硝酸吸收塔制造工藝方案
2013-09-11 02:41:06樊立強
山西化工 2013年1期
樊立強
(山西豐喜化工設備有限公司山西 永濟 044500)
硝酸吸收塔的作用是將來自冷卻器的NO2與塔內的H2O、O2經反應后轉化為質量分數為63.5%左右的硝酸。其主體材質為 S30403、S30403II。S30403具有優秀的抗晶間腐蝕能力,使用溫度-196℃ ~800℃。該設備具有直徑大、壁薄、內件重、易變形、冷卻盤管結構復雜等特點,制作質量要求高。為保證制作及安裝過程中塔體圓度、直線度,塔盤的水平度、平面度,冷卻盤管成形后的圓度及其與連箱管板的內孔焊接質量等,本文對該設備的制造、組裝、焊接、無損檢測和水壓試驗、氣密性試驗的過程制定了工藝方案和控制措施。
1 設備制造工藝方案
1.1 設備技術特性及設計特點
1.1.1 設備技術特性(見表1和表2)
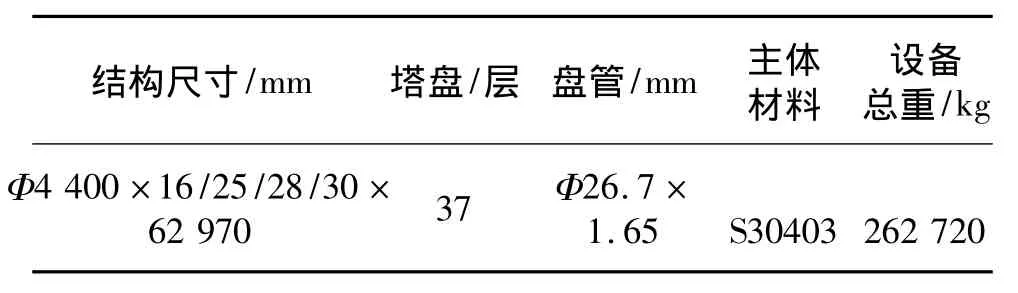
表1 硝酸吸收塔的規格

表2 硝酸吸收塔的技術特性
1.1.2 設備設計特點
該設備殼側介質為質量分數63.5%的硝酸。如果采用傳統的管穿入管板前端焊接而成的接頭,則因管板與管之間有間隙而容易產生縫隙腐蝕。為解決此問題,該設備設計要求管板與管的連接方式采用內孔焊焊接。為保證內孔焊焊接質量,要求對內孔焊焊接接頭進行100%射線探傷。為防止硝酸可能引起的晶間腐蝕破壞,設計規定與介質接觸的材料均選用超低碳Cr-Ni奧氏體不銹鋼,并對固熔狀態下的母材敏化試樣進行晶間腐蝕試驗,對焊縫焊態下的試樣進行晶間腐蝕試驗,試驗方法按GB/T 4334-2008進行,合格指標為5個周期的平均腐蝕率或3個周期的最大腐蝕率≤0.6 mm/a。
設計要求塔內安裝37層塔盤,在第1層~第7層塔盤上,每層安裝4層復合盤管;在第8層~第10層塔盤上,每層安裝3層復合盤管;在第11層~第18層塔盤上,每層安裝雙層復合盤管;在第19層~第32層塔盤上,每層安裝單層復合盤管。
1.2 設備制造、檢驗和驗收的標準規范
設備制造過程執行TSG R0004《固定式壓力容器安全技術監察規程》、GB150.1~4-2011《壓力容器》、HG20652-1998《塔器設計技術規定》、JB/T4710-2005《鋼制塔式容器》和NB/T47015-2011《壓力容器焊接規程》等17個標準。各標準執行時,優先按就高和就嚴的標準執行;所采用的標準、規范和技術條件、施工圖紙及其技術要求等發生矛盾時,按要求較高者執行;賣方對執行標準、規范和技術條件、施工圖紙及其技術要求等的變更須征得買方及設計方的認可。
1.3 設備材料的要求
1.3.1 板材
設備主體所用S30403板材應滿足GB24511-2009《承壓設備用不銹鋼鋼板及鋼帶》中的規定,固熔狀態供貨。S30403鋼板化學成分、力學性能、供貨狀態、表面質量及材料存放等按相應的標準執行。
1.3.2 鍛件、鋼管的化學成分及力學性能
S30403鍛件和鋼管的制造、檢驗、驗收應分別符合NB/T47010-2010《承壓設備用不銹鋼和耐熱鋼鍛件》、GB13296-2007《鍋爐、熱交換器用不銹鋼無縫鋼管》的規定要求。
1.3.3 焊接材料
焊接采用電弧焊和埋弧焊。本設備主要材料為S30403、S30403Ⅱ鍛件,應根據上述材料的化學成分、力學性能和其他相關要求選用或按NB/T47015-2011《壓力容器焊接規程》的規定選取焊接材料。
1.4 設備主要制造工藝
采取根據運輸情況將塔分成4段分別制造、現場合攏組對的施工方案。分段要求如下:1)按焊接工藝要求加工、清理分段處坡口,進行預組裝。組裝后的外形尺寸偏差應符合工藝文件要求,分段處應有明顯的組對標記。同時,注明設備0、90、180、270°位置線。2)分段處相近塔盤支撐點焊,以利于現場組裝環縫。為防止焊接變形對口環焊縫組裝的影響,分段端面1 500 mm范圍內的人孔和大接管應在廠內開孔,且待設備現場對口環縫組焊后再進行焊接。3)為防止分段筒體運輸變形,分段處采取支撐措施予以加固。
在用戶安裝現場使用吊車、轉臺完成三道合攏環焊縫的臥置組對、焊接、無損檢測,利用大吊車完成整體吊裝就位及設備的最終立置水壓試驗。
1.4.1 設備加工的一般要求
制造時應開辟專用不銹鋼場地,并且保證場地干凈整潔。
1.4.2 繪制排版圖
根據圖樣、材料幅面尺寸及容器開孔位置合理用料,并以盡量減少焊縫的原則進行排版。同時,對筒節的編號、尺寸等作出規定,并符合容器規范的要求。
1.4.3 下料
1)應按圖樣及工序過程卡核對材料標記、材質、規格,檢查材料表面質量。
2)筒節周長按封頭實測周長下料,遵循筒體內壁對齊的原則,且留出焊縫收縮量。
3)不銹鋼下料時,禁止在切割線內用針劃線打沖眼,不得用含硫和氯化物的記號筆、油漆涂寫字樣等,但可用紅、藍鉛筆及記號筆或粉筆彈線。
根據施工圖給定的筒體長度,采用定長、定寬雙定尺板,從合格供方單位采購材料。筒體A類焊接接頭的坡口均采用刨邊機刨出和立車加工,坡口型式采用經評定合格的焊接工藝。由于該塔直徑大、壁薄、內件重,剛度相應不足,所以,從下料開始就必須控制筒體的變形。應按中徑展開長度下料,并考慮一定的焊縫收縮量,每張鋼板對角線之差不得大于2 mm,每筒節的拼接鋼板對角線之差不得大于4 mm。筒體卷制前,用1 000 t油壓機進行板頭預彎,并制作弦長不小于1 000 mm的樣板檢測,壓頭預彎的R值必須符合樣板要求。筒體卷制過程中,利用卷板機的計算機控制系統計算出每次的最佳下壓量,并用行車吊起托輥后托于筒體弧段的頂部,以減少筒體自重的影響。縱縫焊接后進行校圓,保證每節筒節的圓度不大于25 mm。卷制及校圓過程中,應利用樣板進行筒體的圓度偏差檢驗,控制樣板與筒體內壁的最大間隙不大于2 mm。每節筒體圓度、直線度檢驗合格后,在筒體兩端部150 mm處用內支撐圈進行加固,支撐圈與環焊縫之間的距離不可太大,以避免組對時因錯邊量太大而強行組對,同時增加環焊縫處筒體的剛性,減小焊接應力變形。每段筒體的筒節全部組裝焊接、檢驗合格后,標出每段筒體直線度偏差最大值的所在方位,以便后續分段筒體組對時每段筒體直線度偏差對稱分布,將設備總體直線度控制在許可范圍內。
1.4.5 上、下球形封頭的制作
球殼板購買成品。球殼板的制造、檢驗、檢測應符合GB12337-1998《鋼制球形儲罐》等規定。回廠后,對球殼板按GB50094《球形儲罐施工規范》的要求進行復驗。合格后,按鉚工工藝及焊接工藝組焊成形。表面質量、幾何尺寸、焊接質量等滿足相應的標準為合格。
1.4.6 盤管成形
圖紙盤管彎曲半徑 R=60mm,管子規格Φ26.7 mm ×1.65 mm,R/d=2.25 < 2.50。彎管采用輔助工裝,并采取一定的措施,以保證彎曲后的管子圓度符合要求。
1.4.7 塔盤安裝
應確保塔盤的平面度、相鄰塔板之間的距離及任意兩塔盤板之間距離的允差滿足相應標準要求。現場組裝部分按《現場組對工藝方案》。
經濟是政治的基礎,政治是經濟的集中表現。在此意義上,作為政治文明發展到一定時期出現的協商民主,也是經濟形態演進的必然產物。多樣化的經濟形態和經濟利益,是國內外協商民主得以彰顯的內在致因。
1.5 設備的焊接
施焊前,按NB/T47014《承壓設備焊接工藝評定》進行合格的焊接工藝評定,并由持有相應項目有效資質的焊工按評定合格的焊接工藝施焊。
1.5.1 焊接材料
所有焊接材料均應符合NB/T47018-2011相關規定的要求。
1.5.2 內孔焊控制要點
1)端面加工:使盤管端面、管板孔端面分別與其中心軸線垂直度的偏差小于0.1 mm。
2)端面清理:裝配前,嚴格清理毛刺、油污、水分等,并用丙酮清洗待焊接區域。
3)裝配、定位:間隙≤0.2 mm,錯邊量≤0.3 mm。為了確保裝配盤管與管板的同心度,設計了一個專門的定位芯軸(見圖1)。定好位后,用TIG焊不加焊絲在連接處外側對稱地定位焊2點。
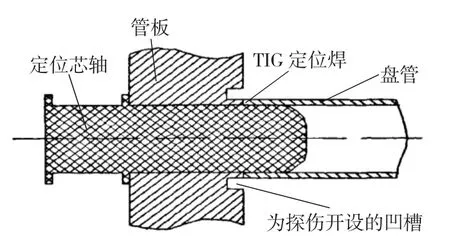
圖1 定位芯軸示意圖
4)焊接工藝:進行各種工藝條件、焊接參數的對比試驗,制訂出最優的焊接工藝方案。
5)焊接:從管板側送入內孔焊槍頭,調整好焊接工藝參數以及鎢極與焊口的軸向距離和徑向距離,開啟氬氣保護,打開焊機電源進行施焊,見圖2。
6)外觀檢查:觀察焊縫背面是否焊透,焊縫色澤是否正常,成形是否良好,有無明顯內凹,有無氣孔、裂紋等缺陷。
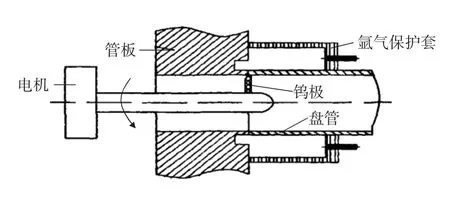
圖2 焊接
1.5.3 殼體的焊接要求
設備A、B類焊接接頭的焊接基本要求及焊接規范參數的選取按相應的標準執行。
1.5.4 盤管拼接
盤管長度不夠時需進行對接,每根管子對接接頭不能多于1個。焊接采用旋轉氬弧焊。
1.6 無損檢測
A、B類焊縫坡口表面進行100%PT及100%射線檢測,符合相應標準要求為合格。
1.7 水壓試驗
容器及盤管的水壓試驗工藝執行FS/T032-2004《壓力容器壓力試驗和氣密性試驗工藝規程》規定。水壓試驗及氣密性試驗壓力按圖紙要求進行。設備水壓試驗后,應將水漬清除干凈。試驗時,水中的氯離子質量濃度不得超過25 mg/L。
1.8 設備防腐
設備水壓試驗合格后,不銹鋼表面需清除油污等污垢,并進行酸洗鈍化處理,對所形成的鈍化膜進行藍點檢查。無藍點為合格。
2 結論
實踐證明,采用本工藝方案與控制措施可以有效地保證硝酸吸收塔的制造質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
