S7-200 PLC在數字化油庫監控系統中的應用
2013-09-18 05:32:34彭小芳王妙春
重慶理工大學學報(自然科學) 2013年11期
彭小芳,王妙春,潘 娟,肖 睿
(中國人民解放軍后勤工程學院后勤信息與軍事物流工程系,重慶 401311)
隨著計算機、通信、網絡、自動控制等技術的飛速發展及在部隊的大量應用,信息化和自動化管理在軍隊中逐漸扮演起越來越重要的角色。但目前部隊大部分油庫自動化系統僅局限于一個局部網絡,形成了自動化“信息孤島",導致信息交換程度低,不利于部隊油料的供給[1]。因此,需要建立開放式的自動化系統,并朝著軍隊油庫綜合自動化的方向發展[2]。S7-200系列的PLC適用于各種場合的檢測、監測及控制的自動化,以其極高的可靠性、實時性及強大的通信能力被廣泛應用于各行各業。因此,本文采用該系列的PLC進行控制系統的設計。
1 數字化油庫系統工藝
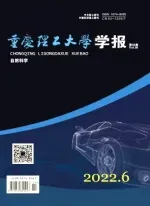
油庫一般由罐區、公路發油區、火車裝卸區、泵房區等組成,區域間的操作需要進行實時信息交流。油庫實現綜合自動化基于對以上幾個區域的控制,主要包含罐區監控、汽車發油、火車裝卸、泵房監控等子系統。數字化油庫是中國人民解放軍后勤工程學院后勤信息與軍事物流工程系開發的,以實際的油庫工藝作為模型。其主要目的是讓本專業師生能更加直觀地學習和研究我軍油庫自動化相關技術。數字化油庫總體工藝如圖1所示,主要包括以下4個子系統:鐵路收發油子系統、泵房控制子系統、零發油灌裝子系統、灌區監控子系統。
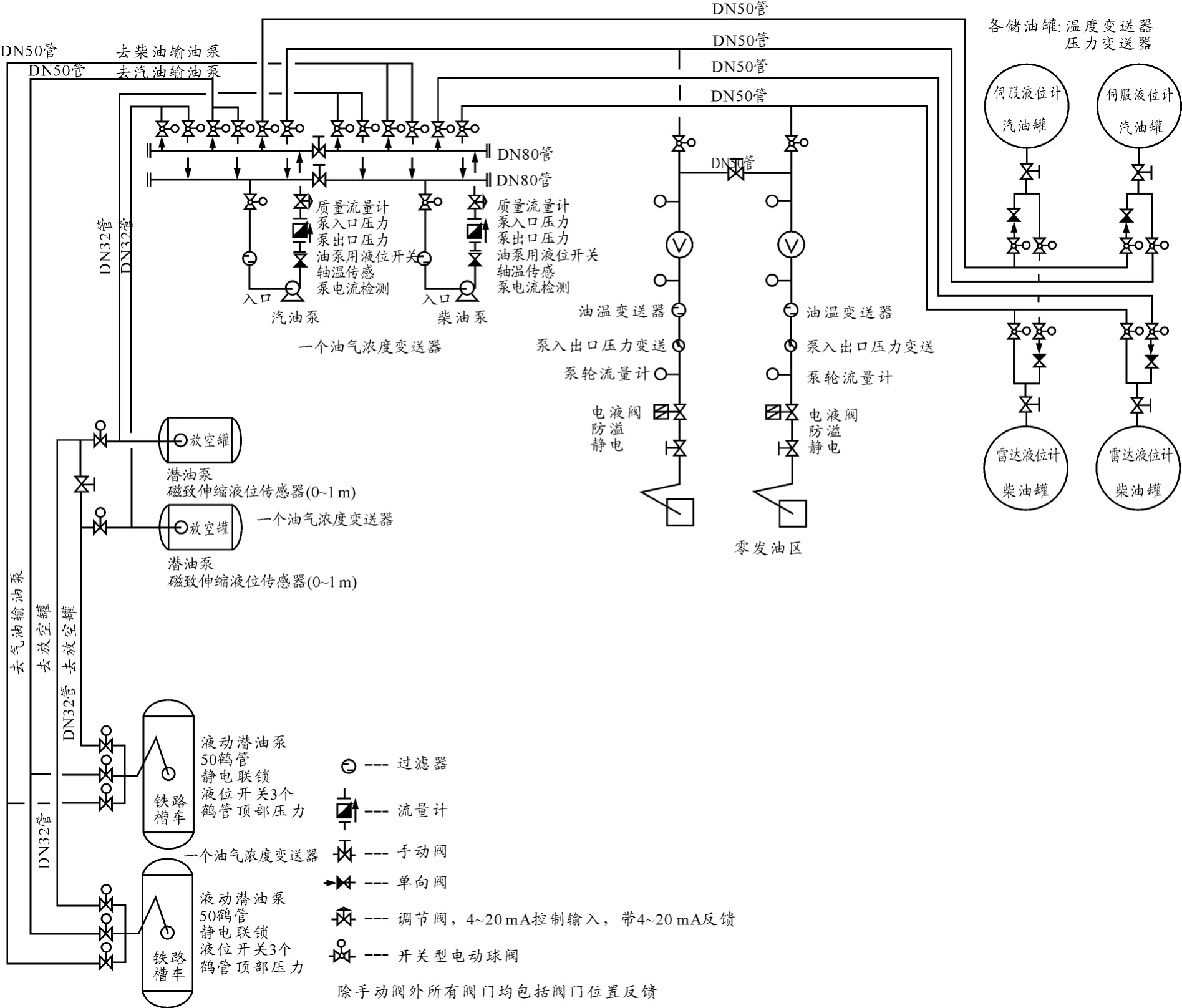
圖1 數字化油庫總體工藝
鐵路區主要實現該區域的設備控制、參數監測和收發油作業。參數監測主要包含閥門、潛油泵、鶴管壓力、油氣濃度、靜電接地、溢油等參數。設備的控制主要為泵和閥門的控制。
泵房區的主要任務是協助鐵路區完成相應的鐵路作業任務,實現閥門、泵、壓力、溫度、泵電流、放空罐的液位、油溫、壓力、油氣濃度等參數的檢測,以及泵和閥門的控制等。
零發油區即汽車發油子系統主要進行閥門、泵狀態、流量、壓力、溫度、靜電接地、溢油等參數的監測及閥門、泵、電液閥的控制。作業任務為實時定量發油。
灌區監控子系統主要任務為參數監測和計量,協助鐵路和公路區完成相應的作業任務。監測參數包含液位、溫度、壓力、油氣濃度等,并根據以上參數自動計算罐內油品的體積和質量。
2 控制系統網絡結構
為了建立開放式的油庫自動化系統,按照油庫業務流程和工藝需求建立控制系統,系統總體結構如圖2所示。按照分布式控制系統的設計方式,在每個作業現場各設置1臺控制器和HMI,用來完成局部作業區的測控任務。4臺控制器之間通過工業以太網通信共同協作完成全自動收發油作業任務。為了實現遠程控制,油庫統一建立一個集成調度指揮系統,對各作業區進行任務協調。該系統不直接與現場設備聯絡,而是通過與現場的控制器進行通信來實現任務協調[1]。2種控制方式遠程監控站和現場HMI互為備用,以提高系統的可靠性。
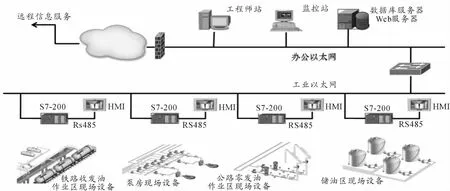
圖2 控制系統總體結構
控制器采用西門子S7-200系列的PLC完成現場數據采集與控制。控制器不僅對單個設備進行控制,同時根據作業任務進行全自動的收發油作業。控制器既受WinCC服務器的控制,也受現場人機界面的控制,編程時預留了與 HMI和WinCC通信的接口。
人機界面是實現人與機器交換的數字設備。每個區域為了完成相應的監控任務,除了一個控制器外,還需設置相應的人機交互設備。人機交互設備選用步科電氣的MT4500系列中的MT4523T人機界面,它集成了 USB、RS232、RS485接口,可直接采用 RS485接口實現與 PLC的通信[3]。
集成調度指揮中心以監控站和WinCC服務器為核心。遠程訪問的客戶機通過計算機網絡訪問WinCC服務器,實現對現場設備的狀態監控,油庫作業信息的導出,以便于油庫日常信息管理。
3 各子系統硬件配置
根據作業任務要求,各現場控制器之間須進行現場通信。如在進行鐵路收發油時,泵房及灌區必須根據工藝流程進行相應的泵和閥門的操作,因此各區域控制器必須協調配合,共同完成作業任務。S7-200系列PLC能在集散自動化系統中充分發揮其強大功能,它因其具有緊湊的結構、靈活的配置、強大的指令集和聯網通信能力成為各控制應用的理想選擇[4-5]。同時,工業以太網作為以太網向現場延伸,它有應用廣泛、通信速率高、資源共享能力強、可持續發展潛力大的優勢。本系統控制網絡采用工業以太網,各區域硬件配置如表1所示。
表1 系統硬件配置表
4 PLC軟件設計
系統軟件設計主要包含控制方式優先權設置、以太網通信、工藝流程實現和故障報警等。
4.1 控制方式設置
根據部隊油庫的特點及工藝流程要求,為了保證油料供給等作業任務的順利進行,根據系統要求,控制模式分為手動和自動2種。總體設計流程見圖3。
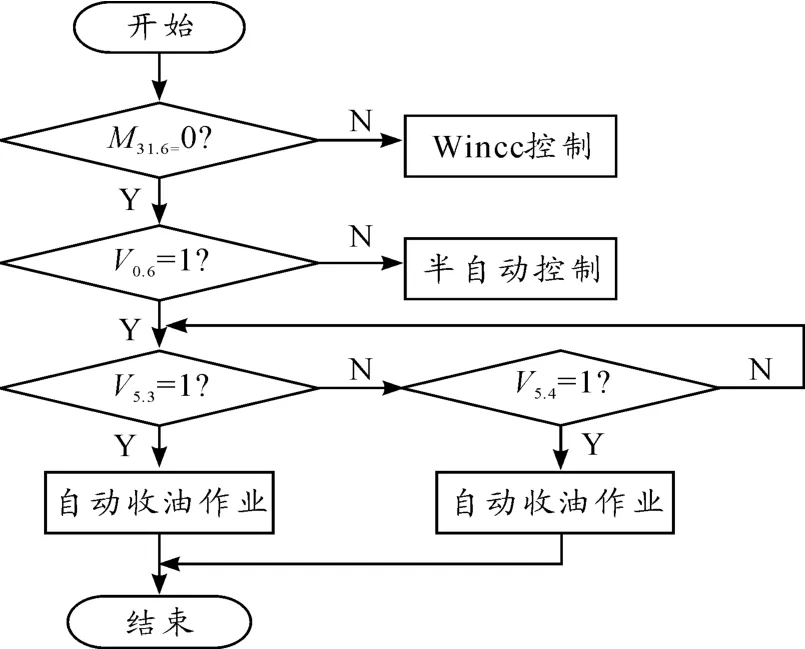
圖3 總體設計流程
手動控制模式可通過電氣控制柜的轉換開關進行設置。處于手動模式時,控制器不能進行控制,只能進行狀態采集。手動模式下可通過電氣控制柜對閥門、泵等設備進行操作,以滿足控制器出現故障時繼續作業及故障檢修的需要。
自動模式中,PLC完成對現場設備的控制,手動操作失效。自動控制模式又分為現場HMI和遠程WinCC控制,這2種控制方式互鎖。如需在現場通過HMI進行作業,則作業前需先進行控制權判斷,只有在WinCC沒有控制時,HMI才能獲取控制權。因此PLC需要設置相應的標志位來分別表示HMI和WinCC的控制權,即控制標志位為“1”時取得控制權,為“0”時釋放控制權。
現場分為4個區域,每個區域都設置了一個HMI進行狀態采集、設備的控制及故障報警等操作。HMI的操作模式分為了全自動和半自動2種方式。半自動方式下,通過點擊相應設備對該區域內的設備進行控制,4個區域獨立操作,互不影響;全自動模式下,4個區域協調工作,共同完成作業任務。
4.2 以太網通信設計
在數字化油庫實驗室中設置4臺PLC,進行自動作業時,需要4臺PLC分工合作,共同完成作業任務。因此,PLC之間的通信成為實現全自動作業任務的關鍵之一。
在該項目中,各區域控制器之間采用工業以太網實現通信。每個PLC外加CP243-1以太網通信模塊,該模塊可同時實現與其他8個PLC的異步通訊,當對應的通道準備好后,即可開始異步數據傳輸。每個異步傳輸內部可根據需要定義不同的傳輸方式以傳輸不同的內容。
以太網除了用于實現PLC之間的通信外,還用于與上位機WinCC組態軟件的通信。WinCC組態軟件通過OPC服務器訪問現場PLC,PLC作為Server端、上位機作為Client端訪問PLC數據。
系統參數設置需注意:在S7-200PLC編程軟件的以太網向導設置S7-200站為Server、組態主站的IP地址及TSAP號,以及需要通信的Client端的IP地址及TSAP號;上位機通過在STEP7軟件中的網絡組態里組態PC站和S7-200站之間的網絡連接,注意保持 S7-200站的 IP地址以及TSAP號與Server端設置的一致;打開SIEMENS網絡軟件SIMATIC NET OPC SCOUT,在已建立的網絡連接下編輯變量,變量的地址與 Server端的一致。
4.3 工藝流程的實現
系統工藝流程包含鐵路收發油、公路零發油2個部分。本文以自動收油為例進行介紹。圖4為鐵路區自動收槽車1柴油到油罐3的程序流程。
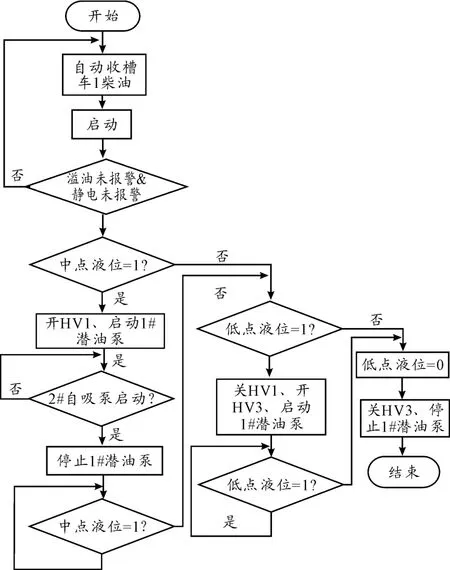
圖4 鐵路區全自動控制流程
將全自動、槽車1、收油、柴油、油罐3選中之后啟動,在沒有溢油、靜電報警的情況下,若槽車1在高點液位或中點液位,系統將自動開啟HV1,1#潛油泵,執行引油灌泵動作。當2#自吸泵啟動時,停止1#潛油泵,開始收油。當槽車1在低點液位時,關HV1,開 HV3,啟動1#潛油泵,執行掃底動作。當槽車1為空時,關HV3,停止潛油泵,此次收油結束。
5 結束語
本項目采用S7-200系列的PLC作為現場控制器進行油庫綜合自動化控制系統設計,滿足油庫需求并能適應油庫的未來發展需要。該系統已在后勤工程學院數字化油庫實驗室建成并得到應用。它實現了生產管理自動化,對降低勞動強度,提高作業效率、降低維護和管理成本都具有非常重要的意義。
[1]方衛紅,彭小芳,鄔曉嵐,等.基于工業以太網的油庫控制網絡設計[J].后勤工程學院學報,2012,28(1):76-81.
[2]辛宏偉.部隊油庫自動化發油系統研究與改進[D].合肥:合肥工業大學,2008.
[3]黃禮超,巫茜.基于OPC的工控系統軟件集成[J].重慶理工大學學報:自然科學版,2012,26(3):109-113.
[4]陳欣,王浩宇,郎朗.基于OPC技術的上位機與西門子PLC的通信[J].自動化與儀器儀表,2008(1):66-69.
[5]王洪猛,謝建君,曾云,等.基于PLC的過程控制系統設計與實現[J].自動化技術與應用,2004(7):72-74.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
流程工業(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2018年11期)2018-08-04 03:26:08
故事大王(2016年7期)2016-09-22 17:30:08
工業設計(2016年12期)2016-04-16 02:52:00
中學科技(2014年11期)2014-12-25 07:38:53
消費者報道(2014年7期)2014-07-31 11:23:57
太空探索(2014年3期)2014-07-10 14:59:39