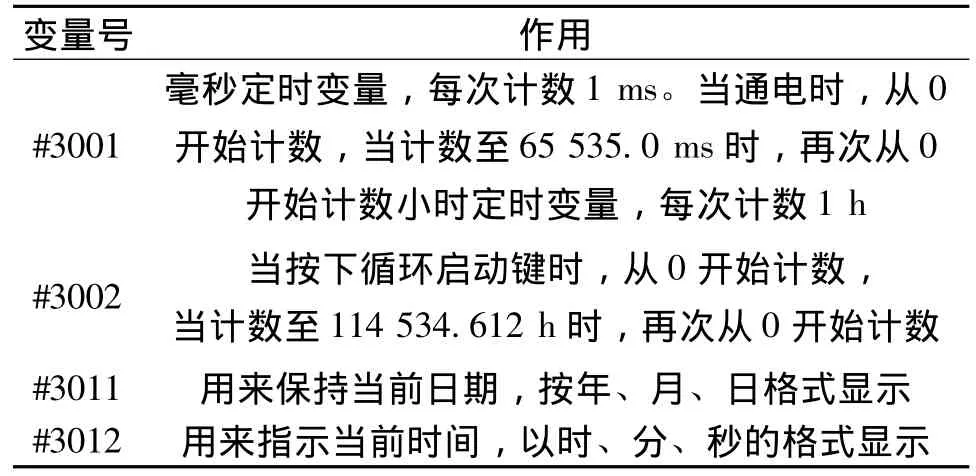
表1 控制時間的系統變量
8 結束語
宏程序在數控編程及數控機床某些動作的控制方面有十分廣泛的用途,在很多方面的作用是CAD/CAM技術所不能替代的。數控系統配備的用戶宏程序功能為用戶開發個性化的功能提供了方便。
【1】SMID Peter.FANUC數控系統用戶宏程序與編程技巧[M].羅學科,趙玉俠,劉瑛,等,譯.北京:化學工業出版社,2011:239-251.
【2】姜海,王明旭,田春艷.宏指令編程在函數方程曲線加工中的應用[J].機床與液壓,2002(5):158-161.
【3】郭勝輝.參數編程在數控車削加工中的應用[J].組合機床與自動化加工技術,2010(2):69-72.
【4】胡翔云.橢圓臺類零件加工數學模型及宏程序[J].煤礦機械,2012(7):146-148.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50