FGH96高溫合金慣性摩擦焊接頭表面溫度場研究
2013-09-17 02:40:44王紅賓付春坤索娟娣
電焊機 2013年11期
王紅賓,白 鋼,付春坤,索娟娣,杜 鵬
(西北工業大學凝固技術國家重點實驗室,陜西西安 710072)
0 前言
FGH96高溫合金是基于“損傷容限”思想設計的采用粉末冶金工藝制備的我國第二代粉末高溫合金,是當前750℃工作條件下滿足高推比、高燃效發動機使用要求的渦輪盤、環形件和其他熱端部件的關鍵材料[1]。慣性摩擦焊是一種高效、節能、環保的固態連接方法,其焊接質量好、工藝簡單、自動化程度高,在汽車、航空航天、船舶、電力設備等許多領域有著廣闊的應用前景[2]。焊接溫度場是慣性摩擦焊的重要物理參量,大多數學者主要采用軟件模擬研究焊接溫度場。
本研究采用紅外測溫對慣性摩擦焊接頭表面溫度場的分布規律進行分析,為慣性摩擦焊接頭的組織性能研究和焊接溫度場模擬提供依據。
1 實驗材料和設備
實驗材料為FGH96高溫合金,焊接試件為外徑φ60 mm、內徑φ40 mm、高10 mm的環形件,如圖1所示,以十字凹槽連接焊接工裝夾具。焊接設備采用MOD-EL300BX慣性摩擦焊機,焊接工藝參數如表1所示。在焊接過程中采用紅外熱像儀記錄接頭表面溫度。紅外熱像儀的操作規范:環境溫度20℃、光譜范圍 4.00~8.71 μm、拍攝距離 0.89 m、空氣濕度70%。
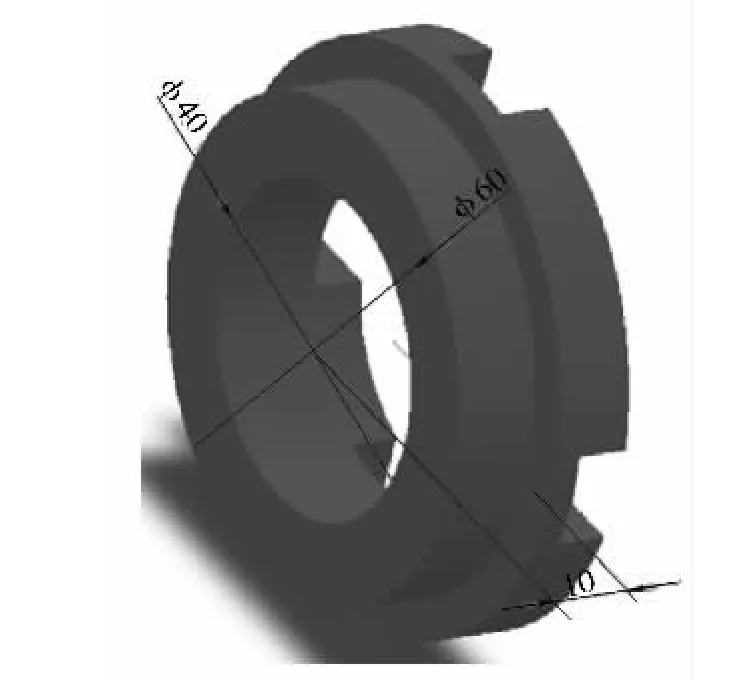
圖1 焊接試件
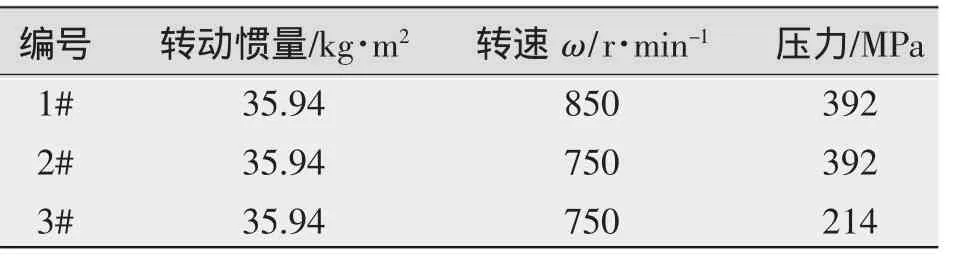
表1 焊接工藝參數
2 紅外發射率標定
采用紅外熱像儀測溫,被測物體不是黑體時,發射率值均小于1,其值大小與輻射體本身的性質、表面狀態、溫度以及波長等有關[3]。在非黑體情況下,發射率對表面溫度測量有較大的影響。為了減少發射率設定不當帶來的測溫誤差,本研究結合熱電偶測溫和紅外測溫,通過高頻感應加熱,在不同溫度條件下對FGH96高溫合金的發射率進行實驗標定,標定結果如圖2所示。
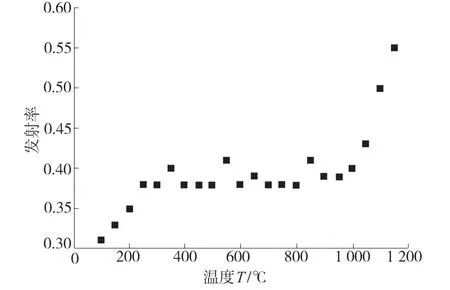
圖2 紅外發射率實驗標定結果
由圖2可知,FGH96高溫合金的紅外發射率與溫度關系密切。在0~400℃溫度段內,發射率值不斷上升,到達400℃后發射率值趨于平穩,1000℃之后又不斷上升。由于每個溫度都對應一個發射率值,所以不可能在紅外熱像圖中十分精確地標定每個溫度的發射率值。本研究提出分溫度段設定發射率的觀點,即將紅外熱像圖劃分溫度區域,并分別對其設定發射率。考慮到較低溫度對焊接接頭影響不大,且發射率設定過低會使接頭溫度過高,甚至超過材料的熔點,將FGH96高溫合金的發射率分成三部分:0~400℃溫度段的發射率設為0.35;400℃~1 000℃溫度段的發射率設為0.38;1 000℃以上溫度段的發射率設為0.50。在每個時刻的紅外熱像圖上依次找出三個溫度段對應的區域并設定相應的發射率,即可獲得較準確的接頭表面溫度場。
3 接頭表面溫度軸向變化規律
各焊接階段接頭表面溫度的軸向分布如圖3所示,其在不同焊接階段的分布狀態存在一定差異。
在初始摩擦階段,接頭表面軸向中點兩側的溫度梯度高,高溫區較窄。在不穩定摩擦階段,接頭表面溫度的軸向分布發生微小波動,軸向中點兩側的溫度梯度減小,軸向中點處的溫度稍有升高,高溫區稍加寬。在穩定摩擦階段,由于飛邊和金屬飛濺的影響,接頭表面溫度的軸向分布很不規則,高溫區最寬。在冷卻階段,接頭表面溫度逐漸降低,呈現“三峰”分布。
接頭表面溫度的軸向分布關于軸向中點不完全對稱,在對應位置處固定端的溫度高于旋轉端。這是由于旋轉端高速旋轉,與空氣發生強烈對流,導致旋轉端的散熱效果優于固定端。
4 接頭表面軸向中點的熱循環
接頭表面軸向中點的熱循環曲線如圖4所示。初始摩擦階段的溫度梯度最高,這是由于初始界面溫度低、軸向壓力大、主軸轉速最高,產熱功率大。不穩定摩擦階段的溫度梯度減小,這是由于摩擦扭矩逐漸下降,主軸轉速也在不斷降低,產熱功率降低。穩定摩擦階段的溫度升高趨于平緩,并上升到最大值。冷卻階段,轉速迅速下降為零,熱輸入停止,溫度開始降低,并趨于均勻分布。
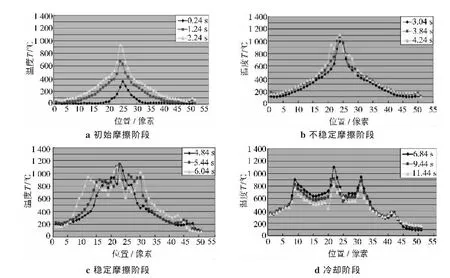
圖3 各焊接階段接頭表面溫度的軸向分布
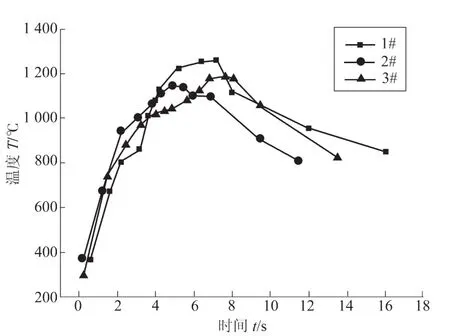
圖4 接頭表面軸向中點的熱循環曲線
對比1#和2#試樣的接頭表面軸向中點熱循環曲線可知,在壓力和轉動慣量一致時,轉速越大,接頭表面軸向中點所達到的峰值溫度越高。1#試樣軸向中點峰值溫度達到1 254.62℃,比2#試樣高出109.17℃,但到達峰值的時間會延遲。這是由于轉動慣量一定時,轉速越大飛輪儲存的能量越多,焊接過程中產熱功率也相應提高,所以接頭界面的溫度高。同時,由于轉速較高,旋轉端停止轉動所需的時間也相應增加,界面產熱時間長,所以達到峰值所需的時間會增大。對比2#和3#試樣的接頭表面軸向中點熱循環曲線可知,在轉速和轉動慣量一致時,壓力越大溫度上升越快,并且到達峰值所需的時間越短。這是因為焊接壓力越高,能量輸入速度越快,相同的焊接時間內其相應的接頭表面所達
到的溫度越高,同時到達最高溫度所需時間越短。但最終兩者的溫度峰值相差不大,分別為1145.45℃、1182.30℃。
5 結論
(1)提出分段設定發射率校正慣性摩擦焊接頭表面熱像圖方法,獲得了較準確的接頭表面溫度場。
(2)慣性摩擦焊初始摩擦階段,接頭表面溫度梯度高、升溫快、高溫區較窄;不穩定摩擦階段,接頭表面溫度梯度減小,升溫速度減小,高溫區稍加寬;穩定摩擦階段,接頭表面溫度升高到最大值,高溫區最寬;冷卻階段,接頭表面溫度迅速下降,并趨于均勻分布。
(3)其他焊接工藝參數一定,轉速越高接頭表面溫度峰值越高,峰值溫度時刻相對滯后;壓力越大,加熱的速率越快,到達峰值溫度的時間越短。
:
[1]《中國航空材料手冊》編輯委員會.中國航空材料手冊(第5卷)——粉末冶金材料、精密合金與功能材料[M].北京:中國標準出版社,2001:44-47.
[2]劉雪梅.先進摩擦焊接技術的開發與應用[J].熱加工工藝(焊接版),2006,35(7):49-52.
[3]李云紅.基于紅外熱像儀的溫度測量技術及其應用研究[D].黑龍江:哈爾濱工業大學,2010.