基于ANSYS的折彎機選擇
2013-10-09 01:27:46山東泰安煤礦機械有限公司礦專事業部271000葛振華卞春偉
金屬加工(熱加工) 2013年21期
關鍵詞:分析
山東泰安煤礦機械有限公司礦專事業部 (271000) 葛振華 仝 康 田 力 卞春偉
在進行較大尺寸鋼板折彎時,若對折彎鋼板所需壓力估算不準確,在選擇折彎機時,若選用折彎機噸位小于折彎鋼板所需壓力,則易造成折彎機損壞。為準確預測鋼板在折彎過程中所需壓力,現通過ANSYS對整個鋼板折彎過程作模擬分析。
1.分析建模
根據鋼板折彎實際情況,現建模如圖1所示,鋼板厚20mm,寬400mm,長100mm,材質為普通碳鋼。現求解上模下壓50mm時所需的最大壓力。
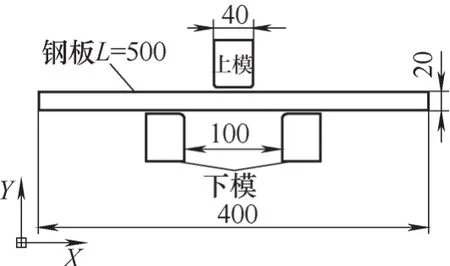
圖1
為節約分析所用時間,且所分析模型結構對稱,故選其一半,對其進行分析,如圖2所示。

圖2
2.加載接觸、約束及載荷
對上模、鋼板上表面與下模、鋼板下表面分別施加Frictionless接觸。
對下模施加固定約束,上模施加折彎所需位移(50mm);在對稱面處施加X方向位移約束,設置其值為0mm,如圖3所示。
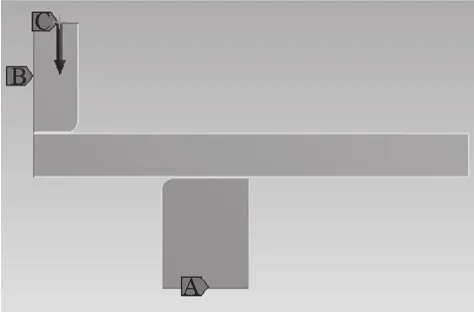
圖3
3.分析及結果
設置Number of steps 為124,其參數保持默認。運行分析可得如圖4所示結果。
通過對結果進行后處理,可得到上模下壓所需力的變化圖表及數據(分別如圖5及附表所示)。
從圖5可以看出,在上模下壓過程中,所需最大壓約為69.946kN,因為是對稱分析,故其值應乘以2,為139.892kN。
4.結語
通過上述分析,可以準確預知鋼板在折彎過程中所需力的變化,為正確選取折彎機提供依據。在較大鋼板折彎時,避免因選擇失誤而出現經濟損失。

圖4
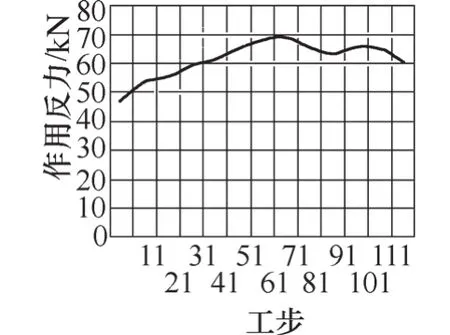
圖5
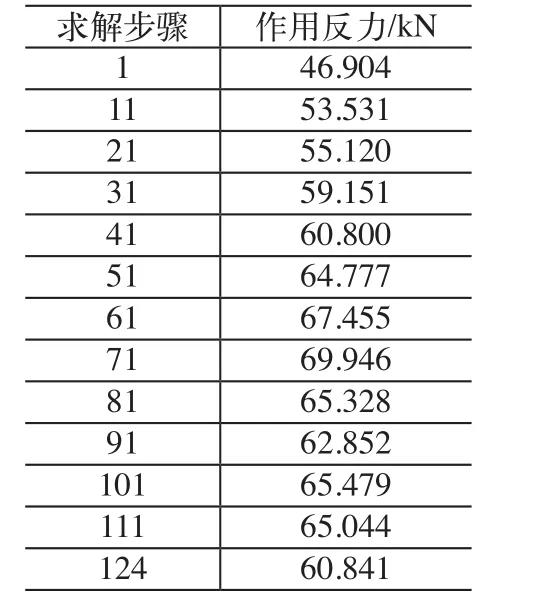
求解步驟對應數據
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
