一種新型可調式超深孔切削刀具
2013-08-24 02:52:58韓柏徐天寶
機械工程師 2013年8期
韓柏, 徐天寶
(揚州工業職業技術學院,江蘇 揚州 225127)
1 引言
目前用于孔加工的普通鉸刀、螺紋絲錐常存在以下兩個現實問題:一是由于現有刀具大多為定制刀具,其工作部分都做成整體,刀片不能相對刀體發生位移,一把刀具只能加工一種規格尺寸和精度的孔,且不宜加工非標準孔;二是當需要加工超深孔或超深螺孔時,會因為刀柄長、切削扭矩大而使刀具剛性差,導致刀柄斷裂,有時還會因為刀柄長度受限而無法完成對金屬超深孔的加工,這使得在進行孔加工時,不僅需要多把刀具,還需頻繁換刀和經常調整機床尾座的位置才能實現,造成工人勞動強度增大,輔助工時增多,工作效率降低。針對上述存在的問題,設計出一種刀具尺寸可在一定范圍調整的超深孔切削刀具,能夠有效地克服上述的技術缺陷。
2 刀具的設計原理
刀具的工作部分設計成分體可調式,將鉸刀或絲錐做成四個T形刀片,鉸刀刀片或絲錐刀片可以在刀具內錐形零件(即金屬圓臺體)表面上的T形槽內沿斜向滑動,從而使刀片在刀具的徑向有少量的伸縮位移,促使刀具的直徑有所變化,以適應加工不同孔徑的需要,因此就可以利用一把刀具進行多種規格尺寸孔的加工。再將刀具的頸柄部設計成可調撐架式,從而在加大刀柄長度的同時保證了刀具的剛度,以實現超深孔的加工要求。
3 刀具的具體結構
刀具由工作部分、長桿和支撐架構成,如圖1所示。
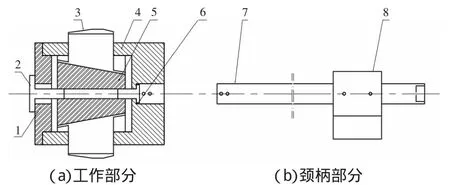
圖1 可調式超深孔切削刀具結構示意圖
圖1(a)為刀具的工作部分,是本刀具的主體,它由T形切削刀片、空心金屬圓柱套、金屬圓臺體、螺紋壓板和兩個螺栓等組成。T形刀片的切削部分(刃口部分)仍然保留了原有鉸刀或絲錐的結構特征,即具有引導錐、切削錐部、圓柱部和倒錐部。圖1(b)為刀具的頸柄部,它由長桿與支撐架組成。
空心金屬圓柱套4上開設有四個相等的長方槽,四個T型絲錐刀片或T型鉸刀刀片(如圖3、圖4、圖5所示)即可在其中沿半徑方向伸縮;T型刀片安裝在金屬圓臺體錐形表面上的帶斜度的T形槽(如圖2所示)中,螺紋壓板1通過螺紋連接配合旋緊在空心金屬圓柱套4的左端。在金屬圓臺體5左右兩側的中心分別加工有起調節刀片升降作用的螺紋孔,旋動金屬圓臺體5兩側的螺栓即可帶動金屬圓臺體在空心金屬圓柱套4內作軸向移動,由此可以升降T形刀片3,達到改變刀具徑向尺寸的目的。空心金屬圓柱套4的右端開設有方形沉孔,因此金屬圓臺體5的緊固亦通過旋動左右兩個螺栓拉緊金屬圓臺體5的螺紋孔來實現。長桿的左端斷面為正方形,與空心金屬圓柱套4右端的方形沉孔相匹配,兩者裝配后用螺釘定位緊固;支撐架8的內孔通過襯套來支承長桿7的右側,從而保證刀具的剛度。支撐架8可根據需要在長桿7上移動調節支撐點的位置,另外長桿和支撐架8可根據機床的不同而酌情改變其結構。T形刀片用高速鋼制作,其他工作部分的零件和頸柄部分零件用45鋼制作。
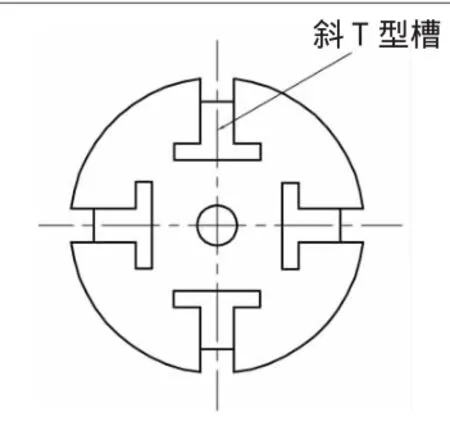
圖2 金屬圓臺體端面示意圖
圖3 T形刀片
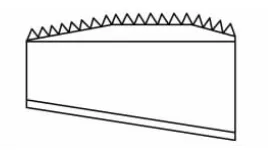
圖4 T形絲錐刀片
圖5 T形鉸刀刀片
4 刀具的使用
4.1 裝夾與使用的注意點
在裝夾工件時應保證裝夾可靠,將工件夾正、夾緊,對薄壁零件要防止夾緊力過大而將孔夾緊變形;另外,要注意刀具與工件的對中度調整,使機床主軸、鉸刀、待鉸孔三者之間的同軸度符合要求。
用該刀具進行工件的超深孔鉸孔或超深螺孔的加工時,可先鉸削直徑較小的孔,或先加工出淺螺紋以減少加工時所產生的扭矩,防止刀桿斷裂。接下來再通過調節金屬圓臺體兩端的螺栓逐步調大T形刀片的徑向尺寸,進一步加工直徑較大的孔。如確定刀具直徑無把握時,最好通過試加工,按實際情況修正刀具直徑。這樣,在加工過程中就不需要調換刀具,一把刀具可在一定尺寸范圍內進行多規格孔的深孔加工和非標準孔的加工,大大節約了刀具材料,減少了頻繁換刀的輔助時間,減輕了工人的勞動強度,降低了加工成本,提高了勞動生產率。而支撐架的安裝使用則提高了刀具的剛度和穩定性,不但減少了因振動而引起的加工質量問題,還可有效地防止刀柄(長桿)的斷裂。
4.2 冷卻與潤滑
由于深孔加工時形成的細碎切屑比較容易粘附在刀刃上從而刮傷工件表面影響工件加工質量,因此需要用適當的切削液沖刷切屑以減少摩擦及磨損,同時也可帶走熱量降低切削熱,防止切屑瘤的產生。加工鋼件時可選用10%~20%的乳化液或70%的肥皂水加30%的煤油(孔精度要求高時);加工鑄鐵件時可使用煤油或低濃度乳化液;加工銅件時使用乳化液;加工鋁件時使用煤油。
4.3 切削用量
首先是切削余量的考慮,深孔加工時若切削余量過大會使刀齒切削力增大,變形增大,切削熱增加,導致加工表面呈撕裂狀態,加工精度降低,表面粗糙,同時加劇刀齒磨損;但切削余量也不能太小,否則不能消除上道工序的殘余變形和刀痕。粗加工時的余量為0.2~0.5mm,精加工時余量為0.1~0.2mm。為減少切削熱和變形,鉸削速度應選用較小,加工鋼件Vc=4~8m/min,加工鑄鐵件Vc=6~8m/min。進給量也要適當,過大會造成刀齒的磨損,也影響孔的加工質量;過小則難以切下金屬材料,形成擠壓材料加工表面而產生塑性變形和加工硬化,使表面粗糙并加劇刀具磨損。加工鋼鐵件f=0.5~1mm/r。
5 結語
可調式超深孔切削刀具的特點是刀具的直徑和長度可調,因此可利用一把刀具實現一定尺寸范圍內多規格的超深孔、非標準孔的再加工,避免了頻繁換刀,從而降低了加工成本,提高了勞動生產率,是一種結構新穎、實用性強、制造費用低,調整使用方便的超深孔切削刀具。
[1]上海市金屬切削手冊技術協會.金屬切削手冊[M].上海:上海科學技術出版社,1994.
[2]韓柏.干切削可調式超深孔加工刀具:中國,CN201279601[P].2009-07-29.
[3]楊叔子.機械加工工藝師手冊[M].北京:機械工業出版社,2006.
[4]成大先.機械設計手冊[M].北京:化學工業出版社,2008.
