35CRMO鋼焊接工藝試驗
2013-09-17 02:40:46羅永劍周友龍趙艷麗姬生星
電焊機 2013年11期
關鍵詞:焊縫
羅永劍,周友龍,趙艷麗,張 鍇,姬生星
(西南交通大學 材料科學與工程學院,四川 成都 610031)
0 前言
35CrMo鋼屬于中碳調質鋼,成分相當于國外ASTM4130鋼,其調制后的抗拉強度大于等于985MPa,屈服強度大于等于835MPa,沖擊韌性大于等于63J。該鋼種在火力發電、石油化工、航空、航天、造船等領域得到一定的應用。35CrMo鋼中的合金元素以鉻和鉬為主,鉻元素的主要作用是提高鋼的淬透性。鉻溶于Fe3C后,可以使碳化物具有很強的穩定性,阻止碳化物的分解和減緩碳在鐵素體中的擴散,有效防止石墨化。鉬是其中主要的強化元素,鉬優先進入固溶體使其強化,提高鋼的熱強性,降低熱脆敏感性[1]。
1 試驗方法
試驗用母材為35CrMo鋼,板厚16 mm,35CrMo鋼的化學成分如表1所示。
1號試樣采用的焊條為CHE857XX,2號試樣采用的焊條為CHE757XX。焊前采用氧-乙炔焰進行預熱,預熱溫度150℃~280℃。坡口型式采用X形。接頭簡圖見圖1,焊接參數見表2。
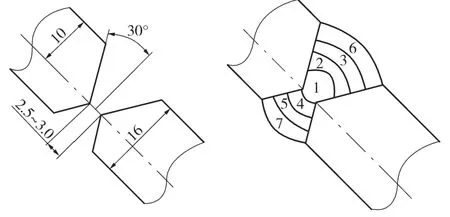
圖1 試樣的焊接接頭簡圖
試驗采用焊條電弧焊,焊后進行560℃的高溫回火處理。對焊接接頭進行拉伸、彎曲、沖擊、硬度和金相試驗。在WD-E系列精密型微控電子式萬能試驗機上進行拉伸和彎曲試驗,使用GX40觀察接頭的微觀金相組織,使用HV-10維氏硬度計檢測維氏硬度。

表1 35CrMo鋼的化學成分%

表2 1#試樣的焊接參數
2 試驗結果和分析
2.1 焊接接頭力學性能
焊接接頭力學性能數據如表3所示,用CHE857XX焊接的試樣的抗拉強度比用CHE757XX焊接的要高。兩組試驗中,焊縫的沖擊值都比熱影響區高,兩種焊接接頭的強度均滿足相關的技術要求。

表3 焊接接頭的力學性能試驗驗結果
2.2 接頭硬度分布
調質鋼在調制狀態下焊接時,熱影響區被加熱到超過回火溫度的區域將出現強度、硬度低于母材的軟化現象[2],1#和2#焊接接頭的硬度分布如圖2、圖3所示。
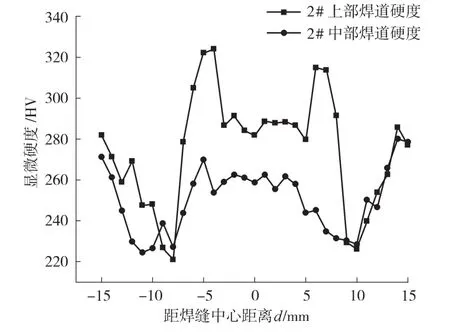
圖3 2號試樣硬度分布曲線
用CHE857XX焊接的試樣硬度比CHE757XX焊接的試樣要高。這是由于焊絲中的化學成分對焊縫的力學性能和組織的影響。焊條CHE857XX和CHE757XX都是低氫型焊條,前者比后者含有更多的Cr和V元素,后者含有較多的Ni元素。Cr元素能提高材料的淬透性、強度和硬度,V元素能顯著改善低碳合金鋼的焊接性,這兩種元素都很容易與碳結合,從而形成更多的強化相,使得焊縫的硬度較高。Ni元素能提高鋼的強度而不降低其韌性。
兩組試驗中,焊縫上部的硬度都比焊縫中部的要高一些,這是因為前一道焊縫受到后一道焊縫的熱輸入影響,前道發生一定程度的軟化。
2.3 焊接接頭顯微組織分析
2.3.1 焊接接頭組織轉變
同一焊接接頭的焊縫和熱影響區的冷卻速度是不同的,從而影響到接頭各個區域的組織狀況也不同。從焊接接頭連續冷卻組織轉變圖即CCT圖可以比較直觀地預測和解釋焊接接頭出現的各種組織狀況,如圖4所示。
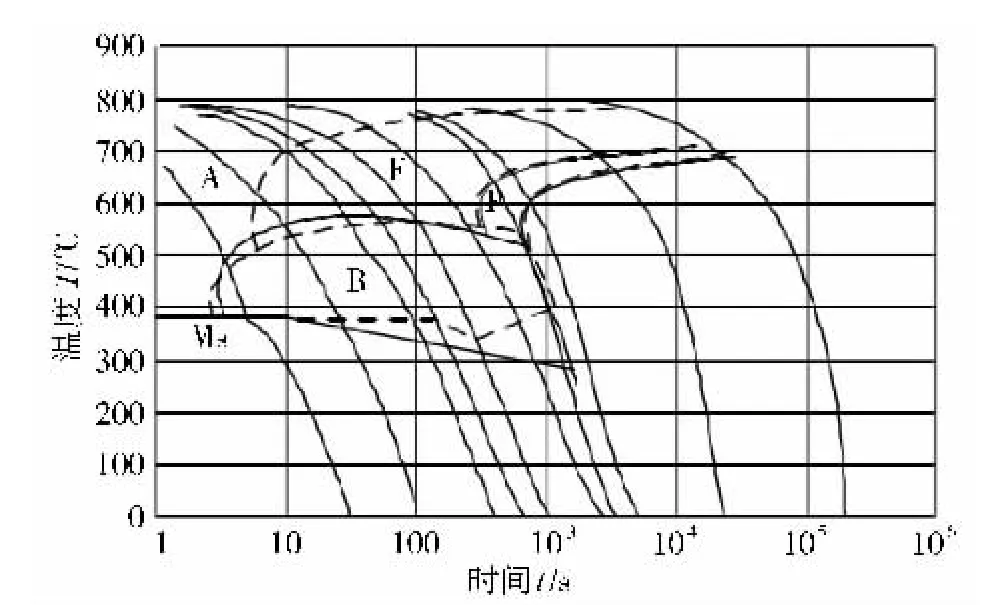
圖435CrMo鋼的CCT曲線
由圖4可知,35CrMo鋼的相變溫度為700℃~800℃,當冷卻時間大于104s時,主要形成的組織是鐵素體+珠光體;而當冷卻時間在103~104s時,主要形成的組織是鐵素體+貝氏體;當冷卻時間在102~103s時,形成的組織以貝氏體為主;當冷卻時間小于102s時,會形成淬硬的馬氏體。在焊接過程中,一般冷卻速度都比較快,冷卻速度的范圍大概在10~104s之間,其中焊接熱影響區的粗晶區的冷卻速度很快,介于10~102s,很容易形成淬硬馬氏體,而部分相變區的冷卻速度在103~104s之間,這樣冷卻下來形成以貝氏體+少量鐵素體為主的組織,當焊接試樣在560℃回火處理時,此時整個接頭的組織都會發生轉變,而且在轉變后的組織中,淬硬組織已基本消失,取而代之的是回火馬氏體或回火貝氏體組織,這些組織的塑性和韌性都要明顯高于淬硬馬氏體組織的性能,因此在焊接此類材料時,應盡可能使接頭的金相中含有較多的粒狀貝氏體或回火馬氏體等。
2.3.2 不同焊絲對接頭組織和性能的影響
焊縫的金相組織取決于母材和填充金屬(焊條)的比例(熔合比)及焊接工藝條件。用不同的焊材焊接同種母材,接頭金相組織是有差別的,從而對焊縫的性能有一定影響,如圖5、圖6所示。

圖5 1#上部焊縫區組織(200×)
1#、2#上部焊縫硬度曲線如圖7所示。由圖7可知,1#上部焊縫處的硬度要明顯高于2#上部焊縫和母材的硬度。1#焊縫硬度約為365 HV,2#焊縫的硬度與母材相當。1#試樣熱影響區軟化區的硬度要高于2#軟化區。從組織上看:1#焊縫組織為貝氏體+少量回火索氏體;而2#焊縫組織主要為貝氏體,且晶粒因為焊接線能量稍大造成組織粗大,并且使得熱影響區軟化程度更嚴重。
圖6 2#上部焊縫區組織(200×)
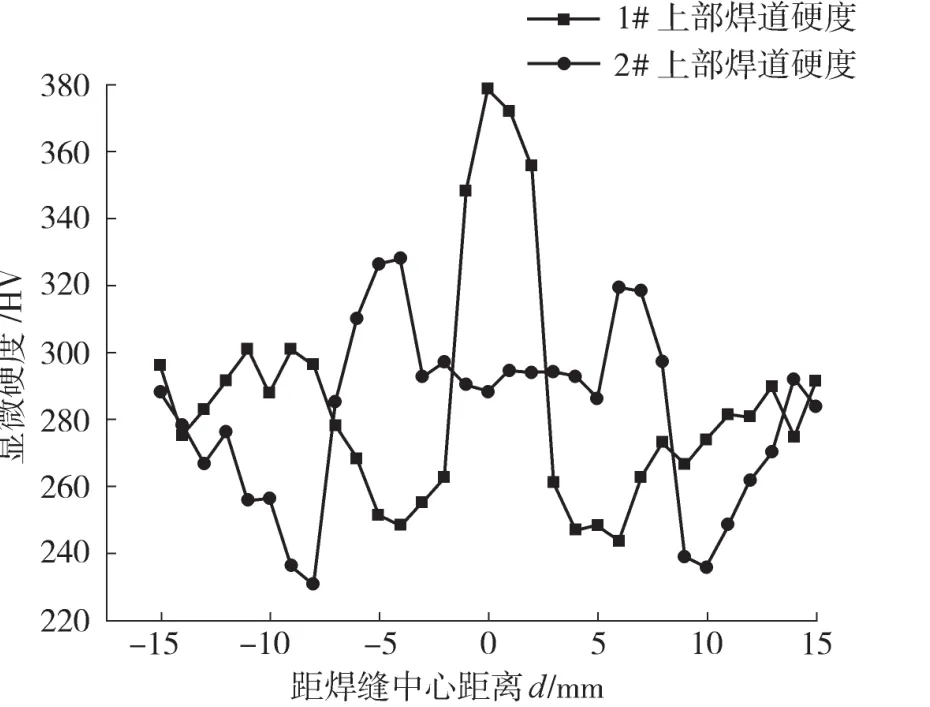
圖7 1#、2#上部焊道硬度
綜合可以得出,采用CHE857CrNi焊接的試樣,焊縫的硬度與母材差別很大;采用CHE757Ni焊接的試樣,其焊縫硬度與母材相當,而且軟化區的硬度遠低于母材。1#中的碳化物強化相比2#的要多,這是提高其力學性能的重要因素。
3 結論
(1)采用焊絲CHE857XX焊接的試樣,其接頭的抗拉強度和沖擊功都高于用焊絲CHE75XX焊接的試樣。焊縫的硬度要比用焊絲CHE757XX焊接的試樣高。
(2)對于各組試驗來說,由于采用多道焊,后道焊接會對前一道焊接有一定的熱影響,所以焊縫上部的硬度要高于焊縫中部。
(3)造成兩種焊接接頭性能不同的原因之一是焊接材料不同,更重要是焊接接頭冷卻速度不同。
:
[1]于啟湛,史春元.耐熱金屬的焊接[M].北京:機械工業出版社,2009.
[2]王 勇,王引真.材料冶金學與成型工藝[M].北京:石油大學出版社,2005.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07