橢圓管狀鉚釘自沖鉚接工藝研究*
2013-09-04 05:06:54黃志超劉偉燕薛曙光
汽車技術(shù) 2013年6期
黃志超 劉偉燕 薛曙光
(華東交通大學(xué))
1 前言
目前,輕量化已成為發(fā)展節(jié)能汽車的必然趨勢(shì)[1~3]。在車身制造過程中,使用鋁合金、鎂合金和高強(qiáng)度鋼等輕型材料是減輕汽車車身質(zhì)量最有效的途徑。由于輕質(zhì)材料難以點(diǎn)焊,而自沖鉚接作為一種新型、高效的冷沖壓成型技術(shù)成為輕型材料及復(fù)合材料的有效連接方法。
橢圓管狀鉚釘自沖鉚接是一種新型板料連接工藝,板料連接后能獲得光潔的鉚接表面,并能得到良好的靜強(qiáng)度和疲勞強(qiáng)度,是鋁合金車身連接的重要方式。本文利用正交試驗(yàn)方法[4],研究橢圓管狀鉚釘?shù)谋诤瘛⒏叨取⑾蛐穆省⒎胖眯褪健⒍嗣娼嵌群桶辶虾穸冉M合等因素對(duì)自沖鉚接接頭性能的影響,并采用方差分析法分析不不同鉚接參數(shù)對(duì)接頭剖面質(zhì)量和失效形式的影響,得到最優(yōu)工藝參數(shù)組合,為橢圓管狀鉚釘工藝優(yōu)化提供借鑒。
2 試驗(yàn)方案設(shè)計(jì)
橢圓管狀鉚釘自沖鉚接工藝原理如圖1所示。首先將橢圓管狀鉚釘放置于2層金屬板料之間,確保鉚釘?shù)闹行妮S與沖頭的中心軸同軸,沖頭向下移動(dòng),鉚釘上、下兩端分別刺入上下板料,在上、下模具的擠壓下,鉚釘在兩端倒角引導(dǎo)下擴(kuò)張彎曲成喇叭狀形成機(jī)械自鎖,從而實(shí)現(xiàn)連接的目的。
基于車身市場(chǎng)中鋁合金用材及相關(guān)文獻(xiàn),試驗(yàn)中板材選用鋁合金6063,鉚釘選用不銹鋼SUS304,切削加工成符合要求的端部不同倒角鉚釘,如圖2所示。
通過正交試驗(yàn)設(shè)計(jì)方法安排試驗(yàn),進(jìn)行鉚接件搭接、對(duì)接和十字搭接3種接頭型式(圖3)的強(qiáng)度試驗(yàn),并分析鉚接接頭的失效形式及影響鉚接強(qiáng)度的顯著因素。
自沖鉚接質(zhì)量受鉚釘?shù)姆胖眯褪健⒈诤瘛⑾蛐穆省⒏叨取⒍嗣娼嵌燃鞍辶虾穸冉M合等多因素影響[5],如表1所列。由于所考慮和研究的因素很多,所以采用正交試驗(yàn)設(shè)計(jì)DOE(design of orthogonal experiment)分析上述各參數(shù)對(duì)鉚接接頭強(qiáng)度和性能的影響。各因素的水平采用混合水平正交表L18(21×37),如表 2 所列。

表1 影響因素及水平

表2 正交設(shè)計(jì)表
3 拉伸試驗(yàn)結(jié)果與分析
3.1 行程-載荷曲線
按照正交試驗(yàn)設(shè)計(jì)方案進(jìn)行鉚接接頭的拉伸試驗(yàn),采用日本島津制造的AG-250KNX精密萬能拉伸試驗(yàn)機(jī)。3種鉚接型式的拉伸試驗(yàn)裝置如圖4所示。因十字接頭試樣不能直接利用試驗(yàn)機(jī)上的夾具進(jìn)行試驗(yàn),所以設(shè)計(jì)了專用夾具對(duì)十字接頭試樣進(jìn)行夾持。
為消除試驗(yàn)誤差,每種接頭型式均采用3個(gè)試樣進(jìn)行試驗(yàn),然后取試驗(yàn)結(jié)果的平均值。圖5分別為連接雙層3 mm鋁合金6063板料的3種接頭型式的行程-載荷曲線。由圖5可看出,3種接頭的行程-載荷曲線變化趨勢(shì)基本相同,均隨行程的增加載荷逐漸增大;當(dāng)達(dá)到峰值后,隨行程的繼續(xù)增加接頭的載荷逐漸下降,直至試件失效。
從行程-載荷曲線可知,搭接接頭的剪脫強(qiáng)度大于對(duì)接接頭的撕裂強(qiáng)度和十字接頭的剝離強(qiáng)度,其強(qiáng)度是對(duì)接接頭的5~6倍,是十字接頭的3倍左右,這也是實(shí)際中搭接接頭比較常用的重要原因。對(duì)接接頭撕裂試驗(yàn)和十字接頭剝離試驗(yàn)的完全失效位移大于搭接接頭,這說明對(duì)接接頭和十字接頭在失效的過程中能有效地吸收動(dòng)能,具有較大的位移變形量,可防止鉚接點(diǎn)在短時(shí)間內(nèi)徹底斷開[6]。
3.2 接頭強(qiáng)度分析
3.2.1 搭接接頭強(qiáng)度分析
將各影響因素水平作為橫坐標(biāo),搭接接頭拉伸試驗(yàn)的峰值載荷的平均值為縱坐標(biāo),繪出主效應(yīng)圖,見圖6。主效應(yīng)圖可直觀地反映試驗(yàn)結(jié)果隨各因素不同水平的變化趨勢(shì),根據(jù)趨勢(shì)圖的平坦或陡峭程度即可判斷因素的主次[7]。
由圖6可看出,各因素對(duì)試驗(yàn)結(jié)果的影響程度為:鉚釘橫向放置時(shí)的搭接接頭的剪切強(qiáng)度大于縱向放置時(shí)的強(qiáng)度;鉚釘壁厚對(duì)搭接接頭的剪切強(qiáng)度影響較大,因?yàn)楸诤裼绊戙T接的彎曲度,當(dāng)壁厚小時(shí)容易被壓扁,而壁厚太厚則鉚釘不易彎曲,壁厚為水平1和2(即0.8 mm和1.0 mm)時(shí)剪切強(qiáng)度較高;隨鉚釘向心率的增加,剪切強(qiáng)度成增加趨勢(shì);隨鉚釘高度的增大,剪切強(qiáng)度先增大后減小,當(dāng)鉚釘高度為水平2(4.5 mm)時(shí)剪切強(qiáng)度達(dá)到最大值,這是因?yàn)殂T釘高度較小時(shí)鉚接深度小,彎曲度也較小,隨鉚釘高度的增加彎曲度相應(yīng)增加,刺入上、下板料的部分也增加,可獲得較好的鉚接性能,但是鉚釘高度太高會(huì)使板料表面凸起明顯甚至鉚穿板料,因此鉚釘高度應(yīng)根據(jù)鉚接板料厚度組合的情況而定;端面角度對(duì)搭接接頭的剪切強(qiáng)度影響較小,隨端面角度的增大剪切強(qiáng)度略增大;板料厚度組合對(duì)搭接接頭的剪切強(qiáng)度影響較大,隨板料組合厚度的增大,接頭強(qiáng)度相應(yīng)增大。
對(duì)搭接接頭剪切強(qiáng)度進(jìn)行正交試驗(yàn)多因素方差分析。首先計(jì)算各因素和誤差的離差平方和SS,然后求出自由度df、均方MS和F值,最后進(jìn)行F值檢驗(yàn)。搭接接頭的方差分析表如表3所列。表3中,P表示組內(nèi)平均值相等的假設(shè)成立的概率,P越小說明因素對(duì)拉伸強(qiáng)度的影響越顯著。
根據(jù)表3中P值可知,影響搭接接頭剪切強(qiáng)度的因素從大到小的排列順序?yàn)?F(板料厚度組合)、B(壁厚)、C(向心率)、A(放置型式)、D(高度)、E(端面角度),這與直觀分析的結(jié)果一致。其中因素F的P值為0.046,因素B的P值為0.067,因素C的P值為0.075,這說明板料厚度組合、鉚釘?shù)谋诤窈拖蛐穆蕦?duì)搭接接頭的剪切強(qiáng)度影響非常顯著。對(duì)于搭接接頭,剪切強(qiáng)度越高越好,因此選擇參數(shù)A1B2C3D2E3F1為最優(yōu)參數(shù)水平組合,即,橢圓管狀鉚釘橫向放置,壁厚為1 mm,向心率為0.8,高度為4.5 mm,端面角度為60°,2層3 mm板料厚度。

表3 搭接接頭的方差分析表
3.2.2 對(duì)接接頭強(qiáng)度分析
對(duì)接接頭的撕裂強(qiáng)度試驗(yàn)與搭接接頭的剪切強(qiáng)度試驗(yàn)類似,通過拉伸試驗(yàn)機(jī)進(jìn)行單向拉伸測(cè)得靜態(tài)撕裂強(qiáng)度。
將各影響因素水平作為橫坐標(biāo),對(duì)接接頭拉伸試驗(yàn)的峰值載荷的平均值為縱坐標(biāo),繪出主效應(yīng)圖,見圖7。
由圖7可看出,各因素對(duì)靜態(tài)撕裂強(qiáng)度的影響大小順序依次為:F(板料厚度組合)、B(壁厚)、D(高度),C(向心率)、E(端面角度)、A(放置型式)。 鉚釘?shù)姆胖眯褪綄?duì)對(duì)接頭的撕裂強(qiáng)度影響較小;鉚釘壁厚對(duì)對(duì)接接頭的撕裂強(qiáng)度影響較大,在水平1和2(壁厚為0.8 mm和1.0 mm)時(shí)對(duì)接接頭的撕裂強(qiáng)度較高,鉚釘壁厚為1.2mm時(shí),因鉚釘不易彎曲變形,對(duì)接接頭的撕裂強(qiáng)度急劇下降;鉚釘向心率越大,對(duì)接接頭的撕裂強(qiáng)度越低,因?qū)咏宇^主要利用鉚釘與上、下板料間的機(jī)械互鎖作用承受拉伸過程中的撕裂,鉚釘向心率越小,鉚釘?shù)拈L軸與短軸之間的差值越大,抵抗變形的能力越強(qiáng),相應(yīng)地對(duì)接接頭的撕裂強(qiáng)度越大;鉚釘高度越大,對(duì)接接頭的強(qiáng)度越大;鉚釘端面角度對(duì)對(duì)接接頭的撕裂強(qiáng)度影響較小;板料厚度組合對(duì)對(duì)接接頭的撕裂強(qiáng)度有較大影響,板料組合厚度應(yīng)大于鉚釘高度。
對(duì)對(duì)接接頭試驗(yàn)結(jié)果進(jìn)行正交試驗(yàn)多因素方差分析,對(duì)接接頭的方差分析表見表4。

表4 對(duì)接接頭的方差分析表
由表4中P值可知,各因素對(duì)對(duì)接接頭撕裂強(qiáng)度的影響從大到小排列順序?yàn)?F(板料厚度組合)、B(壁厚)、E(端面角度)、D(高度)、C(向心率)、A(放置型式),這與圖7直觀分析的結(jié)果一致。由P值也可知, 因素 F、B、E、D 的 P 值分別為 0.014、0.014、0.035、0.052,遠(yuǎn)小于1,對(duì)試驗(yàn)結(jié)果有較顯著的影響。對(duì)接接頭試驗(yàn)的最優(yōu)方案為A1B1C1D3E3F3,即橢圓管狀鉚釘選擇橫向放置,壁厚為0.8 mm,向心率為0.4,高度為5 mm,斷面角度為 60°,板料厚度組合為2.5 mm、3 mm鋁合金板料。
3.2.3 十字接頭強(qiáng)度分析
十字接頭拉伸試驗(yàn)主要研究鉚接試樣的剝離能力,與搭接接頭和對(duì)接接頭相比,十字接頭在拉伸過程中主要承受徑向載荷,無橫向載荷或彎矩。將各影響因素水平作為橫坐標(biāo),十字接頭拉伸試驗(yàn)的峰值載荷的平均值為縱坐標(biāo),繪出主效應(yīng)圖,見圖8。
由圖8可看出,各因素對(duì)試驗(yàn)結(jié)果的影響程度為:鉚釘橫向放置時(shí)十字接頭的剝離強(qiáng)度稍大于縱向放置時(shí)的強(qiáng)度;隨鉚釘壁厚的增加,十字接頭的剝離強(qiáng)度下降,在水平3(壁厚為1.2 mm)時(shí),峰值載荷最小,這是因?yàn)殂T釘壁厚太大時(shí)不易擴(kuò)張變形,也不易彎曲,所以剝離強(qiáng)度較低;鉚釘向心率對(duì)十字接頭的剝離強(qiáng)度影響較小;隨鉚釘高度的增加,十字接頭的剝離強(qiáng)度呈增長趨勢(shì);鉚釘端面角度在45°~60°時(shí)對(duì)十字接頭的剝離強(qiáng)度影響較小;板料厚度組合對(duì)十字接頭的剝離強(qiáng)度影響較小。
通過進(jìn)一步的方差分析得到十字搭接接頭的方差分析表,見表5。
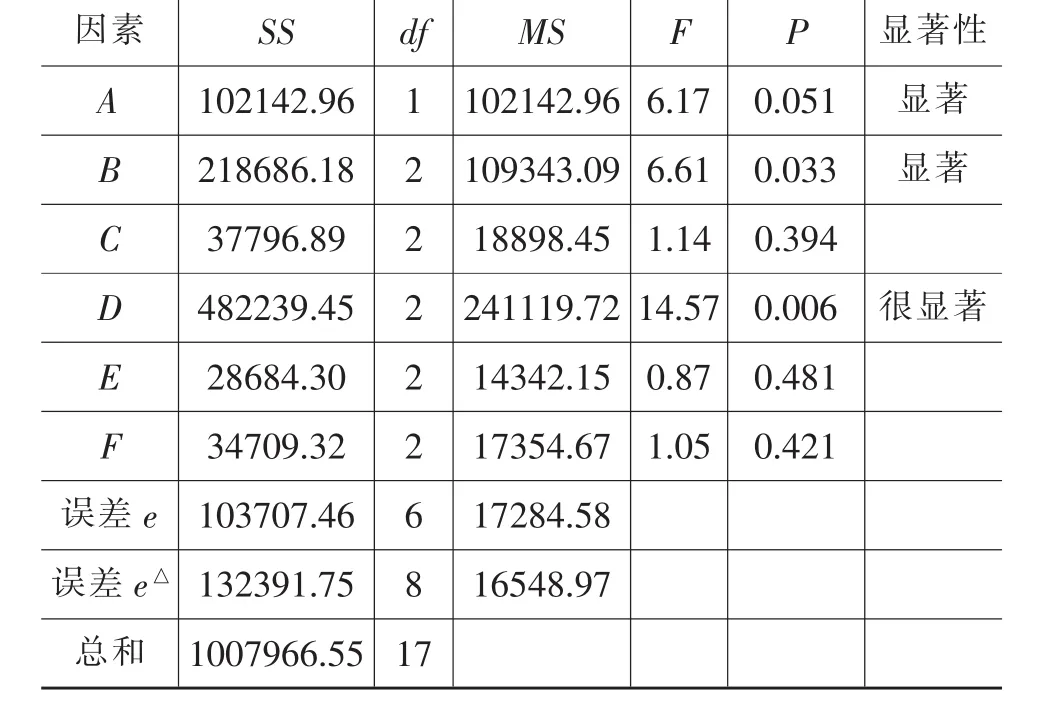
表5 十字搭接接頭的方差分析表
根據(jù)表5中P值可知,各因素對(duì)十字接頭剝離強(qiáng)度影響程度由大到小排列順序?yàn)?D(高度)、B(壁厚)、A(放置型式)、C(向心率)、F(板料厚度組合)、E(端面角度)。因素D的P值為0.006,B的P值為0.033,A的P值為0.051,都遠(yuǎn)小于1,這說明因素D、B、A對(duì)十字接頭的剝離強(qiáng)度影響較顯著,其它因素的P值為0.394~0.481,對(duì)十字接頭的剝離強(qiáng)度影響較小。
4 剖面質(zhì)量分析
鉚接件剖面質(zhì)量直接決定鉚接件性能的優(yōu)劣,鉚接件剖面圖能很好地反映出鉚釘各參數(shù)對(duì)鉚接性能的影響,找出這些因素對(duì)鉚接件接頭性能影響的原因,并通過優(yōu)化鉚釘參數(shù)可使鉚接性能更佳[8]。根據(jù)正交試驗(yàn)設(shè)計(jì)表,在不同工藝參數(shù)(表2的ER1~ER18)下進(jìn)行自沖鉚接,得到接頭剖面圖如圖9所示,圖9中的編號(hào)1~18為表2中參數(shù)ER1~ER18對(duì)應(yīng)的鉚接剖面圖。
結(jié)合表2和圖9可知,橢圓管狀鉚釘橫向放置時(shí)的鉚接件接頭剖面比縱向放置時(shí)的剖面質(zhì)量好。鉚釘壁厚為0.8 mm的剖面質(zhì)量總體上比壁厚為1 mm和1.2 mm的剖面質(zhì)量好。正交試驗(yàn)中鉚釘壁厚為0.8 mm的鉚接件接頭剖面圖編號(hào)為 1、2、3、10、11、12,這些剖面圖有較好的彎曲變形和鉚接深度,剖面中上、下板料的間隙較小。隨鉚釘壁厚的增加,鉚接彎曲度減小,剖面中上、下板料的間隙增大。這是因?yàn)楫?dāng)鉚接壓力一定時(shí),鉚釘壁厚越大,鉚釘越難變形,鉚釘擴(kuò)張變形相對(duì)越小。由圖9還可看出,不同端面角度和不同高度的鉚釘在2層板料中的擴(kuò)張程度不同,剖面質(zhì)量也不同。
5 接頭典型失效形式
圖10為不銹鋼SUS304橢圓管狀鉚釘鉚接鋁合金6063板料的主要失效模式。由圖10可看出,當(dāng)鉚接的機(jī)械自鎖強(qiáng)度較低時(shí),鉚釘直接從鉚接接頭處被拉出,出現(xiàn)接頭剝離失效[9],見圖10a;當(dāng)上層板料較薄時(shí),拉伸過程中容易出現(xiàn)上板料撕裂失效 (圖10b),這種失效形式主要是由于下板料比上板料厚,且板料厚度比鉚釘高度大0.5 mm左右,拉伸過程中受到剪切力矩的作用,鉚接深度不一,致使比較薄的上板料發(fā)生翹起,被拉伸力撕裂;圖10c所示為上、下板料都被撕裂,下板料出現(xiàn)鉚接洞現(xiàn)象,這主要由于橢圓管狀鉚釘?shù)南蛐穆瘦^小,長短直徑之差太大,受力矩的作用而使鉚釘偏轉(zhuǎn)并將板料撕破刺出洞。
6 結(jié)束語
以橢圓管狀鉚釘為研究對(duì)象,研究了鉚釘各因素對(duì)自沖鉚接接頭性能的影響。
a.分析了不同鉚接接頭型式的載荷-行程曲線變化趨勢(shì),可知搭接接頭的強(qiáng)度為對(duì)接接頭的5~6倍,是十字接頭的3倍左右。
b.采用方差分析法對(duì)鉚接靜強(qiáng)度進(jìn)行了分析,當(dāng)鉚釘高度與鉚接板料厚度組合相近時(shí)鉚接強(qiáng)度最高;鉚釘?shù)谋诤窈拖蛐穆蕦?duì)鉚接靜強(qiáng)度影響較顯著;鉚釘?shù)姆胖眯褪胶投嗣娼嵌葘?duì)拉伸試驗(yàn)結(jié)果有一定影響。
c.鉚接接頭主要存在剝離失效和板料撕裂失效2種失效形式。自沖鉚接工藝優(yōu)化要綜合考慮鉚接接頭的剖面質(zhì)量、失效形式和靜強(qiáng)度等評(píng)價(jià)指標(biāo)。
1 劉瑞軍,李雙義.自沖鉚接技術(shù)在汽車車身輕量化中的應(yīng)用.汽車技術(shù),2004(11):32~36.
2 黃志超.板料連接技術(shù)進(jìn)展.鍛壓技術(shù),2006,32(4):119~121.
3 Abe Y,Kato T,Mori K. (2009)Self-piercing riveting of high tensile strength steel and aluminum alloy sheets using conventional rivet and die.Journal of Materials Processing Technology, (209):3914~3922.
4 金鑫,李永兵,樓銘.基于正交試驗(yàn)的鋁合金-高強(qiáng)鋼異種金屬自沖鉚接工藝優(yōu)化.汽車工程學(xué)報(bào),2011,1(3):185~191.
5 李曉靜,李雙義.半空心鉚釘自沖鉚接工藝的試驗(yàn)研究.汽車技術(shù),2004(5):21~24.
6 李永利.鋁板件自沖鉚接的試驗(yàn)分析.內(nèi)蒙古工業(yè)大學(xué)學(xué)報(bào), 2009, 28(3):204~208.
7 黃舒彥.鋁鋼異種金屬自沖鉚接工藝與質(zhì)量評(píng)價(jià)研究:[學(xué)位論文].上海:上海交通大學(xué),2011.
8 Wang J W, Liu Z X.(2011) Self-piercing riveting of wrought magnesium AZ31 sheets.Manufacturing Science and Engineering, (133):0310091-0310099.
9 鐘毅,林鍵.自沖鉚接接頭拉剪強(qiáng)度的數(shù)值模擬研究.材料工程,2011(11):18~22.
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
今日農(nóng)業(yè)(2021年17期)2021-11-26 23:38:44
食品安全導(dǎo)刊(2021年21期)2021-08-30 08:21:30
當(dāng)代陜西(2021年12期)2021-08-05 07:45:46
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
冰雪運(yùn)動(dòng)(2016年4期)2016-04-16 05:54:56
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
