溫度場變化對船塢搭載精度控制的影響研究
2013-09-27 08:31:50劉建峰
船舶與海洋工程 2013年3期
楊 振,劉建峰
(1. 江蘇科技大學船舶與海洋工程學院,鎮江 212003;2. 上海外高橋造船有限公司,上海 200137)
0 引 言
造船精度控制是船舶制造過程中一項十分重要的工作,貫穿于船舶制造的全過程[1]。數字化船塢系統概念的引入,能有效提高定位精度和龍門吊使用效率,縮短船塢周期。
數字化船塢系統是在全站儀已廣泛運用于船塢地樣線開設、船體分段定位等工作的基礎上發展起來的,即通過豎立在船塢四周的基準標靶表示傳統船塢中的船體中心線、肋位線和高度基準線,形成統一的船塢坐標系統,如圖1所示。應用Marine G2軟件(船體精度分析軟件)系統,建立DES(坐標轉換)文件,以建立自然溫度場對分段、總段定位間隙影響的數學模型為前提,以建立分段定位最優方案的決策方法為目標,通過充分利用現有的軟件系統Tribon M3和Marine G2等,將傳統的船塢搭載定位作業通過電腦預先進行模擬,實現取消船塢格子線,實現分段快速、無余量搭載,一次定位,從而達到節省工時,提高龍門吊使用效率,縮短船塢周期的目的。
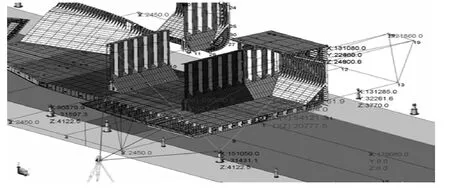
圖1 數字化船塢測量系統
隨著鋼材加工、船體裝配和焊接精度的不斷提高,裝配施工因素對船體分段精度的影響所占比重在逐步下降,而環境溫度對船舶分段變形的影響變得越來越重要。由于季節性溫差變化,甚至是同一天不同時段的溫度變化導致的分段不均勻受熱變形,造成作業現場大量修割或反復定位,給現場作業帶來了極大的困擾。因此,對環境溫度導致的船體分段變形的分析自然成為推進數字化船塢應用過程中一個不可避免的課題。
1 溫度變化致分段變形的理論分析
船廠施工條件惡劣,大多數作業為露天作業,工件所處的環境溫度升降幅度較車間大。在夏季日曬的條件下,船體受曬局部溫度升高將加劇溫度場不均勻的程度,船體或分段受曬的一面較未受曬的一面溫度可能高出30℃以上,其熱變形引起的幾何量的變化有時甚至大于按一維熱變形計算的數值[2]。
工件形體熱變形的影響因素極其復雜[3],其變形量Δ不僅與尺寸L、材料的線膨脹系數C、環境溫度T有關,而且與形體結構因子k[取決于幾何參數,即 k = f( X1, X2,… ,Xn)]有關,其數學模型為:

常用的溫度變化引起的工件熱變形計算公式:

式中:LΔ——熱變形量,L——實物長度,C——熱膨脹系數,1T——升高后溫度,0T——原始溫度。公式(2)沒有考慮工件的形體結構因子的影響,用簡單的標準件計算公式作為各種形體工件熱變形計算的數學模型。在簡單的一維熱變形和測量精度要求一般的情況下,按公式(2)計算不會造成顯著影響,但對高精度如納米級精度測量或高精度誤差修正時,其影響不能忽略,必須引入形體熱變形系數概念,且要進行深入的研究[4]。
數字化船塢旋轉標靶由φ210mm×10mm×1800mm的均質圓鋼管構成,可以把旋轉標靶看作一維細長桿標準件。在夏日,即使氣溫與鋼管溫度相差 30℃,根據理論公式(2)計算其熱變形為:ΔL =1800×11.5×0.000001×30=0.6(mm),對船體精度影響可以忽略不計。然而,對于長度為20m的船體總段而言,根據理論公式(2)計算其變形 ΔL=40000×11.5×0.000001×30=6.90(mm),對船體定位會造成顯著影響。
船體分段結構復雜而且種類繁多,其熱變形不僅受相鄰結構件的約束,而且由于船體分段本身遮蔽作用的影響,其處在一個不均勻且時刻變化的溫度場里。因此,船體分段的熱變形研究極其復雜。由于船體分段結構的特殊性,公式(2)僅能做參考使用。
2 溫度變化致典型總段變形的實測分析
在同一時刻,外界大氣溫度在同一局部地區是相同的,而由于露天環境下船體分段受陽光照射或被遮蔽的影響,會使船體分段鋼板隨溫度變化,產生較大的變形;在室內作業中心或分段加工廠房內,由于沒有日照,可認為船體分段處于相同的溫度場,水平度、長度及寬度是不會發生變化的。其在廠房內測得的數據可作為在外場受陽光照射時測得數據的比較基準;
基于以上準則,在夏季對某VLCC船型分段尺寸變化進行統計測量,得到如圖2所示變形曲線。
此外,船體分段受陽光照射后,其寬度和垂直度也會發生變化。選取不同分段進行跟蹤測量,得到如圖3所示結果。
分析測量結果發現:就縱隔艙而言,其長度變化主要影響焊縫間隙,寬度方向發生最大變化量為15mm,當與甲板對接時會發生嚴重錯位;舷側分段同樣存在類似問題,由于日曬會引起外板錯位。
綜合圖2以及統計測量數據,可以得出以下基本結論:
1) 變形情況復雜,溫度越高,變形量越大;隨著一日內氣溫的升高和降低,總體變形曲線近似于二次拋物線;
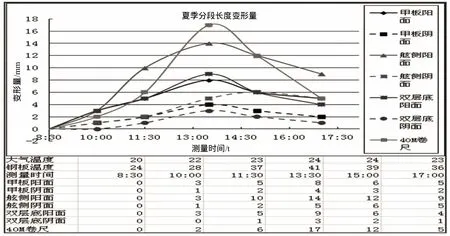
圖2 夏季分段受陽光照射長度變形
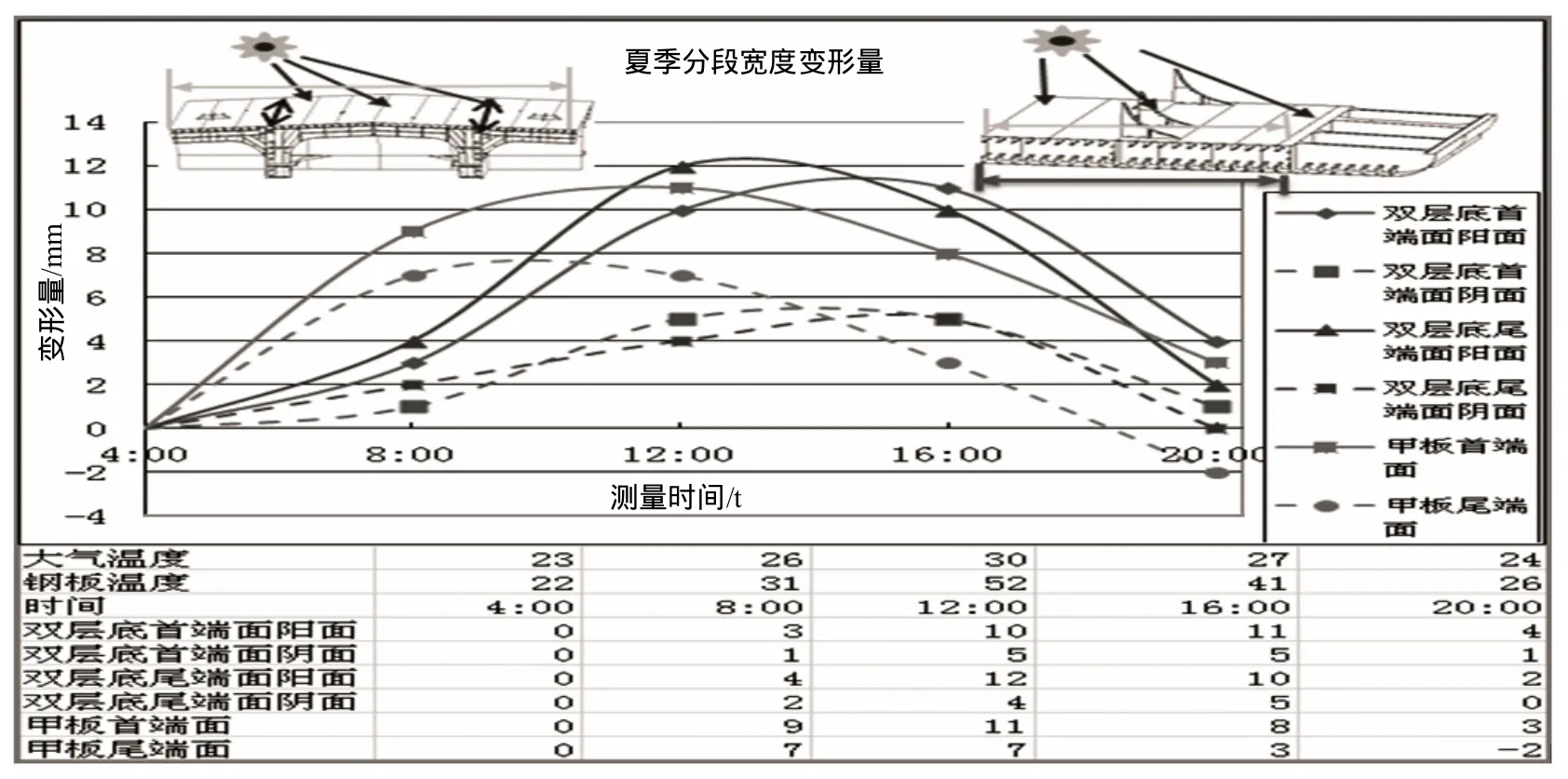
圖3 夏季寬度變形
2) 溫度變化對船體分段變形的影響巨大,變形不僅僅體現在長度方向上,還涉及寬度、水平度以及垂直度,屬立體變形;
3) 夏季,船體分段陽光直射區最大變形基本均在10mm以上,變形量大于按理論公式(2)的計算值;
4) 船體分段受陽光照射發生的變形,不僅受陽光照射強度的影響,而且與船體分段本身的結構和船體分段鋼板厚度密切相關,鋼板越厚、結構件越多,其變形越小;
5) 由于存在受陽光直射面和背陰面,溫度不均,變化量也不同,溫差越大,變形量相差也就越大,對船塢搭載定位、分段間隙調整影響很大;船體分段變形的復雜性使其僅能根據跟蹤統計數據進行簡單的預測。
3 基于溫度場變化的總組和搭載定位作業
3.1 搭載定位作業建議
對溫度變化而導致船體分段變形的研究和預測是精益造船發展的趨勢,然而,目前有關的研究還很少。本文對分段實測和定位提出以下建議,該建議具有普遍適用性,但不同類型分段的尺寸變化和定位間隙因地區不同日照不同,需區別對待。
3.1.1 測量時間
1) 分段測量工作應選相同的時間段或相近的溫度場進行(包括焊前精度、焊后精度的測量,自檢與復檢,前道與后道測量時間也應統一),盡量選擇在接近標準溫度20℃時測量,減少因溫度差異而導致的變形差異(假斷差),從而引起測量誤差;
2) 船塢定位、檢測應選擇在溫差變化較小的時間進行,夏季(6~9月)因日照量發生的變化很大,變形一般在10:00~15:00達到臨界點,出現突變,所以應盡可能在10:00~15:00之間避免測量作業。春秋季和冬季影響不是很大,但臨界點一般也出現在10:00及15:00。因此晴天一般選擇在清晨進行船臺定位、檢測作業,而陰天則限制不大;
3) 模擬搭載基準分段和搭載分段測量時間盡量統一,避免因變形差異而導致的模擬差異。如因船廠實際生產需要,需在高溫或低溫階段進行測量工作,那么搭載定位、焊接作業的時間段與作業環境溫度與測量工作時相同;
4) 全船主尺寸測量時,可根據端面定位數據掌握全船大概尺寸狀況,靈活選擇時間段進行測量,提交船東報檢。
3.1.2 組立階段
1) 分段測量時,要結合統計數據相互間的差異,為后道提供一份相對準確的參考數據。測量時,陰面與陽面出現斷差,可結合統計數據,折算到20℃標準溫度狀態下,此時陽面、陰面出現的斷差可認為是由于日曬引起的“假斷差”,可結合后道給予適當處理;
2) 在室內作業中心或分段加工廠房內做的分段,要考慮到在平臺、船塢進行總組和搭載的時間安排,分段本體陽面和陰面要根據總組和搭載計劃并結合統計數據維持負公差;
3) 由于前道做的分段需要較長時間才能流到后道,因此,要考慮一年四季的溫差變化(夏季溫差變化很大,要特別注意),并結合總組搭載計劃,預留反變形進行分段的精度控制。
3.1.3 搭載定位階段
1) 對于單個船體分段而言,若船體分段斷面不齊(測量階段),要考慮陰、陽面溫差的影響,在此基礎上可進一步考慮利用分段陽面與陰面的變形差異進行補償,而不用進行分段斷面的修割(定位階段);
2) 船塢定位工作要綜合考慮日照、焊接計劃以及分段端面情況,應把分段預修整后的各項幾何量與定位時間、天氣狀況及溫度變化等聯系起來,經分析后反饋到船塢,作為船塢分段定位時間選擇、分段間幾何關系確定的依據;
3) 焊接作業參考定位作業時間來安排,避免在溫差影響較大時施工;
4) 定位作業時,焊接間隙的控制要考慮溫度變化的影響,適當加放或縮小焊接間隙。
更規范的做法是運用數理統計方法,結合分段總組和船塢搭載焊接計劃,將全年分為三個時間段:春秋季(3~4月、10~11月)、夏季(5~9月)以及冬季(12~2月),給出基于溫度變化的分段搭載定位作業間隙指導標準(如表 1所示),表中分段定位間隙均以背陰面為基準面,“-”表示間隙縮小,“+”表示間隙加大。

表1 分段尺寸變化及定位建議
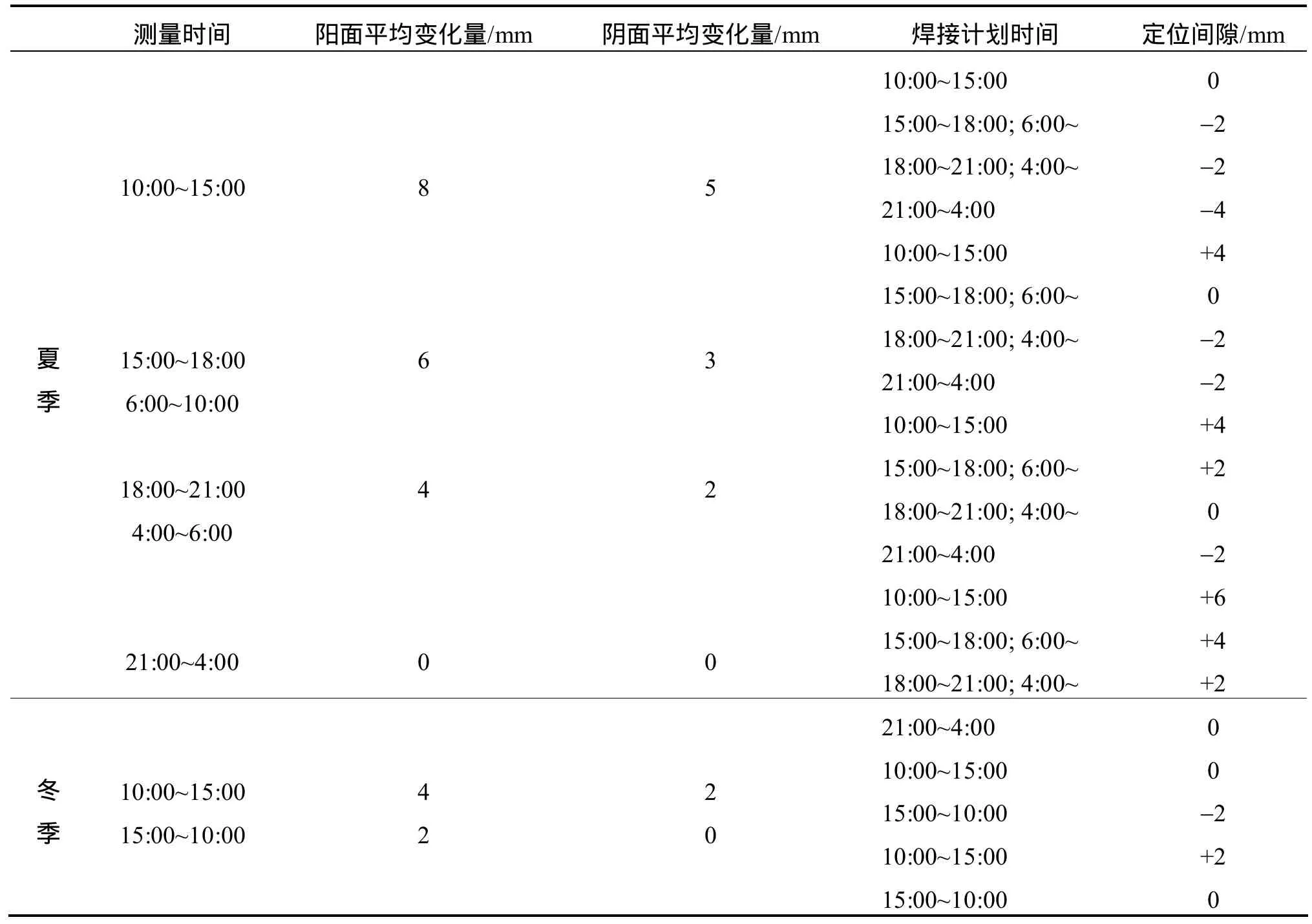
續 表 1
3.2 搭載定位作業示例
圖4所示的1~7號點,根據測量數據,經分析后可知:實際狀態比理論數據分別短了7、2、0、4、1、-1、5 (mm),與其對接的雙層底6環端面1a~7a號點(如圖5所示)分別比理論數據長5、4、0、4、2、0、14 (mm)。在不考慮溫度場影響的情況下,定位時保證基準點對接縫間隙在6~15mm之間,定為15mm(此時切割打磨工作量最小),定位完成后1~7號點對接縫間隙分別為17、13、15、15、14、14、6 (mm)。從理論考慮僅1號點間隙稍大,無需切割修正。但實際操作時,由于日照不均勻,對接的雙層底陽面會比背陰面多膨脹8mm左右,導致對接縫完全碰攏,無法正常施焊,需要二次定位或待溫度下降后進行作業,影響工時。
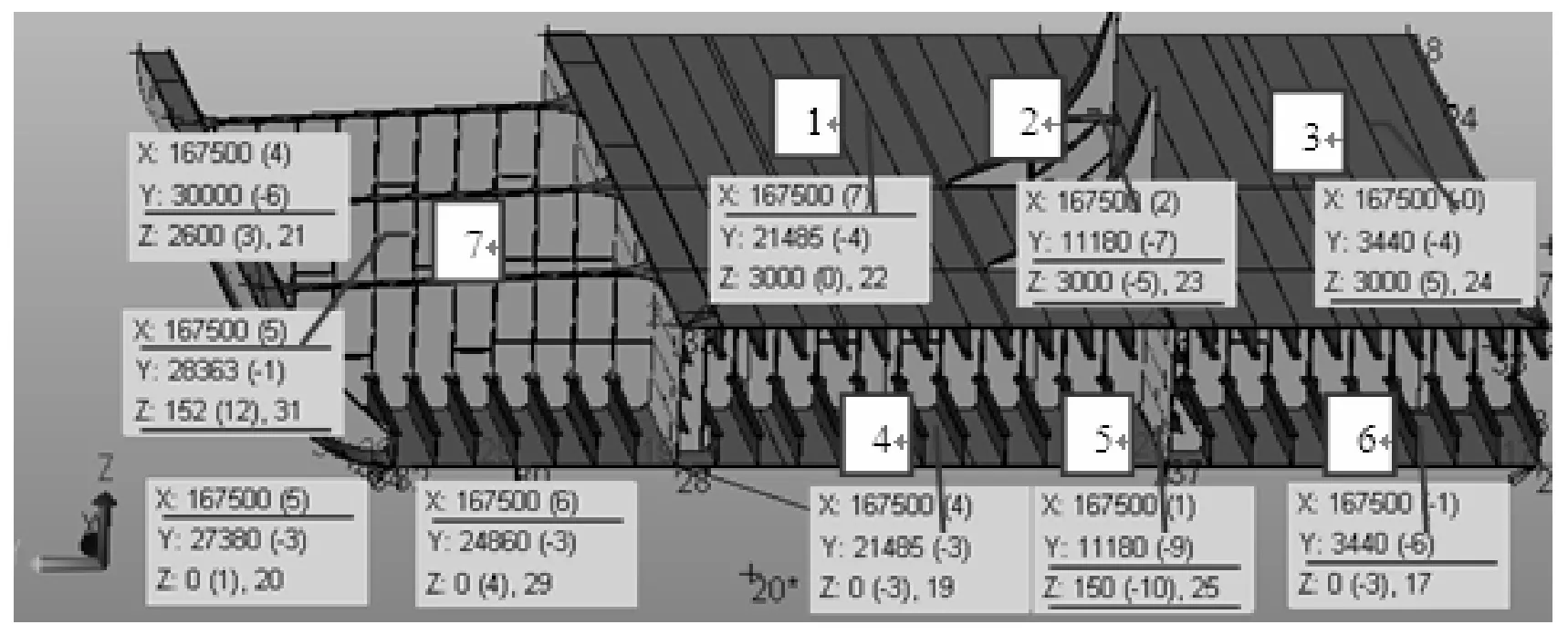
圖4 雙層底22G總段精度單
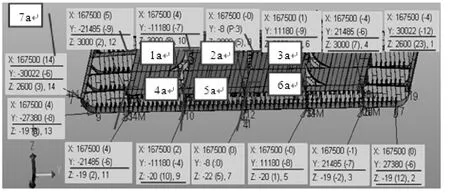
圖5 雙層底船塢6環端面精度單
在考慮溫度場影響的情況下,根據統計數據,在總段定位前6環端面陽面與7環總段陽面可進行預修割,本體維持-8mm管理,待焊接時,由于陽面和陰面受溫度影響不同,陽面尺寸補償在8mm左右,背陰面間隙按6~15mm的標準正常加放,由此可保證按照焊接計劃正常施焊,節省船塢工時,并可避免受溫度變化導致分段不均勻變形的影響。
更為重要的是建立分段變形的預報機制。即根據統計的變形結果,預測第二天搭載定位或焊接時的變形量,對分段進行預修割,減少船塢打磨修割工作,提高精度管理水平。
4 結 語
基于數字化船塢系統對溫度變化導致的船體分段變形進行研究,給出了基于溫度變化的總組和搭載定位作業標準和建議。借此希望擺脫以往定位精度受溫度影響的被動局面,更可以對溫度影響進行主動管理,主動控制定位精度,從而最大程度提高原始坡口保留率,提高船塢搭載效率,降低生產成本。
[1] 柯于舫. 論船舶的精度控制與建造質量[J]. 滬東中華技術情報,2002(1):l4-l5.
[2] 葉家緯. 船體建造測量及數據處理技術[M]. 華南理工大學出版社,2001.
[3] 費業泰,陳曉懷. 論精密測試中溫度誤差的現代研究分析[J]. 儀器儀表學報,1993,14 (4): 369-374.
[4] 費業泰,盧榮榮. 精密測量中零件熱變形系數研究[J]. 儀器儀表學報,1998, 19 (1).
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
故事大王(2016年7期)2016-09-22 17:30:08
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
