再制造技術(shù)在萬(wàn)能軋機(jī)軸承座上的應(yīng)用
2013-12-31 07:17:58程守寶彭明亮李建彩原衛(wèi)紅李華萍
機(jī)械工程師 2013年8期
關(guān)鍵詞:工藝
程守寶, 彭明亮, 李建彩, 原衛(wèi)紅, 李華萍
(1.山東鋼鐵股份有限公司萊蕪分公司型鋼廠,山東萊蕪271104;2.萊蕪鋼鐵集團(tuán)機(jī)械制造有限公司,山東萊蕪271104)
1 引 言
萊鋼型鋼廠萬(wàn)能軋機(jī)作為型鋼軋制的關(guān)鍵設(shè)備,引進(jìn)于日本新日鐵公司。其中精軋機(jī)組包括5 架萬(wàn)能軋機(jī)和2架軋邊機(jī),萬(wàn)能軋機(jī)由4 個(gè)水平輥軸承座、2 個(gè)立輥軸承座、中間牌坊及預(yù)應(yīng)力裝置組成,立輥軸承座安裝在中間牌坊內(nèi)。軋機(jī)的壓下機(jī)構(gòu)及軸向調(diào)整機(jī)構(gòu)都在軋機(jī)軸承座上。軋機(jī)結(jié)構(gòu)緊湊、換輥快速,但對(duì)軋機(jī)軸承座的精度要求相對(duì)也高,軸承座的精度變化對(duì)軋件的產(chǎn)品質(zhì)量影響較大。
2 萬(wàn)能軋機(jī)軸承座的失效形式
萬(wàn)能軋機(jī)軸承座的主要失效形式為磨損及劃傷,見(jiàn)圖1。經(jīng)分析得知,軋機(jī)軸承的軸向游隙與軋機(jī)軸向調(diào)整機(jī)構(gòu)螺紋副的允許游隙,經(jīng)過(guò)長(zhǎng)期疲勞磨損,引起尺寸超差,造成萬(wàn)能軋機(jī)軸承座軸向竄動(dòng);軋機(jī)軸承的徑向游隙、軸承座內(nèi)孔與偏心套外徑之間的配合間隙以及軸承座內(nèi)孔與偏心套外徑之間的允許磨損量,同樣經(jīng)過(guò)長(zhǎng)期疲勞磨損,引起尺寸超差,造成萬(wàn)能軋機(jī)軸承座徑向竄動(dòng)。而軸承座的徑向、橫向竄動(dòng)恰恰加速了軸承座的磨損與劃傷。
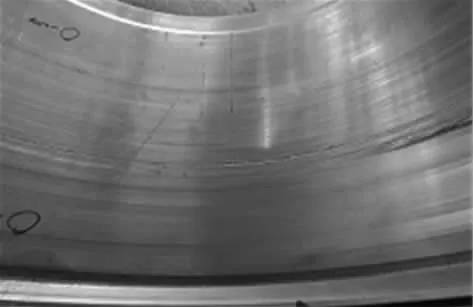
圖1 軸承座內(nèi)孔損傷
3 萬(wàn)能軋機(jī)軸承座的再制造工藝設(shè)計(jì)
萬(wàn)能軋機(jī)軸承座原來(lái)采用的修復(fù)方法,是將軸承座內(nèi)孔疲勞磨損劃傷面去除,鏜削軸承座內(nèi)孔至消除內(nèi)孔橢圓為止,與之配用的新偏心套外徑預(yù)留2mm 的余量,根據(jù)修復(fù)好的軸承座內(nèi)孔配車偏心套外徑尺寸,確保配合精度。該修復(fù)方案存在的弊端是:由于軸承座的薄壁位置只有15mm,軸承座不能多次修復(fù)。
為此,我們推出和設(shè)計(jì)了萬(wàn)能軋機(jī)軸承座的再制造工藝:運(yùn)用特種焊接技術(shù),將磨損超差的軸承座內(nèi)孔進(jìn)行堆焊,在恢復(fù)尺寸的同時(shí),通過(guò)合理選擇焊接材料,恢復(fù)并改善配合面的硬度、機(jī)械性能,以此延長(zhǎng)軸承座使用壽命。堆焊時(shí),保留一定的加工余量,然后通過(guò)機(jī)械加工的方法恢復(fù)至圖紙尺寸。
4 再制造技術(shù)方案及實(shí)施
4.1 鎢極氬弧焊技術(shù)的應(yīng)用
4.1.1 焊前準(zhǔn)備
(1)將萬(wàn)能軋機(jī)軸承座拆解,清洗其相關(guān)件并保存,利用金屬清洗劑對(duì)軸承座本體進(jìn)行清洗,一是便于之后的尺寸測(cè)量和探傷檢測(cè),二是避免因鐵銹、污物的存在,造成軸承座焊接時(shí)散熱不均,形成熱應(yīng)力。
(2)采用內(nèi)徑千分尺測(cè)量軸承座內(nèi)孔修復(fù)部位,由測(cè)得磨損量確定堆焊層厚度。
(3)采用滲透顯影著色劑,對(duì)軸承座內(nèi)孔修復(fù)面進(jìn)行探傷,檢查有無(wú)裂紋等缺陷,如有裂紋,利用角磨機(jī)予以清磨,再次探傷直至消除裂紋等缺陷。
(4)利用角磨機(jī)清除軸承座內(nèi)孔修復(fù)部位的磨損疲勞層,劃傷部位修磨成寬約6mm、深約3mm 的U 型凹槽。之所以修磨清理,是由于氬氣是穩(wěn)定的惰性氣體之一,保護(hù)效果良好,如果磨損處不清理干凈,在電弧作用下產(chǎn)生的有害氣體不易從保護(hù)層逸出,在焊縫中易產(chǎn)生氣孔等缺陷。
4.1.2 焊絲和焊接規(guī)范的選擇
焊接材料的選擇既要保證焊后力學(xué)性能,還要考慮抗裂性,以提高修復(fù)后軸承座的使用壽命。軸承座本體材質(zhì)為GS-42CrMo4V,調(diào)質(zhì)熱處理,抗拉強(qiáng)度為700~850N/mm2,表面硬度240~260HBS。因此采用MX 430-O 進(jìn)口焊絲,屬CMnSiCr 型焊絲,化學(xué)成份:0.05%C,0.9%Mn,0.7%Si,17.5%Cr。
焊接規(guī)范:電源電壓380V,工作電壓20V,焊接電流100A,氬氣流量6~8L/min,鎢極直徑2mm,噴嘴孔徑10mm,鎢極伸出長(zhǎng)度5~8mm。
4.1.3 堆焊工藝
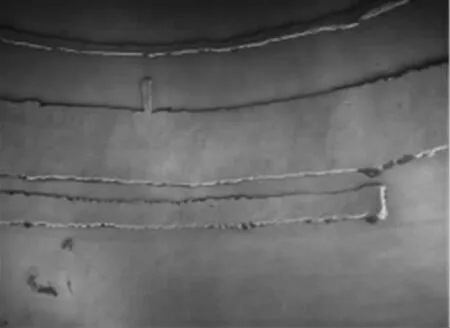
圖2 焊后焊層外觀
采用伴熱帶進(jìn)行焊前預(yù)熱,預(yù)熱溫度300℃。禁止在焊件上接觸引弧,避免焊縫金屬污染。采用直線前進(jìn)法運(yùn)絲,焊接厚度2~3mm。用空氣錘沿焊縫及近縫區(qū)進(jìn)行錘擊,以消除應(yīng)力。再次敷設(shè)伴熱帶,加熱至300℃,保溫2~3h,以此進(jìn)一步消除焊接應(yīng)力,改善內(nèi)部組織及表面硬度。最后采用角磨機(jī)進(jìn)行表面清理,并著色探傷。圖2為焊后形貌。
4.2 機(jī)械加工
萬(wàn)能軋機(jī)軸承座結(jié)構(gòu)復(fù)雜,孔壁厚薄不均,形位公差小,易變形,采用常規(guī)工藝方法無(wú)法保證產(chǎn)品質(zhì)量。為此,采用特殊加工工藝方法和時(shí)效處理相配合,消除機(jī)加工變形。加工工藝如下:(1)以壓蓋端內(nèi)孔及斷面為基準(zhǔn),粗車軸承座內(nèi)孔,單邊保留0.5mm 磨削余量,采用立式車床加工;(2)時(shí)效處理(清除機(jī)加工應(yīng)力);(3)車磨內(nèi)孔至尺寸,采用立式車床加工。
5 檢 驗(yàn)
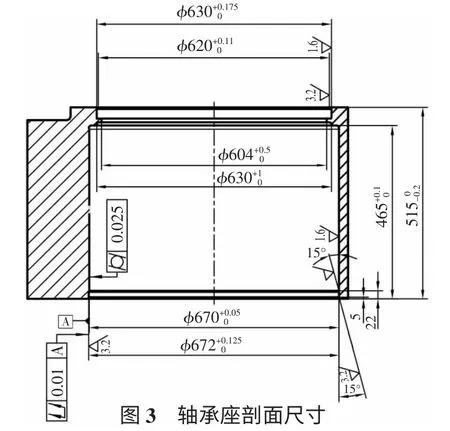
經(jīng)檢驗(yàn),產(chǎn)品幾何尺寸、機(jī)械性能均符合并已達(dá)到圖紙規(guī)定的技術(shù)指標(biāo)。軸承座軸向剖面圖見(jiàn)圖3。
6 結(jié) 論
經(jīng)過(guò)再制造技術(shù)修復(fù)的萬(wàn)能軋機(jī)軸承座,修復(fù)部位尺寸精度及表面硬度都達(dá)到了圖紙?jiān)O(shè)計(jì)精度要求,堆焊層與母材金屬熔合良好,投入使用后運(yùn)行正常,截至目前,已運(yùn)行12 個(gè)月,并未因軸承座質(zhì)量問(wèn)題造成故障停機(jī),滿足了現(xiàn)場(chǎng)軋鋼工藝要求。
[1] 鞠占英,等.手工氬弧焊封底焊工藝過(guò)程分析[J].鍋爐制造,2002,24(4):50-56.
[2] 俞尚知.焊接工藝人員手冊(cè)[M].上海:上海科學(xué)技術(shù)出版社,1994.
[3] 黃偉謀.金屬和焊接[M].北京:中國(guó)電力出版社,1996.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
