大型堿回收爐燃燒供風系統
2013-09-10 10:14:36曹春華
中國造紙 2013年1期
曹春華
(中國中輕國際有限公司,北京,100026)
制漿造紙的業內人士都知道,大型堿回收爐的燃燒供風系統通常包括一次風、二次風和三次風。一次風氧化墊層中的碳,釋放熱量,還原芒硝并使墊層保持合理形狀;二次風補充氧氣,燃燒從墊層上揮發的可燃物,在爐膛焙燒區產生高溫,維持爐內適合的干燥和燃燒;三次風封閉爐膛上部,控制飛失及燃盡煙氣,減少臭氣的排放。燃燒供風系統對于堿回收爐非常重要,直接影響鍋爐的燃燒情況,進而會影響煙氣排放、鍋爐效率、過熱蒸汽量、熔融物的芒硝還原率、燃燒飛失及過熱器掛灰等[1-2]。
如何保證堿回收爐擁有高效的燃燒供風系統,這需要堿回收爐燃燒供風系統設計合理,生產操作者正確的操作運行,以獲得合適的工藝參數,使堿回收爐正常高效燃燒。這些工藝參數包括:與燃料匹配的總風量,各次風的比例和風壓,而這些參數又會對墊層燃燒產生影響。筆者通過分析目前我國運行的主要堿回收爐,尤其是大型堿回收爐,以分析燃燒供風系統的設計理念和趨勢,獲得良好的運行參數。
1 燃燒供風系統簡介
堿回收爐燃燒供風系統的設計理念和操作規程是:在堿回收爐適合的干燥燃燒區域,提供數量、溫度和壓力都適合的空氣,并能獲得適合的風吹入方式(即有的風需要必要的擾動或湍流,而有的風則不需要太大的擾動)。為達到這些要求,需要風機吸入口(含消音器、風流量測量裝置)、送風機、風加熱器、輸送風道、堿回收爐環形風道、堿回收爐入風口、風流量調節擋板和風壓調節擋板等設備和元器件之間的合理設計配合。
1.1 一次風系統
一次風通常位于爐底以上0.9~1.2 m、黑液噴槍以下,并在墊層附近從四壁送入堿回收爐,采用熱風、適度風壓。其作用是提供用以部分氧化墊層中碳的氧氣,釋放熱量還原芒硝并保持爐底墊層合理的大小、形狀,維持堿回收爐燃燒所需的溫度。
一次風要求有相對準確的流量,溫度不能過低,氣流平穩,既要跟墊層表面產生有效的接觸,維持墊層燃燒所需的氧氣,與墊層表面的黑灰發生反應;但又不能對墊層產生擾動,影響到墊層的形狀。因此,一次風系統的控制是在保證風量的同時,合理調節一次風的風壓和溫度。典型的一次風系統的風嘴是數量很多、尺寸較小的風嘴,緊密地布置在堿回收爐爐膛的四面墻上。
1.2 二次風系統
二次風位于爐底以上2.5~4.5 m,通常分高位(上)二次風和低位 (下)二次風進入,在黑液噴槍以下,墊層上方,從前后墻送入堿回收爐,采用熱風、高風壓。低位二次風的作用是在墊層上方補充氧氣,燃燒墊層中的揮發可燃物,起到控制墊層高度的作用;高位二次風的作用是維持焙爐區域燃燒所需要的高溫區,利于下降黑液的干燥。
二次風也要求有相對準確的流量,溫度不能過低,氣流平穩,既要穿透爐膛,與爐膛中的全部可燃物接觸,充分混合促進化學反應;又不能擾動墊層或大量增加墊層表面局部的氧氣濃度。因此,二次風的設計,應避免在爐膛中心形成高速上升的煙氣溝流,以避免產生飛灰。典型的二次風系統的風嘴是數量比較少、尺寸比較大的風嘴,布置在爐膛的前后墻上。
1.3 三次風系統
三次風通常位于黑液噴槍以上2~3.5 m,采用冷風,高風壓,其氣流必須有強烈的湍流,使空氣與爐膛下部產生的煙氣密切混合。作用是提供充足的氧氣去燃燒上升煙氣中殘余的可燃有機物 (包括可燃氣體及未燃盡黑灰);并燒掉總還原硫化物 (TRS),減少臭氣排放。三次風氣流,要控制有少量的過剩空氣,以保證煙氣中的可燃物 (CO和TRS)完全燒掉;并可控制堿回收爐爐膛出口的煙氣溫度。
典型的三次風系統的風嘴也是數量比較少、尺寸較大的風嘴,布置在爐膛的前后墻上。
圖1所示為堿回收爐爐膛示意圖。
2 燃燒供風系統風量比例分配
2.1 初期的堿回收爐風量配比
堿回收爐采用三次供風系統,一次、二次風風嘴是四面墻布置,并位于黑液噴槍以下的焙爐區,三次風采用兩側墻或前后墻布置,這種方式被堿回收爐的供貨商普遍采用。最初的堿回收爐供風比例分配
中,堿回收爐設計者普遍認可采用大風量、低墊層燃燒,即一次風風量大。20世紀七八十年代,國內外的資料認為[3],一次風量占燃燒總風量60%~70%,二次、三次風風量占30%~40%,來滿足大風量、低墊層的燃燒。武漢鍋爐廠設計的50~300 t/d(風干)的中小型堿回收爐 (即絕干黑液固形物大約75~450 t/d)時,一次、二次、三次風的比例分配是:一次風占50%,二次風占35%,三次風占15%。對于當時的條件,堿回收爐規模較小,爐膛的爐底面積小,這種風的配比基本上能滿足要求[4]。例如吉林造紙廠于1983年12月投入運行的WGZ75/39-9(武漢鍋爐廠生產)堿回收爐,其配風比例就是按此設計。
隨著堿回收爐的生產運行,業內人士逐漸發現,一次風風量太大時,會使墊層不穩定,并導致飛灰增加,尤其是當堿回收爐負荷比較大時。因此,堿回收爐供貨商在設計堿回收爐時,逐漸把風的比例分配調整為典型的4∶5∶1的方式,即一次風占燃燒總風量40%,二次風量占50%,三次風量占10%。例如:武漢鍋爐廠在2000年以后供貨的300~350 t/d(絕干)緬甸項目和廣寧項目,都是采用的這種典型的風分配方式。
2.2 目前的堿回收爐風量配比
2.2.1 一次風

圖1 堿回收爐爐膛示意圖
近年來,隨著制漿造紙單條生產線規模的加大,很多大型堿回收爐 (進口和國產)也隨之被建立起來。當業內的堿回收爐設計者試圖將中小型堿回收爐的風比例分配方式模型用于大型堿回收爐時,發現這種方式已經不適用。這是因為中小型堿回收爐的一次風比例較大,一次風在墊層附近送入,風量過大,擾動墊層,引起墊層物質的飛濺和飛失過多,在煙氣中形成大量飛灰,進而使過熱器、省煤器積灰嚴重,加劇尾部飛失。合理的一次風比例對堿回收爐的正常運行起著至關重要的作用。
進一步可解釋為,一次風是在黑液噴槍下方進入爐膛,并發生氧化還原反應,然后會在爐膛內形成一個上升的煙氣溝流,這個煙氣溝流在上升過程中帶著大量黑液顆粒一起上升。如果上升的煙氣流的速度適中時,黑液顆粒在上升過程中會被完全燃燒掉;但如果上升的煙氣流速度較快時,就會在煙氣中形成大量飛灰。而導致上升煙氣流的速度快的主要原因是一次風風量偏大。
筆者列舉2臺武漢特鍋廠生產的堿回收爐來解釋這一現象。
緬甸大巴漿廠堿回收爐,設計生產能力360 t/d(絕干),理論燃燒空氣量69000 m3/h,按照4∶5∶1的空氣配比方式,可計算一次風量為19.2 m3/s,爐膛尺寸5.2 m ×5.2 m;赤天化漿廠堿回收爐[5],設計生產能力1500 t/d(絕干),理論燃燒空氣量323000 m3/h,按照4∶5∶1的空氣配比方式,可計算一次風量為59.7 m3/s,爐膛尺寸9.76 m ×9.76 m。
計算的假設模型:2臺堿回收爐正常燃燒,在爐膛中形成理想墊層,并距水冷壁約1 m,一次風沒有擾動墊層,到達墊層后即形成上升的煙氣流柱,計算結果見表1。計算結果表明,緬甸大巴漿廠一次風處煙氣流速是4.9 m/s,而同樣方式計算的赤天化項目一次風處煙氣流速則高達7.3 m/s。這個計算數值非常大,從理論假設模型計算肯定會導致飛灰嚴重,而赤天化漿廠剛開機時也確實如此,后來生產操作調整供風比例為35%左右。這說明一次風量偏大確實是導致飛灰嚴重的重要原因之一。

表1 堿回收爐正常燃燒一次風風量計算
究其原因,是因為大型堿回收爐爐膛截面固形物負荷和爐膛截面熱負荷要遠大于中小型堿回收爐。本案例中赤天化漿廠的堿回收爐設計者還比較保守,爐膛截面固形物負荷和爐膛截面熱負荷分別為 15.7 t/(m2·d)(絕干)和 2.5 MW/m2。對于國外供貨商的大型堿回收爐,爐膛截面固形物負荷和爐膛截面熱負荷分別達到達到19 t/(m2·d)(絕干)和3 MW/m2,如果按照這個數據計算,一次風量將會進一步降低。
表2為我國近年進口的大型堿回收爐風配比情況。
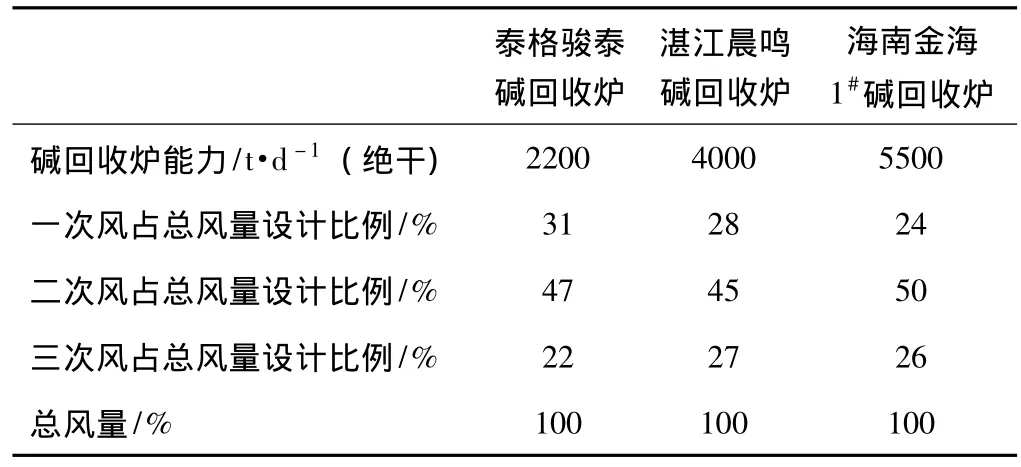
表2 我國近年進口的大型堿回收爐風配比情況
2.2.2 二次風
近些年來,大型堿回收爐并沒有對二次風的比例做出什么調整,二次風所占燃燒空氣的比例基本上維持在45%~50%的水平上。這是因為二次風要保證與可燃物充分接觸,使之發生化學反應有比較充足的氧氣供應,要保證一定的流量,所以流量不能少;同時二次風要求必須穿透爐膛,與全部可燃物及煙氣接觸混合,促進化學反應,二次風采用45%~50%的設計比例是合適的。但是大型堿回收爐二次風布置由四面墻改為前后墻,減少風嘴數量,采用大風嘴噴口、高風壓,且分為上下層進風,增加了供風與煙氣的混合,降低爐膛煙氣上升煙氣速度,提高了焙爐區水冷壁的傳熱系數。
從表2二次風占總風量設計比例中可以看出,大型堿回收爐二次風的比例沒有什么變化。雖然比例不變,但這些堿回收爐都在設計上把二次風分成了兩層來供風,分別是高位 (上)二次風和低位 (下)二次風,兩層風之間相距1~1.5 m。這種設計的好處是,首先,堿回收爐的規模增加,二次風維持在50%的燃燒空氣比例,總的二次風流量會比較大,如果做到燃燒空氣穿透爐膛,而又不擾動墊層的話,就會要求二次風環形風道噴嘴做的非常大,這樣兩層進風就解決了這一問題。其次,堿回收爐規模增加,爐膛相對比較高,二次風用一層來供風時,堿回收爐的穩定燃燒對二次風很敏感,調節起來不方便。如果采用高位、低位二次風來控制時,就能有效解決這一問題。高位、低位二次風系統分別采用單獨的風機、加熱器、測風裝置和調節風門等設備和元器件,所以是相對獨立的供風系統。每一層供風可根據堿回收爐燃燒的設計理念和燃料情況,單獨調節風的流量、風壓、風溫,進而獲得期望的風速和射流距離等參數,維持堿回收爐良好的燃燒狀況。之所以把這兩層相對獨立的供風系統都稱為二次風,是因為這兩層風對于堿回收爐燃燒的基本功能都是一致的。在目前的大型堿回收爐中,制漿造紙廠的低濃臭氣還作為一部分補充空氣混入到高位二次風系統,一起送到堿回收爐燃燒;而高濃臭氣送入設在低位二次風標高的專用燃燒器中燒掉。
2.2.3 三次風
三次風的主要功能是以增加氣流的湍動性,促進空氣與上升煙氣及未燃盡黑灰的混合,這與一次風和二次風的作用不同。一次風到達墊層邊緣,避免產生擾動墊層的氣流;低位二次風穿透爐膛,避免產生擾動墊層的氣流。而目前三次風普遍采用前后墻,風嘴錯列布置;這種布置會使三次風形成多個旋轉氣流,布滿整個爐膛;其風力可達到對面爐墻的水冷壁,三次風氣流的湍動對上升的煙氣流產生足夠的擾動,達到充分混合,以至于完全燃燒。這層湍動氣流會在爐膛截面中形成比較嚴密的“氣幕”,阻止煙氣的飛灰和未燃盡可燃物 (CO,TRS)等排放,真正對堿回收爐的燃燒起到“氣封”的作用。為達到這些作用,三次風比例分配要加大,才能獲得足夠風壓、風速和射流距離。
海南金海1#堿回收爐、泰格駿泰和湛江晨鳴的堿回收爐的數據 (見表2),其三次風比例已經從傳統的10%~15%增加到22%~27%,等于甚至超過一次風的比例,這已經與原來認知的三次風比例大不相同。
為保證充分、完全的燃燒,堿回收爐內空氣的供給要多于燃料燃燒所需要的氧氣量。因此需要有過剩空氣,而這部分的空氣是通過三次風系統來輸送的。概括地說,三次風系統主要有兩大作用,一是供給充足氧氣,保證完全燃燒;二是“氣封”,降低堿灰及CO、TRS和氮氧化物的排放,并減少飛失,控制爐膛出口煙氣溫度等。
2.3 未來堿回收爐供風比例的發展
三次供風對堿回收爐的燃燒已經比較完善,但對于煙氣中污染物的排放指標卻不是非常的嚴格,如氮氧化物就是這樣。對于通常的大型堿回收爐,當黑液中的N≤0.10%,其煙氣中的NOx排放濃度約為300 mg/m3;當黑液中的N=0.20%,其煙氣中的NOx排放濃度約為500 mg/m3。目前GB13271鍋爐大氣污染物排放標準中,NOx排放濃度為400 mg/m3。
大氣氮氧化物的排放會造成多種環境影響,主要表現在5個方面:氮氧化物自身的污染、臭氧污染、酸沉降、顆粒物污染等問題。燃煤鍋爐通常采用多種爐內和爐外脫硝的方法來減少氮氧化物的排放,對于堿回收爐,比較有效的手段之一是設計第四次供風系統。
對于多層供風系統中沒有四次風的堿回收爐,三次風系統既要保證完全燃燒,又要兼顧環保指標,降低污染物氮氧化物的排放。當環保指標進一步嚴格后,三次風系統的環保作用就有些力不從心了,這時堿回收爐的設計者引入了四次風系統 (也稱作雙層三次風)。四次風在布置上位于三次風之上,并于爐膛高度的1/3處引入燃燒空氣,其風溫應該采用冷風設計,風量應該接近總風量的10%左右。四次風系統增加了整個多層供風系統的級數,有利于氮氧化物的還原,從而降低煙氣中氮氧化物的含量。筆者認為,四次風是三次風燃燒作用的補充,又是其環保作用的延展和加強,能有效降低污染物的排放。
3 燃燒供風系統運行參數
圖2所示為典型的供風系統圖。新鮮空氣通過風機輸送,通過空氣加熱器換熱到預期溫度,然后送到堿回收爐環形風道;經過每個風口的調節風門分配到每個風嘴進入爐膛,完成整個送風過程。從圖2可以看出,可通過測量儀表來監測供風系統的流量、溫度,送風機出口風壓、環形風道風壓等參數。但是風嘴噴口處的流速ω3、壓力P3、溫度T3、射入爐膛距離,這些與堿回收爐燃燒直接相關的重要參數,卻不能直接從測量儀表中得出。這些不能直接測量的參數,筆者稱其為“隱性參數”;能在系統直接顯示的參數,稱其為“顯性參數”。隱性參數和顯性參數究竟是怎樣的關系,當DCS控制系統監控到顯性參數變化時,會對隱性參數帶來哪些變化,并且對堿回收爐的燃燒又會帶來哪些影響,這是下面要討論的問題。

圖2 典型的供風系統圖
3.1 風溫
3.1.1 傳統供風溫度
最初的普遍共識是,一次風和二次風的入爐風溫控制在150~200℃,三次風的風溫控制在30~150℃。這是因為一次風和二次風不需要太高的流速和風壓,不能對墊層產生擾動,故要求用熱風進入爐膛,而三次風恰恰相反,需要湍動氣流和穿透力強的風。
筆者認為,對于同樣的風量和風壓,當風溫是常溫 (即是冷風)時,風的入爐特性相對比較硬,具有剛性,進入爐膛的流速和風壓衰減的慢。所以冷風的射流距離大,穿透力強,產生的效果是擾動和湍流能力強。對于同樣的風量和風壓,當風溫是熱風 (約150℃)時,風的入爐特性就相對比較軟,具有柔性,進入爐膛的流速和風壓衰減的快。所以熱風的射流距離小,穿透力弱,因此也就不會產生很大的擾動。
因此,目前一次風和二次風的溫度普遍都是用中壓蒸汽和低壓蒸汽兩段來加熱空氣到150℃作為入爐燃燒空氣。風溫采用約200℃的入爐空氣通常是利用蒸汽和煙氣兩段來加熱,目前在堿回收爐設計中已經基本不用了。現在設計和運行的堿回收爐三次風,基本上都是采用常溫風即冷風,而不是熱風,充分利用冷風的特性,對堿回收爐的燃燒起到湍動和氣封的作用。對于在設計中可能采用四次風設計的堿回收爐,通常也會利用冷風的特性而采用冷風設計。
3.1.2 新型高溫供風
一般的堿回收爐供風系統中,黑液噴槍以下的燃燒空氣 (包括一次、二次風和低濃臭氣),溫度大約是150℃;黑液噴槍以上的燃燒空氣溫度大約是30℃。特大型堿回收爐中,新型供風系統的高性能特征,促使設計者把各個層面的燃燒空氣溫度提高到185~190℃,其他相關參數也提高一個層次。例如,主蒸汽溫度490℃、壓力9.2 MPa的堿回收爐設計中,其鍋爐給水用中壓蒸汽加熱到140~160℃;入爐的燃燒空氣,包括一次、二次、三次風,外網來低濃臭氣,溶解槽尾部洗滌器產生的尾氣在送入堿回收爐前,分別用低壓蒸汽LP(0.35 ~ 0.5 MPa)、中 壓 蒸 汽 MP1(0.85 ~1.2 MPa)、中壓蒸汽 MP2(2.5~3.5 MPa)三段加熱,使燃燒空氣溫度達到185~190℃入爐。這時,省煤器煙氣出口溫度約194℃。
3.2 風壓和風速
3.2.1 公式推導
在討論入爐空氣風壓和風速關系之前,筆者先按照圖2設定幾個狀態和參數:①風機出口空氣:P1,T1,ω1,ρ1;②環形風道 (入爐前)空氣:P2,T2,ω2,ρ2;③風嘴噴口 (入爐處)空氣:P3,T3,ω3。
Q為工況下風量,m3/s;Qs為標準狀態下風量,m3/s;ρ為工況下空氣密度,kg/m3;ρs為標準狀態下空氣密度,ρs=1.293 kg/m3;T為空氣溫度,℃;ω為空氣速度,m/s;S為空氣流通截面,m2;P為空氣風壓,Pa;F為風門阻力,Pa。
根據有關公式,推導出風門阻力與有關參數之間的相互關系為:
F正比于標準狀態小流量的平方 (Qs2)
F反比于空氣流通截面的平方 (S2)
由推導可知,風門阻力F與標準狀況流量Qs的平方成正比,與空氣流通截面S(即風門總面積)的平方成反比,與環形風道溫度T2成正向遞增關系,與環形風道壓力P2成反向遞減關系。因為所以風門阻力F與標準狀況下流速的平方成正比。
由此可知,風門出口風壓P3相對于環形風道壓力P2、標準狀況流量Qs、空氣流通截面S、環形風道溫度T2之間的相互關系,利用計算機很容易畫出曲線。從上述的描述中,理論上解釋了本文3.1中的當溫度增加時,其射入爐膛距離會減小,即冷風比熱風的穿透力強的緣故。
3.2.2 參數數值
良好的燃燒供風系統,需要控制好環形風道風門入口的隱性參數,如流速ω、壓力P、溫度T、射流距離L。這些參數彼此之間存在著關聯,一個參數的調整和變化,可能會帶動多個參數的改變,每個參數的變化都會給堿回收爐的燃燒帶來不同程度的影響,因此鍋爐操作者必須要清楚,每個參數的調整將會帶來的變化。合適的參數設定,不但需要堿回收爐本體設計者考慮鍋爐生產運行的調整范圍,避免出現如風道風門和擋板已經調整到最大幅度,仍然沒有達到設計值;還需要燃燒系統的工藝設計者與鍋爐設計者有效配合,通過不斷地優化設計,充分滿足鍋爐本體燃燒所需達到的參數;需要堿回收爐的操作者多次調整運行,找到最適合的設定參數。
由圖2可知,對于參數溫度T,可以通過調整風加熱器的蒸汽量,進而調整燃燒空氣溫度。對于流速ω,可以通過調整風機入口擋板來控制流量,進而調整流速;并且還可以通過調整環形風道入口風門來控制流速。通常環形風道入口風門為手動調節,風機入口擋板可通過DCS自動調節。對于參數壓力P,其壓力由風機產生,減去消音器、加熱器、流量計、風門等元件的壓力損失,即是進入爐膛的風壓。從系統中可以看出,最直觀監測入爐風壓數值就是環形風道壓力計。對于射流距離L,可以定性地分析出入爐燃燒空氣的風壓高、流速快、溫度低有利于風的穿透性,射流距離L大,反之則小。
筆者通過國內外運行的大型堿回收爐的運行情況和輔助的理論計算,得出燃燒供風系統的設計和運行的壓力和流速的數值,見表3(由于風口的風壓和流速受爐膛截面等很多的因素影響,因此表3中所列出的數據只是大概的范圍)。
3.2.3 變頻供風機的利弊分析
目前運行的大型堿回收爐中,有的供風機采用變頻電機控制,有的沒有采用變頻電機控制,筆者通過討論風機的參數來分析。
風機參數:流量Q、轉速n、功率N、壓力P。

表3 燃燒供風系統的設計和運行的壓力和流速
風機的比例定律:流量Q與轉速n成正比;風壓P與轉速n的平方成正比;功率N與轉速n的三次方成正比。即Q正比于n;P正比于n2;N正比于n3。
一次、二次、三次風機采用變頻電機控制設計,這種設計是從節能的角度上考慮。燃燒供風系統的風機傳統的調速方法是通過調節入口或出口的擋板開度來調節給風量,其輸入功率大,且大量的能源消耗在擋板截流過程中。根據風機的比例定律,當所要求的流量Q減少時,可調節變頻器輸出頻率使電動機轉速n按比例降低。這時,電動機的功率N將按三次方關系大幅度地降低,比調節擋板節能40%左右,從而達到節電的目的。
但筆者卻對燃燒供風系統的送風機采用變頻控制有不同意見,因為這種設計關注了能源的節約,但卻忽略了堿回收爐本體燃燒的復雜性。從上述的論述中,可以看出送風系統的入爐風壓對于堿回收爐燃燒是比較關鍵的參數,流量Q減少時,會使電動機轉速n降低,電動機功率N下降,但也會導致風機的風壓產生比較大的變化,增加了堿回收爐燃燒操作調節的復雜性。根據風機的比例定律,風機的流量Q與轉速n成正比,壓力P與轉速n的平方成正比,功率N與轉速n的立方成正比。也就是說流量的下降,使能量消耗按三次方關系下降,但也使風機出口風壓按照平方的關系下降。通常堿回收爐負荷降低時,燃燒空氣需要量下降,但不希望爐膛入口風壓很大程度的下降,這勢必影響堿回收爐的燃燒。筆者認為,當考慮了由于堿回收爐負荷降低、風流量下降,而使電動機轉速下降來節能時,就已經主觀地認為堿回收爐長期會處于低負荷運行狀況。近些年來,隨著大型制漿造紙廠的發展,堿回收爐發揮著越來越關鍵的作用。所以當整個漿廠正常運行后,不但很少遇到堿回收爐長期低負荷運行的情況,還經常會面臨長期高負荷、甚至短期超負荷運行。這是因為堿回收爐通常是整個漿廠提產的瓶頸之一。
例如,西南某漿廠的堿回收爐供風機的設計采用變頻控制,在初期的運行時,由于各種原因其燃燒的負荷沒有達到設計負荷的80%,供風量下降,變頻控制使供風機的電動機轉速下降以降低風流量,相應地風壓呈平方下降,造成一次風、二次風和三次風的環形風道風壓都無法滿足燃燒的正常要求。一次風風壓僅達到0.30 kPa左右,嚴重地影響墊層正常燃燒;低位二次風風壓1.40~1.52 kPa,風壓太低,無法穿透爐墻,造成爐膛溝流,燃燒不完全,飛失增加;高位二次風風壓2.49~2.61 kPa,風壓不足,無法穿透爐墻;三次風風壓偏低,又使氣封爐膛煙氣動力不足,加重了煙氣飛失等。筆者建議燃燒供風系統的送風機可不必采用變頻控制。
3.3 墊層控制
堿回收爐芒硝還原需要有一個還原性氣氛,燃燒的放熱反應可提供保持高溫的熱量。而墊層是硫酸鹽還原的區域,墊層控制的好壞直接影響了還原率。墊層表面的黑灰與一次風和低位二次風接觸發生燃燒的氧化反應,墊層內部的熔融物則是維持還原性的環境。因此,一次風和二次風不能產生強烈的擾動墊層作用。在實際生產中,可以通過控制和調節一次風和二次風的流量和壓力來得到滿意的墊層形狀和高度。
例如,一次、二次風的風量和風壓、風溫等來維持墊層燃燒的形狀。墊層表面黑灰的形狀取決于黑灰表面的氧化燃燒速度和爐膛上面黑灰落入墊層的累積速度的差值。如果送風量大、速度快、氧氣多,其墊層黑灰表面的燃燒速度大于黑灰累積速度時,墊層就會越來越小;反之送風量不夠,氧氣量不足,墊層黑灰表面的燃燒速度小于黑灰累積速度時,墊層就會越來越大。因此,一次風、低位二次風對于控制墊層的形狀和大小非常重要。比較理想的墊層形狀是“窩窩頭”狀,墊層邊緣距水冷壁大約1 m左右,也就是一次風風壓和速度所能達到的地方。同樣低位二次風的風量和流速使黑灰燃燒速度累積速度保持平衡,墊層維持一定的高度。但是如果在生產上沒有控制好風量和風速時,就會出現一些極端的狀況。低位二次風風量和風壓不夠時,黑灰墊層就會累積的越來越高,一次風風量和風壓比較大時,在一次風封口附近的墊層就會向爐中心偏移,極端狀況時,就會向墊層中心凹陷,如風量和風壓沒有得到調節,這種狀況就不會緩解并加劇,進而墊層頂部坍塌,而倒向一次風口,導致一次風口被熔融物堵塞。在實際堿回收爐生產操作中,風口被熔融物堵塞是比較嚴重的事故,當情況發生時,必須迅速處理。
4 燃燒供風系統改善的效益
堿回收爐燃燒供風系統非常重要。必須充分認識到這一點,對大中型堿回收爐的燃燒供風系統合理的設計和改進,將會獲得明顯的經濟和社會效益。改善供風系統的成本較低,因為供風系統的技改和優化,很少涉及到壓力部件的施工,停機時間短。但其獲得的效益卻是非常顯著,改善供風系統能提高處理黑液固形物的能力,提高產汽量,以提高堿回收爐產能;多層次送風系統顯著降低煙氣流速,消除爐膛煙氣上升的“溝流”,加強了風與煙氣的混合,增加煙氣停留時間,從而使TRS排放減少,爐膛飛失減少;同時能改善過熱器的積灰情況,進而減少堵灰和停機除灰的頻率,并節省吹灰蒸汽;能降低過熱器入口煙氣溫度,減少過熱器管結垢和腐蝕等。
5 結語
堿回收爐燃燒供風系統是一個非常復雜的過程,本文只是試圖分析燃燒供風系統有關參數的產生和對堿回收爐燃燒的影響。就系統本身而言,其會對堿回收爐的鍋爐效率、還原率和煙氣的排放等產生影響,不再贅述。有待于堿回收爐的設計者、操作者和其他從業者不斷地學習、摸索和總結,以逐漸提高堿回收爐的運行性能。
[1]格林R P,霍夫G.堿法制漿化學藥品的回收[M].潘錫五,譯.北京:中國輕工業出版社,1998.
[2]馬科隆E W,格雷斯T M.最新堿法制漿技術[M].曹邦威,譯.北京:中國輕工業出版社,2007.
[3]Kari Haaga,Jouko Putkonen.應用于大型漿廠的現代堿回收爐技術[J].中國造紙學報,2004,19(增刊):267.
[4]Jerry Yuan.Computer Modeling of Recovery Boilers and New Designs of Combustion Air System[J].China Pulp & Paper,2009,28(8):39.
袁建偉.堿回收鍋爐的計算機模擬及在燃燒系統設計上的應用[J].中國造紙,2009,28(8):39.
[5]YANG Du-ming,DENG Tian-wen,YUAN Ying-kai.Improving the Continuity&Stability of the Large Scale Bamboo Pulping Black Liquor Recovery Boiler Running[J].China Pulp & Paper,2011,30(5):42.
楊篤明,鄧天文,袁迎凱.提高大型竹漿黑液堿回收爐運行連續性與穩定性的探討[J].中國造紙,2011,30(5):42. CPP
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
家庭影院技術(2017年9期)2017-09-26 03:41:45
當代化工研究(2016年9期)2016-03-20 16:22:15
