高速動車組司機室前端墻加工工藝研制
2013-09-15 01:58:50馬宏福馮孝忠李寶旺
中國新技術新產品 2013年4期
馬宏福 馮孝忠 魯 祥 李寶旺
(唐山軌道客車有限責任公司,河北 唐山 063035)
1 概述
司機室前端墻作為司機室的一個重要部件,前與開閉機構相連,起到安裝開閉機構,封閉駕駛室的作用。司機室前端墻由多個單件焊接而成,其中主體結構為15mm厚的前面板、防撞梁和2個小前面板,同時還有多個加強板和筋板。前端墻的整體工藝為先將有工藝放量的零件進行組焊,組焊后再整體加工,加工工序包括銑削外輪廓,加工外輪廓反向焊接坡口,銑削上表面組裝面和組裝面邊緣倒角等工作。由于前端墻面積大、厚度薄、焊縫多,導致焊接變形較其他零件大,給加工帶來了較大的難度。
2 設計專用加工工裝
目前,動車中小零部件都采用通用工裝——方箱進行裝夾,方箱雖然通用性強,但是在加工前墻此類關鍵件時裝夾、定位繁瑣,難以保證加工尺寸,同時,周邊的輪廓需要整體加工,通用工裝無法完成對其的裝夾、定位。前墻加工專用工裝的使用,提高了前墻的壓緊力和剛性,加工過程中只需要簡單的更換部分夾具的壓緊位置,便可完成所有的加工工作。
2.1 確定主、輔定位面
由于防撞梁與前面板在焊接過程中發生變形,如果將防撞梁底面作為定位面,將導致面板上待加工面傾斜,因此,為保證前墻上表面為工藝基準,須以工裝上表面作為主定位面。下表面為輔助定位面。為解決工件與輔助定位面的間隙影響裝夾問題,當上表面定位面上的壓夾夾緊后,給輔助定位面上的縫隙放置合適厚度的墊片,然后進行壓夾,如圖1所示。
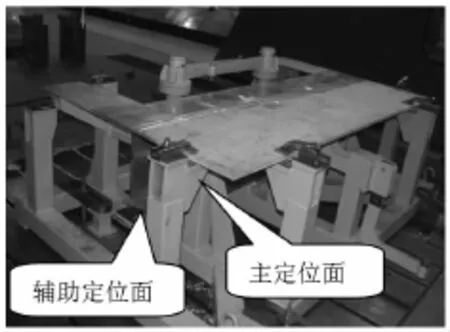
圖1 工裝的基準定位和輔助定位
2.2 滿足前端墻內、外輪廓加工工藝要求
此工裝成功解決了加工前端墻內、外輪廓時通用工裝裝夾剛性不足和加工干涉問題。加工前端墻外輪廓和外輪廓反向坡口時,為了避免刀具與工裝碰撞干涉,將圖2標識的2個夾具卸掉(左右各一個),而另外4個夾具壓緊外輪廓余料部分,保證了工件的剛性和可靠性;同時,在加工外輪廓的反坡口和加工內外輪廓時,壓緊上面的2個大的可旋轉的夾具,這2個夾具的作用為完成外輪廓加工后,夾持余料部分的4個夾具對工件失去壓緊作用的情況下,保證工件的壓緊力和穩定性。
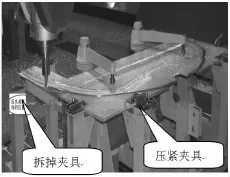
圖2 加工外輪廓的壓夾方式
3 設計前墻上表面裝配面加工工藝
在加工前墻上表面的組裝面和其邊緣的倒角時,原有的條件為分別用面銑刀和45度坡口刀進行銑削,經過論證,這兩道工序可以合成為一道工序,一把刀專用刀具可以替代原來的兩把刀具。具體方法為:將63mm的盤銑刀的側齒切削角度設計成與工件一致的45度,按照此要求,與刀具廠家共同開發了新銑刀。經過驗證,加工效果良好。
4 制定外輪廓反焊接坡口加工工藝
外輪廓的反向焊接坡口加工工藝為本次文的難點(如圖3)。此坡口是在15mm厚的鋁板上,由于坡口的母體輪廓為不規則曲線,手工無法編程,因此采用了CAM技術。計算機編制出來的數控程序是按照理論模型生成的,而實際由于鋁合金焊接變形量較大(焊接變形主要存在于高度方向上),如果按照理論值加工反坡口,正向變形的部位則加工不到位,反向變形的部位又造成加工過切。為解決以上問題,須將高度方向的焊接變形量的補償值加入到數控加工程序中。焊接變形量可以通過編制探點程序,利用數控機床與觸發式測量設備獲得,但是如何把變形量加入到計算機編制的海量的程序中卻是個難題。
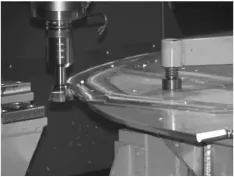
圖3 外輪廓加工
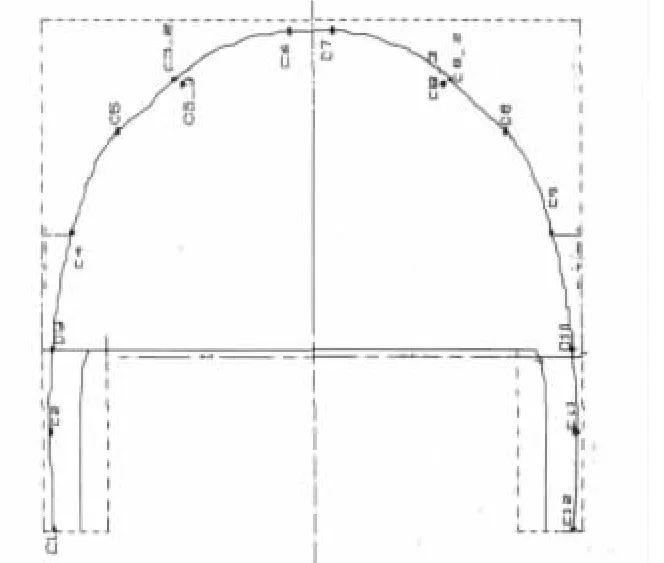
圖4 前墻外輪廓焊接變形測量點圖
CAM軟件產生的程序步長約0.2mm,整個輪廓總計有8000多個點位,即8000多段加工程序,由于工作量太大,從工作時間上、機床的成本上都不可能在每個計算機生成的加工點處測量變形量,也不可能通過手工在每個點都加入探點補償值。根據前墻焊接變形的規律,本文提出在變形曲線曲率發生明顯變化的點處設置探測點,將每個測量區段的變形量均化到每個數控加工點中的設想。經過計算,前墻上面板的曲率明顯變化點共計16個,具體位置見圖4,將此點作為變形量測量點,每個區段的變形曲線近似線性,可按照線性來計算,通過將此區段的總變形量平均分配到每個數控加工點處,即可計算出每個計算機編程點處的焊接變形量。例如:圖4中C1和C2兩點間的距離為200mm,通過機床測量,將這兩個點的Z值分別存儲到變量R21、R22中,而C1和C2兩點間共計80個加工點,由于此區段的焊接變形為線性的,因此,每兩個加工點的高度方向變化為△Z=(R22-R21)/80,就是說在這個區段不用再探點,從C1開始,Z值(高度值)為R21,下一個Z值為R21+△Z,第N個點的Z值為R21+N△Z。經過大量的手工處理,將計算機生成的程序進行了修改,在第二個前墻加工中進行了驗證,程序運行正常,反坡口加工質量良好,尺寸完全符合圖紙要求。
改進后的部分程序如下(C1-C2區段)[3][4]:

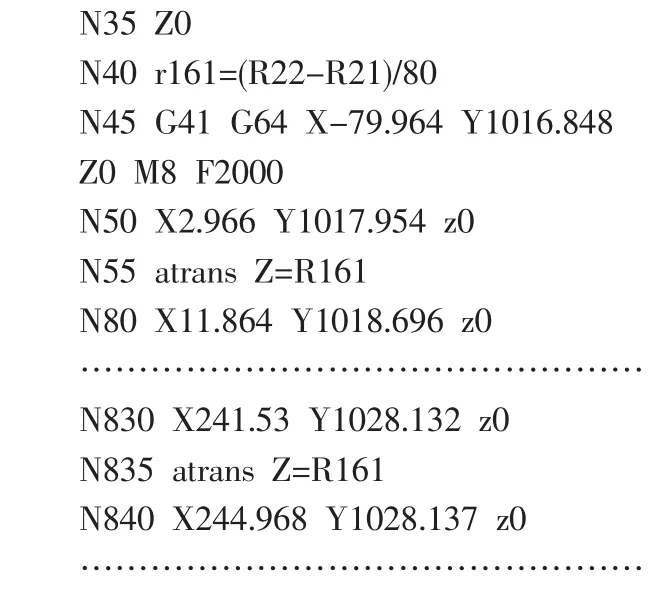
注:以上為西門子840D數控程序,“atrans”表示坐標系在上次的坐標系上進行偏移,“atrans Z=R161”表示坐標系在高度方向較上次偏移了R161,R161為變量,在此處表示高度方向的變化量,即△Z。
5 結論
本文通過設計、使用專用工裝,實現了一次裝夾可完成高速動車組司機室前端墻所有的加工任務,保證了前端墻的加工精度;設計了上表面組裝面與邊緣斜角輪廓一次成型加工工藝,減少了走刀次數,縮短了加工時間,降低了刀具使用成本;通過焊接變形分析和誤差補償技術的應用,解決了由于焊接變形導致焊接坡口難以加工的難題,避免了手工打磨,提高了作業效率。
[1]王先逵.機械加工工藝手冊[M].北京:機械工業出版社.2007.
[2]徐宏海.數控機床刀具及其應用[M].北京:化學工業出版社.2005.
[3]SINUMERIK 840D/840Di/810D高級編程手冊,2004.
[4]榮瑞芳.數控加工工藝與編程[M].西安:西安電子科技大學出版社.2005.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
