涂料印花織物的耐摩擦色牢度評定
2013-09-27 09:13:32黃玉華羅艷輝蒲宗耀吳晉川胡于慶
紡織學報 2013年7期
黃玉華,羅艷輝,蒲宗耀,吳晉川,胡于慶
(1.四川省紡織科學研究院,四川成都 610072;2.四川益欣科技有限責任公司,四川成都 610072)
眾所周知,織物耐摩擦色牢度的好壞與人們的生活息息相關。在我國,GB 18401—2010《國家紡織產品基本安全技術規范》已強制實施。其中對紡織品的摩擦色牢度提出很高的要求,A類紡織品(嬰幼兒紡織品)耐干摩擦牢度≥4級,B類紡織品(直接接觸皮膚的紡織品)耐干摩擦牢度≥3級,C類紡織品(非直接接觸皮膚的紡織品)耐干摩擦牢度≥3級。
紡織品耐摩擦色牢度試驗方法是測定紡織品的染色牢度方法之一,也是紡織品色牢度的重要考核指標之一。其目的是測定紡織品的顏色對摩擦的耐抗力及對其他材料的沾色,通過沾色色差評級來反映紡織品耐摩擦色牢度質量的優劣。目前,國內紡織品摩擦牢度適用的標準是GB/T 3920—2008《紡織品色牢度試驗耐摩擦色牢度》,評定織物的耐摩擦色牢度是看色布經過摩擦后標準白布上的沾色情況,但是,在實際應用中發現,對于涂料印花織物,僅僅依靠評定沾色程度不能代表該類織物的真實摩擦色牢度。
涂料印花與染料印花不同,涂料印花的主體是涂料和黏合劑,完全靠高分子黏合劑將各色涂料和纖維粘接在一起,在纖維表面形成穩定、堅固的薄膜來獲得所需的印花圖案[1-3]。由于黏合劑種類的不同,黏合劑分子和纖維間的相互作用也不同,紡織品在摩擦力作用下的褪色也不同[4-5]。紡織品的摩擦褪色是在摩擦力的作用下使織物上的染料或顏料轉移而引起的,尤其對于濕摩擦牢度而言,水介質的作用對黏合劑分子和纖維間的相互作用影響更大[6]。在測定涂料印花織物的耐摩擦色牢度時,織物經摩擦后(干摩或者濕摩擦),如果白布上的沾色很少,而色布上的掉色很嚴重,只是沒有沾到白布上(即印花織物摩擦前后的色差較大),紡織品經摩擦力作用后,標準白布的沾色程度與織物摩擦后的褪色程度就會不一致,從而造成摩擦牢度評級的誤差及摩擦色牢度好的假象。
本文通過選取不同的黏合劑和應用工藝,以摩擦后標準白布沾色程度和色布經摩擦后的褪色程度(通過評定織物摩擦后的褪色色變)來綜合評定涂料印花織物的耐摩擦色牢度,考察涂料印花織物的褪色程度對摩擦色牢度評定的重要性。
1 織物耐摩擦色牢度評定標準
耐摩擦色牢度的標準主要包括:美國紡織化學家及染色家協會標準(AATCC 8—2007)、日本標準工業協會標準(JIS L 0849 2004)、國際標準化組織標準(ISO 105-X12:2001)、涂層織物的英國標準(BS 3424-14—1985《涂層織物試驗——方法16(濕摩擦和干摩擦色牢度及印花耐磨損性的測定方法)》以及我國的適用標準GB/T 3920—2008《紡織品色牢度試驗耐摩擦色牢度》。
AATCC 8—2007《耐摩擦色牢度:AATCC摩擦測試儀法》中測試評定的指標是白布片上的沾色牢度。評級步驟為:1)用透明膠帶輕輕粘去摩擦白布片上的松散絨毛。2)用3層未使用過的摩擦白布片墊于待評定的摩擦白布片之下,參照AATCC標準沾色灰卡評定摩擦小白布的沾色等級。AATCC評級是用彩色轉移樣卡或沾色灰度樣卡對白色方布的沾色進行評級。美標灰卡比國標灰卡淺,色鮮艷、偏綠,評級結果偏好。
ISO 105-X12:2001《紡織品 色牢度試驗 第X12部分:耐摩擦的顏色牢度》標準的評級步驟為:1)用3塊純棉摩擦白布做托底;2)用沾色灰尺評級(ISOA01:1994 條款13)。
JIS L 0849—2004《耐摩擦色牢度試驗方法》修改采用ISO 105-X12:2001《紡織品 色牢度試驗 X12部分:耐摩擦色牢度》(英文版),白布沾色評級依照JIS L 0801。
GB/T 3920—2008修改采用 ISO 105-X12:2001(英文版),根據ISO 105-X12:2001重新起草。其評級步驟為:1)在被評摩擦布的背面放置3層摩擦布;2)在適宜的光源下,用GB/T 251——2008《紡織品色牢度試驗 評定褪色用灰色樣卡》來評定摩擦布的沾色級數。
關于耐摩擦色牢度的評定標準都只是針對標準白布的沾色程度來判斷紡織品的耐摩擦色牢度,對色布在摩擦后的褪色程度的評定沒有關注。各個標準之間的差異只是評定沾色級數的方法或者是評級所采用的標準色卡不一致,所以,本文僅以國內目前測試紡織品耐摩擦色牢度適用的GB/T 3920—2008中的方法為依據對涂料印花織物的摩擦色牢度進行測定。
2 試驗部分
2.1 材料與儀器
織物:經緯紗線密度為28 tex×28 tex;經緯密度為304根/10cm×252根/10cm;幅寬為114cm,純棉平布。符合GB/T 3920—2008規定要求的標準棉白布。
材料:黏合劑、增稠劑,四川益欣精細化工有限責任公司生產;涂料色漿,雙流天府精細化工有限公司生產;蒸餾水等。
儀器:X-Rite 8000系列積分球式分光光度計(美國X-Rite愛色麗);賽多利斯BS系列電子天平(北京賽多利斯儀器系統有限公司);Y571L染色摩擦色牢度儀(萊州市電子儀器有限公司);RCMP 2000磁棒印花機(正琦印染機械制造廠)。標準沾色用灰色樣卡和標準褪色用灰色樣卡。
2.2 測試方法
2.2.1 白布沾色的測定
根據GB/T 3920—2008,在Y571L染色摩擦色牢度儀上測試白布沾色程度,并用GB/T 251—2008進行評級。同時將摩擦的白布沾色布樣在X-Rite 8000系列積分球式分光光度計上進行測色,求得沾色白布與標準白布的色差值。色差值越大,說明沾色越嚴重,沾色牢度越差。
2.2.2 色布褪色的測定
根據GB/T 3920—2008,在Y571L染色摩擦色牢度儀上測試褪色程度,并用GB/T 250—2008進行評級。同時用X-Rite 8000系列積分球式分光光度計測試色布摩擦前后的色差值。色差值越大,說明摩擦后掉色越嚴重,褪色色變越大。
3 結果與討論
在摩擦過程中,試樣表面的纖維毛羽經摩擦作用后容易脫落,脫落的纖維經潤濕后在往復摩擦中更容易糾纏,繼而形成小球,小球脫落轉移到了棉布上[6-8];另外,樣品潤濕后,樣品表面的涂料更容易發生轉移,一部分轉移到標準白布上,一部分摩掉的涂料滯留在樣品表面[9]。
3.1 濕摩擦色牢度的評定
通過選擇不同的黏合劑和不同工藝條件(烘干及焙烘工藝條件),測試各個涂料印花布樣經過摩擦后的色布變色和白布沾色色差值,同時,進行白布沾色評級和色布褪色評級。
工藝配方:黏合劑用量為15g,藍涂料用量為10g,增稠劑用量為3.75g,水用量為71.25g。
黏合劑①~⑧號,平行印花4組,每組編號依次為1#~8#、9#~16#、17#~24#、25#~32#。
其中:1#~8#試樣的處理工藝為印花→100℃烘干→測濕摩擦色牢度;9#~16#試樣的處理工藝為印花→100℃烘干→150℃ ×2 min焙烘→測濕摩擦色牢度;17#~24#試樣的處理工藝為 印花→100℃烘干→180℃ ×1 min焙烘→測濕摩擦色牢度;25#~32#試樣的處理工藝為印花→100℃烘干→放置1周→測濕摩擦色牢度。
測試結果見圖1及表1。
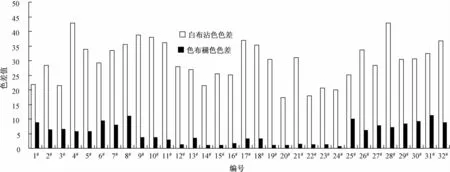
圖1 色差值比較Fig.1 Comparison of color difference values
從圖1可看出,白布沾色色差值的趨勢與色布褪色色差值的趨勢并不完全一致,即織物濕摩擦后白布沾色色差值小的其色布褪色色差值并不一定小。例如 1#、3#、4#、5#、12#、13#、16#、19#、21#、25#、28#、32#,所以在考察色布的濕摩擦牢度指標時,如果只考察標準白布上的沾色情況,容易造成測定牢度與樣品實際牢度的偏差。建議綜合考察標準白布沾色和樣品色布的褪色情況,避免產生假象。
從表1的評級結果來看:標準白布的沾色評級趨勢與色布褪色評級的趨勢也不完全一致,即織物濕摩擦后白布沾色等級高的其褪色等級不一定高。
3.2 干摩擦色牢度影響的評定
從3.1看出,以上4種工藝條件下都存在白布沾色和色布褪色不一致的情況,故選擇其中1種工藝條件考察使用11種不同黏合劑印花的織物的干摩擦色牢度,看其是否也有以上現象。
工藝配方為:黏合劑用量15g,藍涂料用量10g,增稠劑用量3.75g,水用量71.25g。試樣編號依次為1*~11*。
工藝條件:印花→100℃烘干→150℃ ×2 min焙烘→測干摩擦色牢度。
測試結果見表2。從中可看出,1*~3*,6*~8*,11*的干摩白布沾色等級均為3級,從色布褪色上看,8*、11*為4~5級,2*、6*、7*為4級,1*、3*為3~4級,與干摩后的色布褪色情況不一致。4*、5*、9*、10*的干摩白布沾色等級均為3~4級,但是4*、5*、9*干摩后色布褪色均為4級,10*為4~5級,其中4*、5*、9*的白布沾色與色布褪色情況一致。
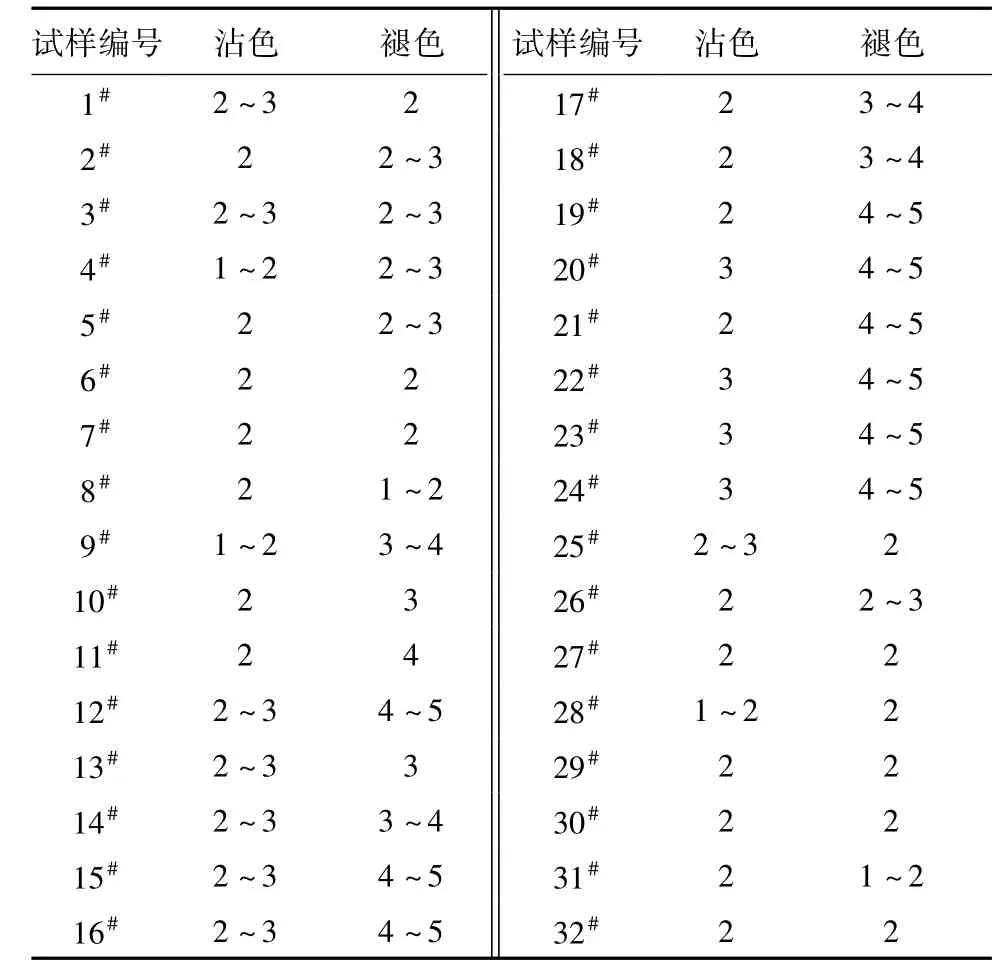
表1 濕摩擦色牢度灰色樣卡評級結果Tab.1 Results of wet rubbing color fastness on grey scale rating 級
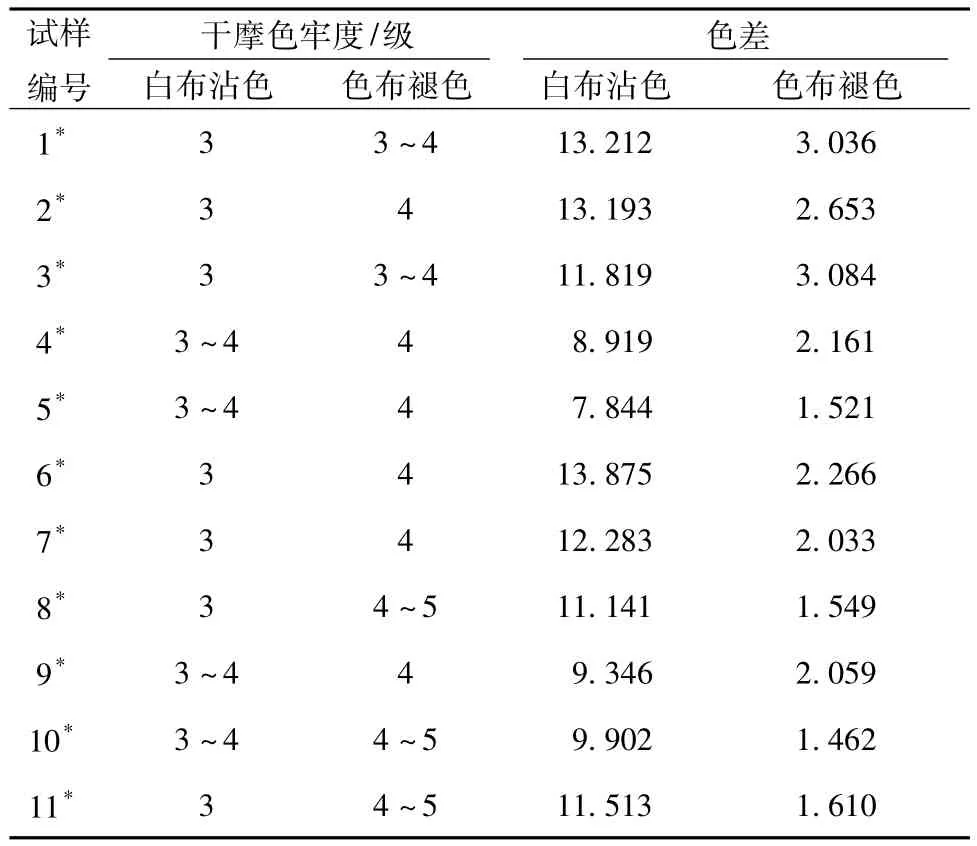
表2 不同黏合劑對干摩擦色牢度影響試驗結果Tab.2 Results of dry rubbing color fastness on different adhesives
從表2中的色差值測定結果來看:3*、8*、11*的白布沾色色差基本一致,但是色布褪色色差8*為1.549,與11*的1.610基本一致,而3*為3.084,差異較大。9*與10*的白布沾色色差9*比10*小,但是色布褪色色差9*比10*大。其余的1*、2*、4*、5*、6*、7*為干摩沾色色差值大,色布褪色色差值也大。即涂料印花織物的干摩擦牢度測試結果同樣表明:織物干摩擦后白布沾色的色差值及白布沾色評級與干摩擦后色布褪色的色差值及色布褪色評級的順序有時一致,有時不一致,甚至差異較大。
造成涂料印花織物摩擦后白布沾色與原樣褪色不一致的原因可能是:涂料印花與普通染料染色或染料印花不同,染料染色或染料印花是染料進入纖維內部或者是染料分子與纖維發生化學結合,從而使纖維帶上顏色;而涂料印花或涂料染色是利用黏合劑的粘接作用,在纖維織物表面形成一層高分子薄膜,使織物擁有豐富多彩的色澤及圖案[11-12],所以,在摩擦力作用下,染料染色布或染料印花布摩擦掉的可能主要是以纖維和染料分子[8],而涂料印花或涂料染色布可能主要是以黏合劑與涂料等形成的高分子皮膜。所用黏合劑種類不同,在織物表面形成的皮膜也不同。有的黏合劑的皮膜不容易沾到白布上,有的黏合劑的皮膜容易沾到白布上。故對涂料印花織物來說,織物表面的褪色程度也應該作為摩擦色牢度評定的重要影響因素之一。
4 結語
涂料印花與普通染料染色或染料印花不同,黏合劑與纖維間的作用力不同,在織物表面形成的薄膜也不同,經摩擦力作用后的褪色程度也會不同。在測定涂料印花織物摩擦色牢度時,摩擦后的標準白布沾色色差值最小,白布沾色等級最高,對應的色布在摩擦力作用后的褪色色差值不一定最小,色布褪色等級不一定最高。即色布表面摩擦掉的顏色不一定全部沾到標準白布上,尤其是經配色儀測試的色差值差異有時還很大。
對于涂料印花織物,現行標準中只對沾色程度進行評定的方法對織物耐摩擦色牢度的評定不夠準確。建議在測試涂料印花織物耐摩擦色牢度時同時評定經摩擦后標準白布的沾色等級(或色差值)以及色布的褪色變色等級(或色差值),綜合2個指標來評價織物的摩擦色牢度的好壞。
本文主要以GB/T 3920—2008為依據研究了涂料印花織物的耐摩擦色牢度測定,對于其他織物,如染料印花織物、涂料染色織物以及染料染色織物等沒有涉及。下一步將參考 AATCC、ISO 105-X12、JIS L 0849—2004等標準,對涂料印花織物以及其他染色或印花織物進行研究與探討,看是否存在類似現象。
[1]馬紅霞,李耀倉.涂料印花環保黏合劑的研究進展[J].化學與生物工程,2010,27(9):13-16,20.MA Hongxia,LIYaocang.Research progress of environment-friendly adhesive of pigment printing[J].Chemistry& Bioengineering,2010,27(9):13-16,20.
[2]余曉紅,鄭紹成,許施施,等.環保型涂料印花黏合劑的研制[J].浙江化工,2010,41(7):14-17.YU Xiaohong,ZHENG Shaocheng,XU Shishi,et al.Environmental friendly development of pigment printing adhesive[J].Zhejiang ChemicalIndustry, 2010,41(7):13-17.
[3]馬紅霞,李耀倉.新型環保涂料印花黏合劑的研究進展[J].中國膠粘劑,2010,19(10):47-50.MA Hongxia,LI Yaocang.Research progress of new environment-friendly adhesives for pigment printing[J].China Adhesives,2010,19(10):47-50.
[4]王宏麗.提高涂料大紅FFG織物印花摩擦牢度[J].染整技術,2004,26(3):47-48.WANG Hongli.Improve the printing rubbing fastness of the coating red FFG fabric[J].Textile Dyeing and Finishing Journal,2004,26(3):47-48.
[5]于楓.涂料印花摩擦色牢度差的原因及解決方法[J].現代商檢科技,1994,4(1):19-21.YU Feng.Pigment printing friction fastness difference causes and solutions[J].Modern Commodity Inspection Science and Technique,1994,4(1):19-21.
[6]葛媛,閔潔,朱泉,等.涂料印花摩擦牢度的影響因素[J].印染,2009(17):34-36,46.GE Yuan,Min Jie,ZHU Quan,et al.Factors impacting on rubbing fastness of pigment prints[J].Dyeing &Finishing,2009(17):34-36,46.
[7]張傳熊,周雪平,馮文.摩擦色牢度沾色成因的分析[J].中國纖檢,2011(8):56-57.ZHANG Chuanxiong,ZHOUXueping,FENGWen.Study on the reason for transferred color by rubbing[J].China Fiber Inspection,2011(8):56-57.
[8]張敖蘭,陸必泰.影響活性染料濕摩擦牢度的因素及改進措施分析[J].紡織科技進展,2010(1):55-57.ZHANG Aolan,LU Bitai.Fastness to wet crocking of reactive dyes[J].Progressin TextileScience &Technology,2010(1):55-57.
[9]王維江.提高棉、滌棉涂料印花的摩擦牢度[J].印染,2002,28(11):21.WANG Weijiang.Enhancing the rubbing fastness of pigment printing of cotton,cotton/polyester fabrics[J].Dyeing & Finishing,2002,28(11):21.
[10]張艷軍,鄧東海,龔軍,等.濕摩擦牢度提高劑 DM-2588 應用工藝[J].印染,2007(24):35-37.ZHANG Yanjun,DENG Donghai,GONG Jun,et al.Application of agent DM-2588 for enhancement of wet rubbing fastness[J].Dyeing & Finishing,2007(24):35-37.
[11]雷琳,吳明華,袁艷,等.有機顏料微膠囊在涂料印花中的應用[J].紡織學報,2010,31(8):97-102.LEI Lin,WU Minghua,YUAN Yan,et al.Application ofmicroencapsulated organic pigment to pigment printing[J].Journal of Textile Research,2010,31(8):97-102.
[12]董俊哲,房寬俊,張霞,等.GMA改性聚丙烯酸酯黏合劑的應用[J].紡織學報,2007,28(7):62-64.DONG Junzhe,FANG Kuanjun,ZHANG Xia,et al.Application of glycidyl mechacrylate modified polyacrylate binder[J].Journal of Textile Research,2007,28(7):62-64.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
化工管理(2021年7期)2021-05-13 00:45:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
知識經濟·中國直銷(2018年4期)2018-04-18 12:04:49
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國洗滌用品工業(2015年9期)2015-02-28 19:03:06
流行色(2005年4期)2005-04-29 00:44:03
