氯堿企業副產氫氣在煉油裝置中的應用
2013-09-28 03:52:08鄭紀東
中國氯堿 2013年5期
鄭紀東
(山東東明石化集團萬海氯堿有限公司,山東 東明 274500)
東明萬海氯堿化工有限公司現有15萬t/a離子膜燒堿生產裝置。電解裝置副產的氫氣很少一部分用于合成鹽酸,其余全部放空處理,既不安全又造成了資源的巨大浪費。東明石化集團中油公司的25萬t/a加氫精制裝置缺乏高純度的氫氣,為了充分利用現有的氫氣資源,氯堿公司增設氫氣回收利用設施,設1臺1 000 m3濕式氣柜及1套氫氣增壓輸送設施,回收燒堿裝置產生的氫氣,輸送至中油公司加氫精制裝置,實現資源的綜合利用。
1 氫氣回收裝置工藝流程
由電解工序電解槽陰極室產生的85℃濕氫氣含有大量的水蒸氣和堿霧,通過冷卻降溫,使水由氣態凝結為液態并與氫氣分離,達到氫氣干燥清潔的目的。高溫濕氫氣進入氫處理系統的洗滌塔下部,經洗滌液洗滌、冷卻后約為45℃,其中,75%~80%的水分得到冷凝,并除去了氫氣中所夾帶的堿霧。氫氣從塔頂出來,進入液環式氫氣壓縮機加壓至約0.1 MPa,再經水霧捕沫器除去氫氣夾帶的水霧后,經氫氣分配臺,一部分送至三合一鹽酸合成爐生產鹽酸;另一部分輸送至氫氣柜。通過1 000 m3濕式氣柜緩沖貯存,緩沖后的氫氣經過活塞式壓縮機壓縮后,約為0.7~0.9MPa,輸送至25萬t/a加氫裝置作原料。回收裝置工藝見圖1。
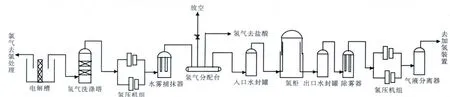
圖1 氫氣回收裝置工藝流程圖
開停車時濃度較低的氫氣、運行過程中的不合格氫氣以及過剩的氫氣經分配臺的放空管道和氫氣阻火器排入大氣。
2 控制方案
為了使電解槽氫氣壓力保持穩定,在壓力調節系統控制下,由氫氣分配臺設1條回流氫氣管線到氫氣壓縮機的進口總管。根據進氫氣洗滌塔的氫氣總管的壓力的變化自動調節回流量,以保證電解工序及本工序氫氣壓力的穩定。
為了使氣柜柜容保持穩定,在壓力調節系統控制下,由壓縮機出口冷卻器后設1條回流氫氣管線到氣柜的進口總管。根據柜容變化情況及加氫崗位的壓力變化情況自動調節回流量,以保證柜容及加氫崗位氫氣壓力的穩定。
為了使前序裝置氫氣壓力保持穩定,在壓力調節系統控制下,在氣柜入口管線上設1個壓力自控調節閥,根據前序氫氣壓力變化情況自動調節,以保氫氣壓力的穩定。
此外,在氣柜進出口處還各設1個水封罐,既保證了進出氣柜的氫氣壓力穩定,還可在長時間停車時建立一定高度的水封,保證氣柜內氫氣不外泄,雜質氣體無法進入氣柜。
3 安全要求
氫氣無色無味,人不能憑感覺發現;比空氣輕,呈上升趨勢;當氫氣與空氣或氧氣混合時,形成混合比范圍很寬的易燃易爆混合物。
因此,氫氣對處理系統條件要求苛刻,為保證安全生產,該公司采取的方法為,設采樣點5個,每8 h采樣一次,嚴格控制氫氣純度;根據壓力及流量,嚴格規范氫氣管線直徑;從電解到加氫裝置設多處液封式排凝點,以防管路積水,產生壓力波動;多處設氮氣引入管,以便在開停車時采用分段置換及意外事故時可局部處理;全部放空管道上均設有阻火器、氮氣蒸汽引入管。
4 生產中遇到的問題及解決方法
4.1 氫氣放空著火
2008年夏季,在雷雨天氣時,曾出現雷電引燃氫氣放空管中的氫氣,發生著火事故。盡管放空管上設有阻火器、氮氣管、蒸汽管,但由于放空管出口氫氣壓力大(約70 kPa)、濃度高,再加上當時雷電發生高度低、強度大,故仍引起氫氣著火。為避免此類事故再次發生,當雷雨天氣且氫氣用戶用量減少需放空時改從電解氫氣總管放空,盡量減少氯氫工序氫氣放空量。因為電解工序氫氣總管氫氣壓力低(約為5 kPa),放空基本屬于自然散逸,應避免與雷電接觸的可能。
4.2 氫氣壓力波動
由于氫氣分子量低,故在實際生產中容易引起壓力波動,在加上電解崗位為保護電解槽設備的完好,設有連鎖裝置,如氫氣壓力波動較大,往往引發連鎖導致電解跳停,被迫停工。為解決此類問題,電解設有氫氣水封罐、氯氫設有氫氣回流管、氣柜前設有穩壓自控閥、鹽酸氫氣緩沖罐前設有穩壓自控閥。經生產實際驗證,效果良好。
4.3 氣柜柜容超高
2009年春季,因1個活塞式氫壓機跳停,而當時氫氣量較大,出現柜容超高情況,但由于所用氣柜結構是直升濕式單節焊接儲氣柜,頂部設有放空管和放空閥,故很好地解決了柜容超高的問題,未引起生產事故。
4.4 排凝點管線凝結水結冰
由于氫氣中含水較多,需要在排凝點定期排凝,但在冬季生產時容易使排凝點出現凍凝無法排水;此外,從液環式壓縮機到氣柜入口管線較粗(?350 mm)且為裸管,再加上其內氫氣壓力較低(70~100 kPa),流速慢,管線內凝結水在低點排凝點積聚結冰而無法排凝,導致氫氣壓力波動。因此,對液環式壓縮機到氣柜入口管線用保溫材料保溫,并在各排凝管線上加蒸汽伴熱,保證持續排凝。經生產實際驗證,效果良好。
5 結語
(1)在幾次非計劃停車中,緊急關閉氣柜入口前壓力自控閥、氫氣分配臺上現場一次閥、去加氫管線現場一次閥、加氫裝置現場一次閥,對這二段管線包壓,在再次開車時不必對其進行置換;氣柜區2臺往復式活塞壓縮機走閉路循環,既節約了氫氣資源又節約了時間。
(2)2009年8月,在按計劃停車進行設備檢修時,首先關閉進氣柜區的進料閥和去加氫的送料閥,并對關閉的閥門加盲板,然后,停氣柜區的2臺往復式活塞壓縮機,再關閉氣柜進出口蝶閥,并對進出口水封罐建立150 cm液封。
(3)以該公司目前生產能力,每年生產時間7 200 h,每小時回收3 358 m3/h氫氣,每年可回收氫氣2 172 t,每標方氫氣按1.3元計算,每年可增效益三千多萬元。自裝置投產以來,已增收3 905萬元。
(4)經過增設氫氣回收利用設施,避免了氫氣放空,減少了氫氣著火發生的可能,實現了零排放。