道岔鋼軌頂斷的原因分析及控制措施
2013-08-28 06:40:48中鐵寶橋集團(tuán)有限公司陜西寶雞721006張大偉
金屬加工(熱加工) 2013年21期
中鐵寶橋集團(tuán)有限公司 (陜西寶雞 721006) 高 凡 張大偉
鐵路用道岔是將鋼軌通過(guò)加工制造而成,道岔軌件的加工工藝流程為:鋸切下料→跟端壓形→鉆孔→軌件銑削加工→淬火→矯直(頂彎)→組裝。包括原材鋼軌缺陷及應(yīng)力在內(nèi),在軌件加工過(guò)程中除了下料和組裝工序外的所有工序的加工質(zhì)量都直接影響著鋼軌矯直(頂彎)時(shí)的折斷率。本文著重分析導(dǎo)致道岔軌件在矯直(頂彎)過(guò)程中折斷的原因,提出相應(yīng)工藝措施,提高軌件加工工序的質(zhì)量,降低軌件折斷率,為提高鋼軌加工效率,節(jié)約制造成本提供參考。
一、道岔鋼軌的制造過(guò)程及缺陷
鋼軌的生產(chǎn)大致可以分為三個(gè)階段,即冶煉、軋制和精整。鋼軌鋼的冶煉是將鐵礦石經(jīng)冶煉成鐵液,再將鐵液冶煉成所需化學(xué)成分并澆注成鋼錠;將此鋼錠先后經(jīng)過(guò)多道次的軋制形成所需斷面的鋼軌,隨后進(jìn)行鋼軌緩冷、矯直、銑頭、倒棱、熱處理及質(zhì)量檢驗(yàn)等工序得到成品軌件。鋼軌在冶煉、軋制及后續(xù)冷卻過(guò)程中如控制不當(dāng)會(huì)導(dǎo)致原材產(chǎn)生一系列宏觀及微觀缺陷,如白點(diǎn)、縮孔、偏析、夾雜、脫碳、軋痕及折疊等。此外,在道岔軌件的加工過(guò)程中產(chǎn)生的如棱角、毛刺和異常組織等加工缺陷,都會(huì)導(dǎo)致道岔鋼軌在后期加工過(guò)程中產(chǎn)生頂斷。
二、道岔軌件的斷口檢測(cè)與分析
針對(duì)道岔軌件實(shí)際加工過(guò)程中產(chǎn)生的頂斷現(xiàn)象,在軌件斷口裂紋源附近取樣并經(jīng)金相顯微鏡觀察,分析其斷裂原因。
1.原材斷口缺陷與分析
(1)折疊斷口 在道岔軌件的日常生產(chǎn)中,由于鋼軌原材缺陷引起的鋼軌在矯直(頂彎)過(guò)程中發(fā)生斷裂的現(xiàn)象也時(shí)有發(fā)生,常見(jiàn)的如軌頭和軌底折疊,軋痕及軌頭內(nèi)部核傷等。圖1為鋼軌原材軌頭與軌底側(cè)肢外表面處缺陷宏觀形貌。圖1a箭頭所指為鋼軌軌頭側(cè)面折疊,可以看到斷口處放射紋在軌頭側(cè)表面的集聚末端為斷裂源,圖1b箭頭所指為鋼軌軌底側(cè)肢處折疊導(dǎo)致的斷裂。折疊是因軋制不良造成的一種鋼軌表面缺陷,其形貌似裂紋,多是由于孔型設(shè)計(jì)不良或軋機(jī)調(diào)整不當(dāng)造成軋件上出現(xiàn)耳子,在經(jīng)軋制將耳子壓平后形成的。圖1c為折疊處的金相組織照片,箭頭處為顯微裂紋,可以看到折疊處裂紋附近金屬脫碳較嚴(yán)重,此處裂紋在外力作用下易萌生及擴(kuò)展,從而導(dǎo)致鋼軌斷裂。
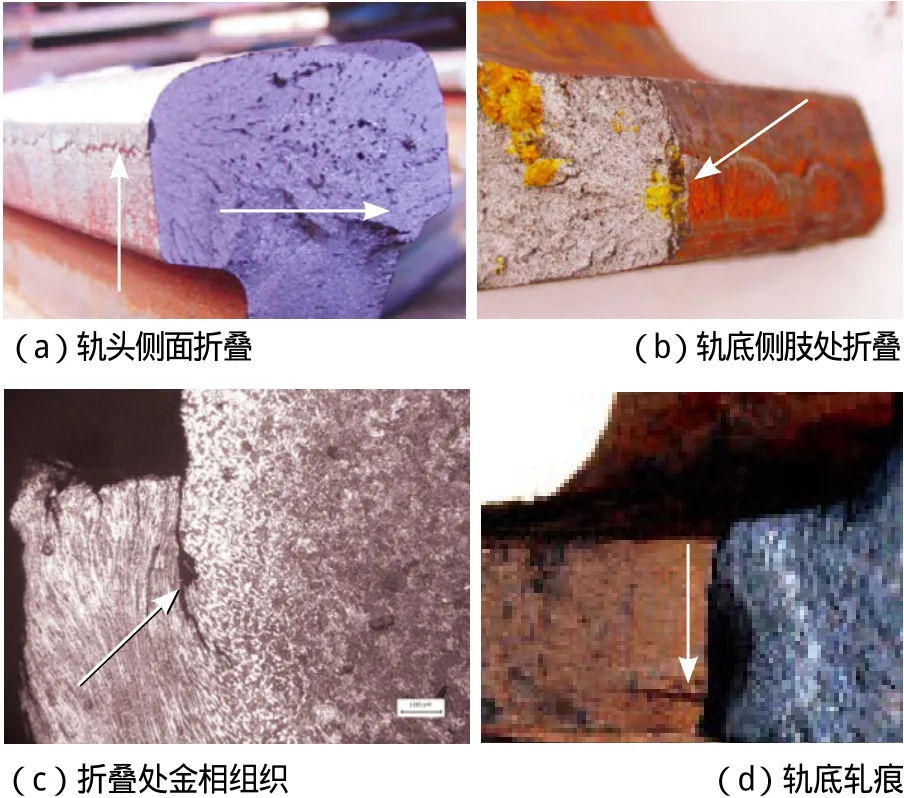
圖1 鋼軌軌頭與軌底側(cè)肢外表面處缺陷宏觀形貌
(2)軋痕斷口 圖1d箭頭所指為鋼軌軌底側(cè)肢處軋痕,它是鋼軌在熱軋過(guò)程中,由于軋輥上粘有氧化皮或孔型掉肉及軋件在移動(dòng)過(guò)程中被其他附屬設(shè)備刮傷,而在鋼軌表面形成的凹坑或凸起,此處易產(chǎn)生應(yīng)力集中及脫碳等缺陷,在外力的作用下導(dǎo)致鋼軌加工及使用過(guò)程中產(chǎn)生斷裂。
為避免以上折疊及軋痕缺陷導(dǎo)致鋼軌在加工與使用過(guò)程中產(chǎn)生斷裂,需要對(duì)缺陷部位進(jìn)行打磨處理,同時(shí)保證鋼軌外形圓滑,避免鋼軌在加工過(guò)程中頂斷。對(duì)于鋼軌折疊、軋痕等嚴(yán)重缺陷的軌件,應(yīng)退回廠家不予使用,同時(shí)加強(qiáng)原材鋼軌的進(jìn)廠檢驗(yàn),確保鋼軌原材進(jìn)廠質(zhì)量滿足加工與使用要求。
(3)應(yīng)力斷口缺陷 由于鋼軌在軋制及后續(xù)加工過(guò)程中軌底會(huì)產(chǎn)生拉應(yīng)力,為此在實(shí)際加工過(guò)程中由于鋼軌軌底應(yīng)力較高導(dǎo)致的頂斷率也較高,尤其是AT鋼軌及軋制翼軌。技術(shù)要求雖然規(guī)定軌底縱向殘留應(yīng)力應(yīng)小于250MPa,但是鋼軌軋制應(yīng)力是不均勻的,有的高于此值。而對(duì)于制造道岔的鋼軌,需要根據(jù)道岔設(shè)計(jì)要求,將鋼軌件頂成不同形狀的彎,有的彎矩較大。因此,在頂彎時(shí),當(dāng)外力超過(guò)軌底的拉應(yīng)力時(shí),鋼軌就會(huì)從軌底產(chǎn)生斷裂,圖2所示為鋼軌短支側(cè)軌底斷口宏觀形貌。相比之下,正線上的鋼軌一般不經(jīng)過(guò)淬火、矯直及頂彎,因此應(yīng)力值只要在要求范圍內(nèi),而且隨著鋼軌在使用過(guò)程應(yīng)力的釋放,斷軌的情況較少。因此,為了降低鋼軌在矯直(頂彎)過(guò)程中產(chǎn)生的斷裂幾率,不僅需要操作人員根據(jù)實(shí)際情況控制好矯直(頂彎)變形量及矯直力,而且在矯直(頂彎)較大彎折支距的鋼軌時(shí),采用對(duì)鋼軌進(jìn)行預(yù)熱的方式,預(yù)熱溫度應(yīng)適當(dāng),必須控制在300℃以下,保證鋼軌的性能。

圖2 鋼軌短支側(cè)軌底斷口宏觀形貌
2.加工斷口缺陷與分析
(1)鋼軌軌腰螺栓孔的斷口缺陷 在實(shí)際生產(chǎn)過(guò)程中,從軌腰螺栓孔的位置產(chǎn)生的斷裂達(dá)60%以上,斷裂的原因主要是孔的邊緣無(wú)倒角,或倒角不均勻、毛刺未清理干凈,在外力作用下,此處產(chǎn)生局部應(yīng)力集中,從而萌生裂紋及裂紋失穩(wěn)擴(kuò)展,最終導(dǎo)致鋼軌斷裂,圖3所示分別為鋼軌軌腰鉆孔缺陷的斷口宏觀形貌與金相組織,孔附近的組織為索氏體,箭頭所指為未倒棱角。因此,必須按技術(shù)要求在鉆孔完畢后,倒角并將毛刺清理干凈,從而降低斷軌的數(shù)量,實(shí)踐證明可明顯減少此種斷軌率達(dá)90%以上。

圖3 鋼軌軌腰孔缺陷的斷口宏觀形貌與金相組織
(2)鋼軌刨切面的表面粗糙度過(guò)大導(dǎo)致的斷裂為了加工成滿足使用要求的道岔軌件,有些鋼軌需要進(jìn)行銑削加工,在此過(guò)程中,如果鋼軌刨切或銑削時(shí)進(jìn)給量過(guò)大,由于加工面表面粗糙度值較大,會(huì)產(chǎn)生局部棱角及魚(yú)鱗紋從而造成尖角應(yīng)力效應(yīng),在矯直(頂彎)時(shí)容易斷裂,如圖4所示分別為鋼軌軌頭及軌底銑刨缺陷的宏觀形貌。為此,在刨切加工過(guò)程中盡量減小進(jìn)給量,降低鋼軌表面粗糙度值,當(dāng)出現(xiàn)表面粗糙度值過(guò)大時(shí),應(yīng)及時(shí)進(jìn)行打磨,以保證鋼軌加工質(zhì)量。實(shí)際生產(chǎn)中,由于刨床加工人為及刀具的性能因素影響較大,建議采用銑床進(jìn)行鋼軌加工。
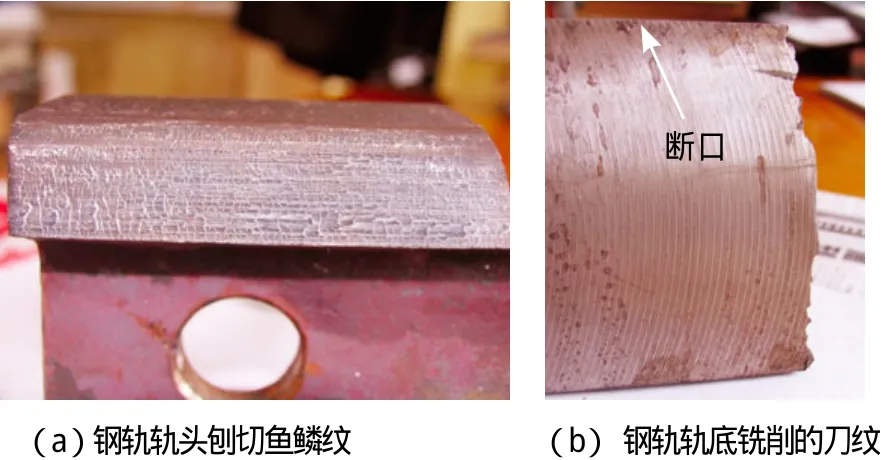
圖4 鋼軌軌頭及軌底銑刨缺陷的斷口宏觀形貌
(3)鋼軌感應(yīng)淬火硬化層不足及異常組織導(dǎo)致的斷裂 道岔鋼軌的加工過(guò)程中,為了提高鋼軌的使用壽命,需對(duì)鋼軌進(jìn)行中頻感應(yīng)淬火,從而獲得滿足標(biāo)準(zhǔn)要求的鋼軌硬度、硬化層深度及內(nèi)部組織。但是實(shí)際生產(chǎn)中,當(dāng)鋼軌淬火變形較大,硬化層深度較淺、組織不均勻及過(guò)渡段出現(xiàn)異常組織時(shí),易導(dǎo)致在矯直(頂彎)過(guò)程中發(fā)生斷裂,圖5所示為由于硬化層深度只有3mm(標(biāo)準(zhǔn)要求大于8mm)而導(dǎo)致的鋼軌在矯直過(guò)程中產(chǎn)生的斷口宏觀形貌,硬化層微觀組織為索氏體。此外,熱處理過(guò)程中由于加熱或冷卻不當(dāng),軌頭硬化層內(nèi)部會(huì)產(chǎn)生異常組織,圖5d所示軌頭內(nèi)部異常金相組織為馬氏體+貝氏體+殘留奧氏體,其局部硬度達(dá)45HRC,在矯直(頂彎)過(guò)程中此脆性相極易導(dǎo)致鋼軌斷裂。為此,要求操作人員嚴(yán)格執(zhí)行工藝,增大加熱層深,細(xì)化組織,降低應(yīng)力,通過(guò)預(yù)彎及熱處理參數(shù)的調(diào)整減小鋼軌變形,避免異常組織的產(chǎn)生,從而減少鋼軌矯直(頂彎)過(guò)程中產(chǎn)生的斷裂,節(jié)約生產(chǎn)成本。

圖5 硬化層不足的鋼軌軌頭在矯直過(guò)程中產(chǎn)生的斷口宏觀形貌與金相組織
三、結(jié)語(yǔ)
在以往道岔軌件的實(shí)際生產(chǎn)中,分析了鋼軌原材及加工過(guò)程缺陷導(dǎo)致的軌件矯直(頂彎)斷裂原因,采用金相顯微鏡對(duì)鋼軌斷口試樣進(jìn)行了觀察,結(jié)果表明,折疊、軋痕、殘留應(yīng)力、螺栓孔棱角毛刺、銑刨棱角、熱處理硬化層及異常金相組織為導(dǎo)致鋼軌矯直(頂彎)斷裂的原材及加工缺陷原因。針對(duì)以上原因,制訂了有效的控制措施,尤其是加強(qiáng)鋼軌原材檢驗(yàn)、鉆孔后的棱角打磨及熱處理過(guò)程控制,顯著降低了鋼軌矯直(頂彎)的頂斷率,提高了鋼軌加工效率,節(jié)約了道岔鋼軌制造成本。
(20130813)
