基于側面碰撞的熱成型高強度零件開發*
2013-09-04 06:46:48于宏元申國哲史棟勇
汽車技術 2013年1期
胡 平 于宏元 盈 亮 申國哲 史棟勇
(大連理工大學工業裝備結構分析國家重點實驗室)
1 前言
節能、安全和環保是當今汽車工業發展的主要方向。歐洲材料協會調查表明,汽車質量每減輕100 kg,可節省燃油 6%~8%[1],因此,設計和制造既節能又安全的汽車是汽車設計者不斷追求的目標。采用高強度鋼板制造車身,是同時實現車體輕量化和提高碰撞安全性的有效途徑[2]。但是,隨鋼板強度的增加,成型也將越來越困難。由于熱壓成型技術可用來成型強度高達1500 MPa的結構件,因而高強度鋼板熱成型技術不斷受到關注[3,4]。
轎車側面是車體中強度和剛度較薄弱的部位,碰撞緩沖區域較小,發生側面碰撞時會對乘員造成嚴重傷害。影響轎車側面碰撞性能的零部件主要是車門、車門防撞梁、B柱及地板橫梁等[5],為此,本文以某型轎車為例,應用高強度鋼板熱成型技術,針對不同厚度熱成型車門防撞梁進行準靜態三點彎曲和動態沖擊數值模擬,并通過分析對比進行零件設計優化,最后經整車側碰仿真分析得出了最優改進方案。
2 熱成型材料性能分析
試驗材料為硼合金熱成型鋼板B1500HS,其成分為在C-Mn鋼的基礎上添加一定質量分數的硼。固溶的硼偏析在奧氏體晶粒邊界,因延遲了鐵素體和貝氏體的形核進而增加了鋼的淬透性,使得淬火冷卻時能獲得均勻的馬氏體組織。
基于熱成型技術制備了熱成型高強度鋼車門防撞梁 (以下稱熱成型防撞梁),按照GB228—2002金屬材料拉伸試驗方法進行單向拉伸試驗。表1為熱成型防撞梁試件不同測試位置(圖1)的材料力學性能。圖2為熱成型后B1500HS的工程應力-應變曲線。
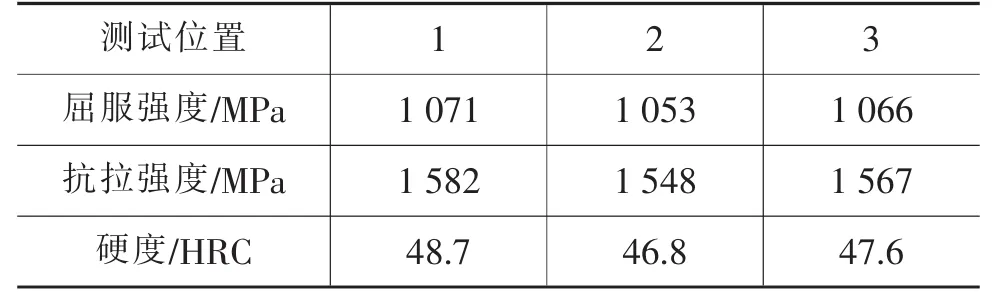
表1 熱成型防撞梁材料力學性能
圖3為熱成型高強度鋼B1500HS與傳統高強度鋼 (DQSK、BH340、HSLA340)、 先進 高強度鋼(DP600、TRIP800、DP800、TWIP)強度對比情況。 由圖3可看出,熱成型鋼B1500HS的強度均明顯高于傳統高強度鋼和先進高強度鋼,這是因為熱成型零件材料馬氏體組織分布均勻,且含量達90%以上。
本文研究的轎車基礎方案采用DP800制造車身側圍零部件,側碰時車體變形較大,因此,為提高車身側碰安全性和減輕車身質量,采用熱成型零件替換DP800零件。
3 熱成型防撞梁厚度優化
3.1 準靜態三點彎曲試驗及有限元模型校正
為準確模擬防撞梁在車身中的連接及側碰破壞情況,采用熱成型防撞梁進行了準靜態三點彎曲試驗和有限元數值模擬對比分析。試驗裝置及有限元模型見圖4。防撞梁厚度為1.6 mm,彎曲壓頭直徑為300 mm,壓頭下行速度為500 mm/min,跨距為860 mm。
數值模擬利用HyperMesh進行前處理,防撞梁為典型的薄板結構,選用Belytschko-Tsay殼單元。由于采用接近實際工況的準靜態彎曲,壓頭下行速度較快。防撞梁材料模型選擇*MAT_PIECEWISE_LINEAR_PLASTICITY,彎曲壓頭和支輥材料模型選擇*MAT_RIGID。防撞梁與支輥之間采用剛性螺栓連接,支輥可轉動和平動,彎曲壓頭與防撞梁之間的接觸選擇*AUTOMATIC_CONTACT_SURFACE_TO_SURFACE,摩擦因數取0.15,采用*BOUNDARY_PRESCRIBED_MOTION_RIGID定義彎曲壓頭加載速度。將該模型導入LS-DYNA中進行求解。
圖5為在加載階段準靜態三點彎曲試驗和數值模擬結果對比曲線。由圖5可看出,撓度達到130 mm左右時抗彎載荷達到最大值,熱成型防撞梁可承受14.8 kN的載荷。仿真曲線在加載初始階段存在輕微波動,比試驗曲線先達到峰值,但比試驗曲線峰值略低。試驗結果與數值模擬結果基本吻合,說明數值模擬使用的單元類型、材料模型、數值模擬方法等是可行的,能夠保證準靜態彎曲、動態彎曲及側碰數值模擬的準確性。
3.2 準靜態彎曲數值模擬分析
為減少實際側碰的模擬計算次數,采用準靜態彎曲優化熱成型防撞梁的材料厚度,以保證材料替換后不低于基礎方案的抗彎能力。圖6為各種厚度防撞梁的抗彎載荷對比曲線。由圖6可看出,厚為1.6 mm的熱成型防撞梁的最大抗彎載荷達14.8 kN,比原材料 (厚為2.5 mm的普通高強度鋼DP800)所承受的最大彎曲載荷12.8 kN略高,說明在準靜態彎曲條件下,可用厚度≥1.6 mm的熱成型材料替換原材料DP800。
3.3 動態彎曲數值模擬分析
基于輕量化目標,對采用厚1.6 mm的熱成型防撞梁替換原材料防撞梁的可行性進行驗證。試驗采用重25 kg的剛性質量塊撞擊防撞梁,質量塊初速度為50 km/h,有限元模型同圖4b。圖7為不同厚度防撞梁的吸能曲線。由圖7可看出,厚1.6 mm的熱成型防撞梁的吸能曲線與基礎方案的吸能曲線很接近,尤其在變形后期熱成型材料的高屈服強度特性逐漸體現出來。所以,綜合準靜態彎曲和動態彎曲分析,確定可選擇厚1.6 mm熱成型防撞梁替換原材料防撞梁。
4 熱成型零件在車身中的應用
4.1 建立整車側碰有限元模型
根據準靜態彎曲和動態彎曲數值模擬優化結果,初步確定采用厚1.6 mm的熱成型防撞梁替換原材料防撞梁,同時對熱成型零件在車身側圍進行骨架布局優化。根據基礎方案設計了2種改進方案(表2),并進行整車側碰數值模擬。

表2 整車側碰計算方案
整車側碰數值模擬采用HyperMesh前處理,然后將關鍵字文件(k文件)輸入LS-DYNA進行求解。按照C-NCAP法規要求建立有限元模型,其中轎車模型根據實際制造和裝配情況建立,移動壁障模型前端加裝可變形蜂窩鋁,在邊界上使用焊點或剛性約束來實現不同組件的連接,碰撞區域網格在10~20 mm之間,非碰撞區域網格在20~50 mm之間,并對發動機、變速器等進行簡化處理。共劃分282655個單元,其中三角形單元比例小于5%,節點為291728個,組件為383個,能夠同時保證計算精度和效率。移動壁障垂直沖擊試驗車輛駕駛員一側,移動壁障中心線對準試驗車輛R點,碰撞速度為50 km/h。整車側面碰撞有限元模型如圖8所示。
4.2 B柱侵入量、侵入速度和加速度對比分析
圖9為基礎方案與2種改進方案的B柱測試點侵入量曲線。由圖9可看出,采用改進方案1(與基礎方案等厚度)和改進方案2后,B柱侵入量顯著減小,尤其是采用改進方案1后,B柱測試點最大侵入量由基礎方案的298.6 mm減小到267.3 mm;而采用改進方案2后,B柱測試點最大侵入量為291.0 mm,也比基礎方案明顯改善。
圖10為基礎方案與2種改進方案的B柱測試點侵入速度曲線。由圖10可看出,采用改進方案1后,B柱測試點最大侵入速度由基礎方案的7.2 m/s減小到6.9 m/s;采用改進方案2后,B柱測試點最大侵入速度為6.8 m/s,優于改進方案1。
圖11為基礎方案與2種改進方案的B柱測試點加速度曲線。由圖11可看出,基礎方案的B柱測試點的峰值加速度為19.6g;采用改進方案1后,B柱測試點的加速度增加到39.2g,加速度過大容易對乘員造成傷害;采用改進方案2后,B柱測試點的加速度峰值為21.8g,比基礎方案略有增加,可通過添加吸能材料解決。
4.3 車門變形分析
采用不同方案進行側碰模擬試驗,車門變形情況如圖12所示。由圖12可看出,采用基礎方案時,被撞一側車門最大位移為432.9 mm,另一側車門對應點位移為75.5 mm,車門內凹357.4 mm;采用改進方案1時,被撞一側車門最大位移為389.9 mm,另一側車門對應點位移為66.5 mm,車門內凹只有323.4 mm,比基礎方案顯著減小;采用改進方案2時,被撞一側車門最大位移為427.3 mm,另一側車門對應點位移為74.1 mm,車門內凹353.2 mm,與基礎方案相比仍有所下降。且采用改進方案2后的防撞梁和B柱加強板的總質量從12.86 kg減小到9.16 kg,車體質量減輕3.7 kg,整車減重達0.28%。
綜合以上分析可知,改進方案2的各項性能均比基礎方案明顯改善。因此,根據改進方案2進行實車側碰試驗,其前門變形情況如圖13所示。由圖13b可看出,前門測量點內凹距離的試驗結果比數值模擬結果略小,二者變形趨勢基本一致,進一步驗證了改進方案2的正確性。
5 結束語
高強度鋼板熱成型技術可極大提高復雜零部件的強度及成型性,已在車身結構中廣泛應用。本文以某型轎車車身側圍車門熱成型防撞梁為例,基于車身輕量化進行了準靜態三點彎曲和動態沖擊數值模擬分析,獲得適合車身結構的高強度熱成型零件優化設計結果,將優化設計零件引入整車進行了側碰仿真對比分析及評價。結果表明,采用熱成型防撞梁替換普通高強度鋼防撞梁后,整車車身側碰抗撞性能大幅提高,B柱侵入量、侵入速度及車門變形情況均有明顯改善,車身質量減輕3.7 kg,實現整車減重0.28%,在保證提高碰撞安全性的同時實現了車身輕量化。
1 Joseph C,Benedyk.Light metals in automotive application.Light Metal Age, 2000(10):34~35.
2 Senuma T.Physical metallurgy of modern high strength steel sheets.Iron and Steel Institute of Japan,2001,41(6):520~532.
3 馬寧,胡平,郭威.高強度鋼板熱成型成套技術及裝備.汽車與配件,2009(45):28~30.
4 D W Fan,H S Kim,S Birosca,B C.De Cooman.Critical review of hot stamping technology for automotive steels.Materials Science and Technology Conference, Detroit, 2007.
5 劉衛民,劉衛國,管立君.某微型汽車側面碰撞安全性能優化.汽車技術,2011(10):24~27.