堅硬煤層大采高采煤機新材料研究和制造工藝的改進
2013-09-13 06:18:02田馥林
山西大同大學學報(自然科學版) 2013年3期
周 成,田馥林
(1.山西大同大學煤炭工程學院,山西 大同 037003;2.山西電力公司技能培訓中心大同分部,山西 大同 037039)
堅硬煤層大采高采煤機新材料研究和制造工藝的改進
周 成,田馥林
(1.山西大同大學煤炭工程學院,山西 大同 037003;2.山西電力公司技能培訓中心大同分部,山西 大同 037039)
通過在國產鑄鋼中添加微量元素及相關工藝的改進,細化了鑄鋼件的晶粒,在改良材料的基礎上研發全新的鑄鋼材質,并使鑄造缺陷大大降低,對鑄鋼的組織形態進行金相觀察以及對其各項機械性能進行測試。經過多次試驗,材料的機械性能得到了充分的發揮,用新材料加工的殼體其強度指標提高了15%以上,綜合力學性能指標接近(不小于5%)或達到進口鑄鋼件的性能指標。并對搖臂殼體的鑄造,牽引殼體、電控箱體的焊接,搖臂殼組件、內齒圈、定位座孔的機械加工,齒輪類零件的熱處理等工藝進行了改進。
堅硬;大采高采煤機;新材料;制造工藝
堅硬煤層大采高MG1100/2760-GWD型電牽引采煤機作為目前國內功率最大的采煤設備之一,是同煤集團和上海創力集團公司合作設計開發的新產品。新產品在設計上采用了國內、外的先進技術,在總體結構上繼承并發展了原有產品的特點。由于新產品功率高、牽引力大,因此對零部件在材料、性能、工藝上提出了更高的要求。
1 新材料研究
MG1100/2760-GWD型電牽引采煤機截割部搖臂承載能力為1 100 k w,因此搖臂殼作為重要的部件,不僅要求具有一定的塑性和韌性,同時要求具有較高的強度與硬度。搖臂殼內布置了行星架和齒輪,結構又比較復雜,常規的材料不能滿足使用要求,國外進口鋼材價格較高。為此,上海創力集團股份有限公司與上海大學合作進行了深入的研究,對進口鑄鋼件的材料進行分析,對鑄鋼的組織形態進行金相觀察以及對其各項機械性能進行測試。經過多次試驗,通過在國產鑄鋼中添加微量元素及相關工藝的改進,細化了鑄鋼件的晶粒,在改良材料的基礎上研發全新的鑄鋼材質,并使鑄造缺陷大大降低,材料的機械性能得到了充分的發揮。用新材料加工的殼體其強度指標提高了15%以上,綜合力學性能指標接近(不小于5%)或達到了進口鑄鋼件的性能指標。
1.1 顯微組織
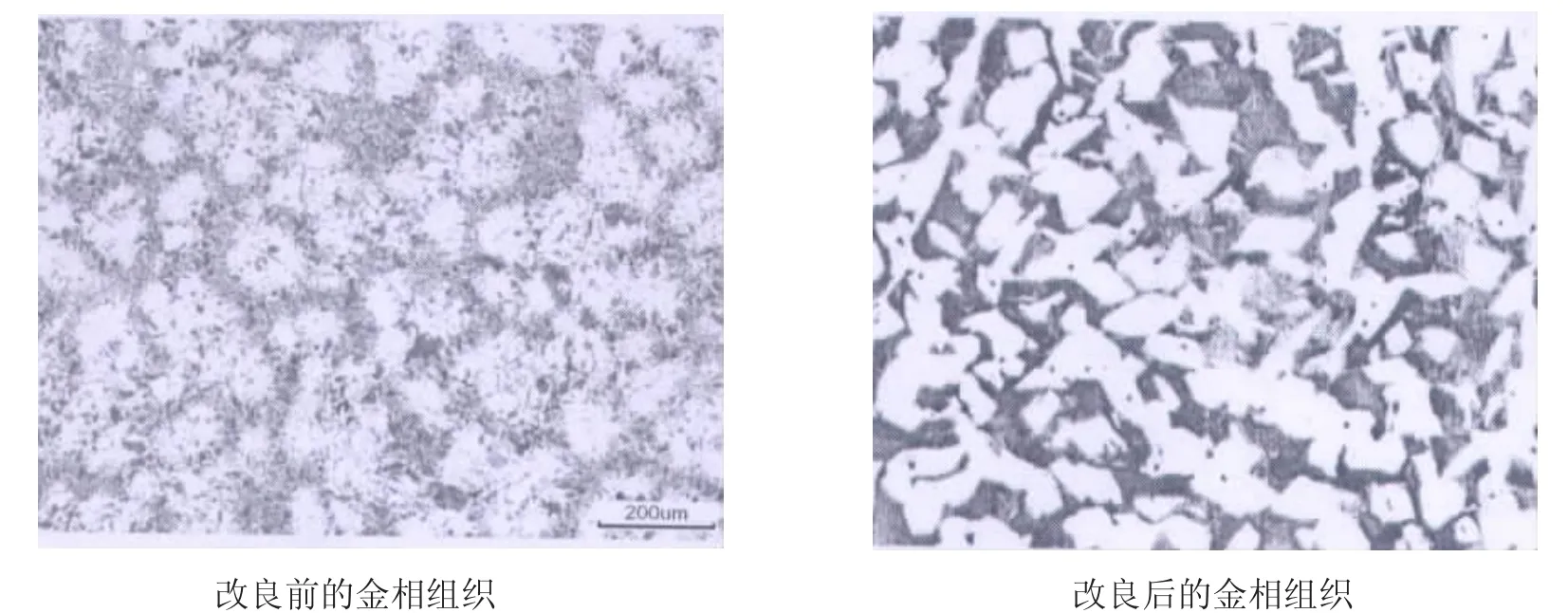
圖1 鑄鋼件的顯微組織對比
鑄鋼材料改良前后金相組織的對比照片,見圖1。由圖中可以看出,改良前鐵素體所占比例較大、較多,基本呈片狀;改良后晶粒變得細小,略呈球狀。
1.2 硬度
從改良前后的材料心部提取試樣進行硬度測量,測試位置隨機選取,測試結果,見圖2,圖3。從圖中可以看出,改良后硬度在190 HBS以上,后者硬度更高。

圖2 改良前鑄鋼件的硬度
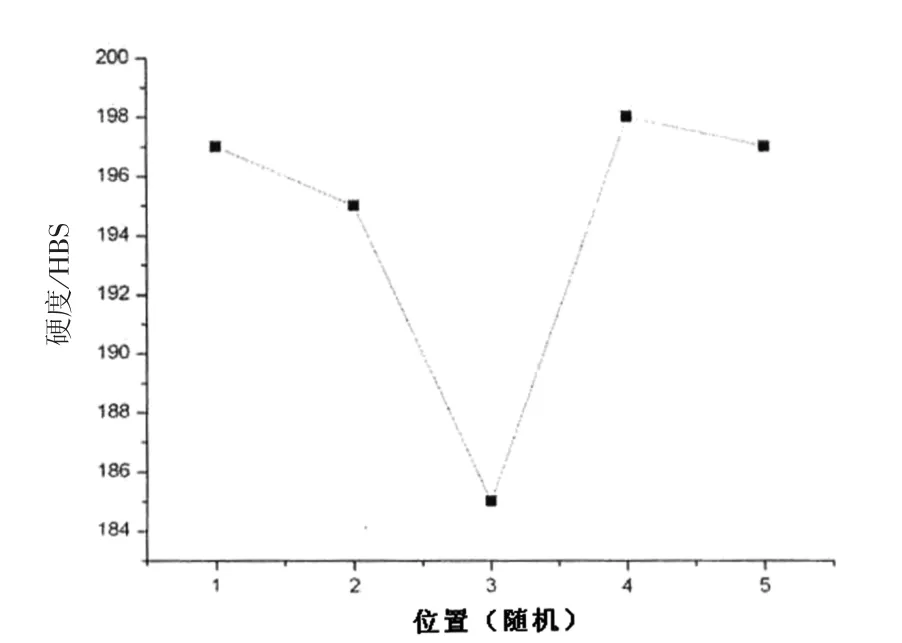
圖3 改良后鑄鋼件的硬度
1.3 拉伸沖擊性能
對改良前后的鑄鋼件進行了拉伸試驗和沖擊試驗,試驗結果見表1,表2。通過對比分析可以看出,改良后的材料在確保良好的塑性和韌性的前提下,強度指標有了較大幅度的提升,完全達到了鑄鋼性能改良的初衷。
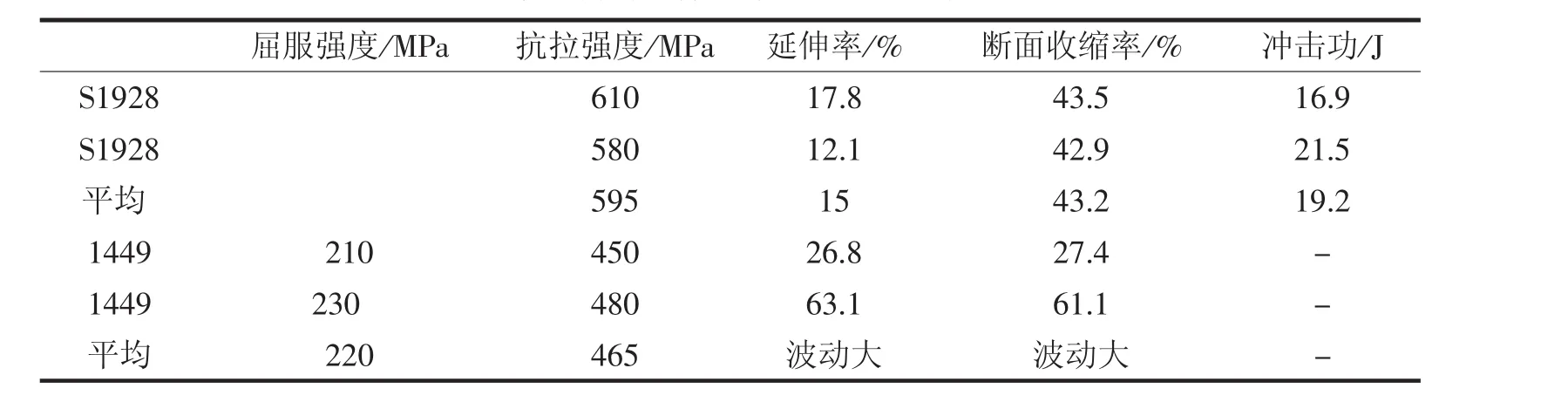
表1 改良前鑄鋼件拉伸沖擊試驗結果
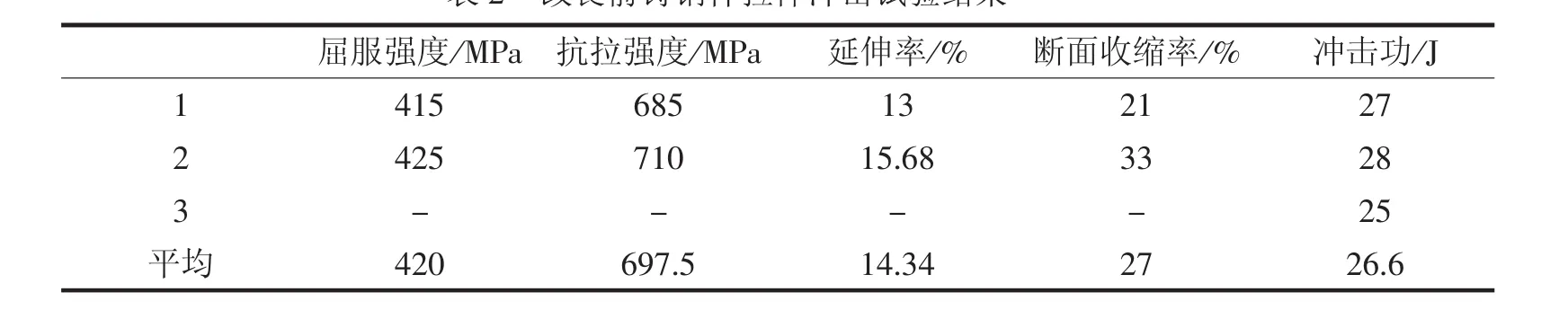
表2 改良前鑄鋼件拉伸沖擊試驗結果
2 制造工藝研究
2.1 主要工藝技術準備
根據生產實際情況,本著保證產品質量、提高生產效率、降低生產成本的原則,在工藝技術準備過程中作了以下幾方面的改進:
1)制定合理的工藝方案及工藝路線,確保產品工藝技術準備工作如期完成,保證產品制造的順利進行;
2)編制全套的機加工工藝過程卡片、關鍵零件的工序卡片、下料工藝卡片、焊接及水壓試驗作業指導書等工藝技術文件;
3)設計制造必要的工裝及專用工具、刃具。對于結構復雜、制造周期長的工裝,進行先設計投產,確保生產的順利進行;
4)確定工藝關鍵件、關鍵部位的加工方案,對于關鍵件進行了跟蹤服務,對生產中出現的問題及時處理;
5)為保證產品的質量及提高生產效率,盡量采用成熟的工藝及技術;
6)針對一些關鍵零件、關鍵部位,突出重點地進行分析研究。
2.2 攻克技術關鍵
通過以上的技術準備工作,為采煤機零部件的生產提供了技術保障,針對采煤機關鍵零部件的制造,主要解決以下一些問題:
1)解決大型精密復雜殼體類零件如搖臂、牽引箱的鑄造及精加工的問題。各種殼體件經粗加工后,去內應力處理,探傷再精加工,確保零件的內在質量及制造精度;
2)解決大型箱體組焊件的焊接問題。箱體材料為低合金高強度鋼板,主要焊縫坡口采用機械加工,選擇藥芯焊絲進行CO2氣體保護焊,焊后進行去應力退火及探傷檢查;
3)攻克高精度硬齒面齒輪、修形齒輪、內外漸開線花鍵的制造關鍵。主要傳動齒輪精度到達6級,所有硬齒面齒輪經超聲探傷或磁力探傷;
4)對于防爆箱體的焊接,箱體質量從下料到焊后的滲漏試驗進行全面控制,分腔打泵試驗,防爆接合面磷化處理,防爆試驗要符合國家防爆驗收標準。
2.3 關鍵結構件的工藝研究
2.3.1 搖臂殼的鑄造工藝
搖臂殼是截割部的一個重要零件,為整體鑄鋼件。常規情況下鑄鋼因為收縮比較明顯,在鑄造過程中容易出現縮孔、縮松等鑄造缺陷。為了保證搖臂殼的質量,對采煤機搖臂殼體鑄造工藝凝固時間的確定、凝固順序的確定、澆口、冒口的數量和位置的確定、冷鐵數量及位置確定進行分析和試驗,并對鑄造工藝流程進行了效果模擬。
通過對比工藝改進前后的效果分析,鋼水在鑄造過程中飛散、紊流現象程度大為減輕,鑄件的凝固孤立區大大減少,鑄件的鑄造質量大大提高。
2.3.2 搖臂殼組件的機械加工
1)該零件是關鍵件,加工精度要求很高,但其外形不規則,零件裝夾困難。為保證加工過程中裝夾的穩定及安全,施焊工藝墊鐵,保證各處加工均具有準確可靠的基準。
2)針對零件余量多,加工時容易產生切削應力的情況,應及時調整工藝,由原來的焊接、回火、粗鏜、精鏜調整為焊接、粗鏜、回火、精鏜,有效地消除因切削應力帶來的不穩定性。
3)電機孔φ870×900,加工難度大,為此設計專用刀排。
2.3.3 左(右)牽引殼體的焊接
該件為組焊件,外形尺寸雖達3370×1810×1775 mm,但內腔結構緊湊,其中齒輪箱須作防滲漏試驗,焊接難度大,機加工精度要求也高,箱體壁厚達100 mm,產生焊接變形后整形難度大。通過分析,制定焊接作業指導書,采取措施如下:
1)編制下料工藝卡片,控制下料尺寸,進行預先機加工,提高箱體組裝的精度。
2)采取小組件分別組焊后再總裝焊接的方式。小組件采用的加工路線是焊接-加熱(時效)-整形。小組件焊后進行熱時效消除應力處理,然后再進行整形,保證局部的焊縫質量及尺寸精度。
3)箱體整體焊接時,所有焊縫均對稱施焊,先焊縱向長焊縫,后焊橫向短焊縫,焊時隨時調整焊接順序,多層多道對稱施焊,中長焊縫采用分段退焊,長焊縫由中間向兩端分段退焊。以減少焊接變形。
4)焊后采用回火消除焊接應力。
2.3.4 內齒圈Ⅱ的機械加工
針對以往類似的薄壁類零件加工后產生變形的問題,由原來的粗車、調質、精車、插齒、鉆孔改進為:鍛坯(鍛后熱處理)→粗車→探傷→調質→半精車→粗插齒→精車→精插齒→鏜鉆孔→磨齒,并且鉆孔采用對稱位置鉆的方式。通過工藝改進,有效地控制了變形。
2.3.5 定位座的孔加工
該零件4-φ30H7孔對φ470f7外圓的位置度為0.01,使用常規的鉆模加工方式已不能滿足精度要求,通過精確找正將4-φ30H7孔的加工定位在加工中心上完成,類似的情況還有CLME0503-2軸承座等一類零件。
2.3.6 齒輪類零件的熱處理
齒輪類零件材料均為18Cr2Ni4WA,熱處理要求為:滲碳淬火,硬度要求為58-62HRC。該類零件熱處理時都為多件操作,如堆積在一起會影響到加熱的均勻及冷卻的速度,從而影響熱處理質量。為此設計專用工裝,保證零件在淬火加熱時均勻散開放置,在淬火過程中冷快速冷卻,以提高淬火硬度,保證零件的硬度要求。
2.3.7 電控箱體的焊接
電控箱體為焊接件,主要部件板材材質采用高強度板Q550與低合金鋼板Q345組焊而成。關鍵部位如下:
箱體精加工之后,電控箱頂部三組隔爆腔和冷卻水道需打壓,若組對在殼體上后再焊接水道蓋板,則一方面由于施焊空間受限,需要在隔爆腔內進行焊接,增加了焊接難度;另一方面由于水道蓋板周圍焊縫比較集中、密集,且焊縫均分布于立板同側,焊量大,焊后變形大,難于調平,控制不好,有可能壓裂,為了解決上述問題,焊接工藝應采取如下的措施。
1)采取小組件先焊的方式,焊接時嚴格控制焊接線能量輸入,嚴格控制焊接電流。電弧電壓和焊接電流之間保證嚴格的匹配關系,保持焊接過程穩定、焊縫成形良好。焊絲直徑、氣體流量、焊絲伸出長度等參數均要按照鉚焊工藝守則執行。
2)增加熱時效工序。小組件采用的加工路線是:鉚(焊接)→熱(時效)→鉚(調平)→機加(加工隔爆孔)。小組件焊后進行熱時效消除應力處理,然后再進行調平,保證局部焊縫質量和隔爆孔的加工精度。
3)電控箱殼體整體焊接時,高強度板Q550與低合金鋼板Q345焊接時采用預熱處理,采用特殊焊絲進行焊接,保證箱體整體強度。所有焊縫均對稱施焊,先焊縱向長焊縫,后焊橫向短焊縫,焊時隨時調整焊接順序,多層多道對稱施焊,中長焊縫采用分段退焊,長焊縫由中間向兩端分段退焊。
4)焊后采用整箱回火處理,消除焊接應力,它能消除殘余應力20%-50%。
2.3.8 裝配
由于MG1100/2760-GWD型采煤機的零件個大、體重,傳統的裝配技術的使用受到了限制,零件裝配采用軸承及套類零件加熱后熱裝,軸類零件冷凍后冷裝的方法,保證裝配質量。
3 加工設備及工具、夾具的改進
3.1 滾齒機的改進
行星架構件長度超過滾齒機加工范圍,為了解決花鍵的加工問題,加工前改造滾齒機,使其加工范圍擴大,設計專用工裝,保證了行星架加工的順利進行。
3.2 插齒機增加輔助工作臺
內齒圈Ⅱ外圓尺寸φ1280 mm,超出插齒機加工范圍,為解決內齒圈的插齒問題,通過設計輔助工作臺的方法來擴大機床的加工范圍,成功地解決了插齒問題。
3.3 外圓磨床工裝的改進
一軸齒輪零件φ160k6,φ130k6外圓對齒輪分度圓的同軸度誤差為0.015,磨外圓及磨齒加工時均需使用芯棒,如果采用一棒多件的方式,則在外磨及磨齒的芯棒裝卸中,會產生安裝誤差,將不能滿足設計要求。加工過程增加了工裝的制作數量,采用一件一棒的方式,即零件在外磨完成后,芯棒不拆卸,隨零件轉至磨齒工序,進行磨齒加工。這樣,避免了芯棒兩次安裝產生的誤差,保證零件的質量。類似的情況還有驅動輪等齒輪零件。
通過新工藝、新技術、新材料的應用,通過不斷改進工藝方法,提高工藝技術水平,使MG1100/2760-GWD型電牽引采煤機的產品質量及生產效率進一步提高。同時系統性考慮成本、生產節奏等方面的因素,進一步加強工藝管理,使采煤機的產品質量及制造水平能更上一個新的臺階。
[1]鄭文龍.金屬構件斷裂分析與防護[M].上海:上海科學技術出版社,1980.
[2]汪守樸.金相分析基礎[M].北京:機械工業出版社,1986.
[3]魏文光.金屬的力學性能測試[M].北京:科學出版社,1980.
[4]康力,張安義.金屬工藝性[M].北京:煤炭工業出版社,2005.
[5]馮朝陽,萬中福,馮朝輝.滲碳淬火齒輪彎曲疲勞極限的確定[J].礦山機械,1999(3):53-54.[6]張瀟云,周新建.煤礦機械傳動齒輪失效的改進途徑[J].起重運輸機械,2004(9):4-6.
〔責任編輯 石白云〕〕
Research of New M aterials of Great M ining Height Shearer for Hard Seam and Im provment of its M anufacturing Process
ZHOU Chen,TIAN Fu-lin
(1.School of Coal Engineering,ShanxiDatong University,Datong Shanxi,037003;
2.Training Center of Datong,Shanxi Electric Power Corporation,Datong Shanxi,037039)
By adding trace elements to cast steel and improving relative process,the grains are refined.Aftermodifyingmaterials,new cast steelmaterials are developed and the weaknesses of casting are reduced.The organization of cast steel are observed by Metallographic Observation and variousmechanical functions are tested.After serveral experiments,themechanical functions are full played.The strength index of shellwhich ismade from new materials is elevated by 15%,its index of intergrated mechanical properties is close to that of imported castings.The casting shells of rocker arm and traction,thewelding of electronic-control box,themachining of rocker arm components,internal gear and location hole,and heat treatments of gear parts are improved.
hard;large-section;greatmining height shearer;new materials;manufacturing process
P208
A
2012-12-08
周成(1966-),男,山西大同人,副教授,研究方向:煤礦機械。
1674-0874(2013)03-0070-04
猜你喜歡
防爆電機(2022年1期)2022-02-16 01:14:06
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年18期)2014-02-27 14:14:58