鋁合金車體用型材、板材火焰矯正探討
2013-10-09 01:28:00南車南京浦鎮車輛有限公司江蘇210031
金屬加工(熱加工) 2013年22期
關鍵詞:變形
南車南京浦鎮車輛有限公司 (江蘇 210031) 吳 斌
1.概述
鋁合金制品具有質量輕、耐腐蝕性好、外形美觀等優點,已成為高速列車和軌道交通車輛的首選材料。由于鋁合金熱導率高、線膨脹系數比鋼大,焊后極易出現變形失穩現象,對于尺寸精度要求較高的軌道車輛鋁合金車體,能否成功地進行焊后變形矯正,就成為控制產品質量的關鍵。
軌道車輛鋁合金車體各部件由不同截面的型材、板材組焊而成,不論是單個零件的成形加工還是組焊加工,往往由于工藝控制措施不當而引發變形,難以滿足最終外形尺寸要求。為彌補變形帶來的尺寸誤差,需選用恰當、合理的矯正工藝來使工件達到期望的形狀。鋁合金車體制造過程中一般采用火焰矯正、機械矯正和復合矯正的方式對變形件進行矯正,矯正方法的選擇取決于工件變形的程度、現場條件、成本、周期和人員操作技能等各方面因素,各企業一般根據自身條件而制定不同的矯正工藝,不拘一格,但都是在不降低工件的結構強度,保證不影響工件質量的前提下進行的。本文針對鋁合金車體用型材和板材,主要探討火焰矯正在型材、板材變形控制中的應用。
2.火焰矯正原理
火焰矯正就是用火焰對金屬局部進行快速加熱,使其產生壓縮塑性變形,冷卻后該區域金屬發生收縮,利用此收縮產生的變形來抵消因焊接產生的殘余變形的矯正方法。鋁合金型材、折彎件的矯正方法,取決于構件的變形程度及矯正的復雜程度,冷調法即壓力矯正法適用于簡單截面的型材、折彎件的矯正方式,而復雜截面的鋁合金型材、折彎件的矯正則須選用熱調法(火焰矯正或復合矯正方式)。通過選用合理的矯正方法,利用鋁合金型材、折彎件的內應力進行收縮和拉伸,從而產生新的變形抵消原有的變形,使鋁合金型材、折彎件矯正后的零部件符合標準要求。
3.火焰矯正前的準備工作
(1)氣體和工具的選擇 火焰矯正所選用的氣體,利用可燃氣體與助燃氣體混合燃燒所釋放的熱量作為熱源。目前常用的是乙炔(或丙烷)和氧氣混合燃燒,氧乙炔火焰溫度為3000~3500℃,而氧-丙烷的火焰溫度為2000~2850℃。
火焰矯正加熱用的烤炬,一般可采用焊炬代替,也有特制的烤炬,目前常用的為射吸式焊炬,射吸式焊炬結構如圖1和圖2所示。烤炬和烤嘴的規格要根據被矯正的鋁合金型材和板材區域大小、板厚及矯正時間等進行合理選擇。
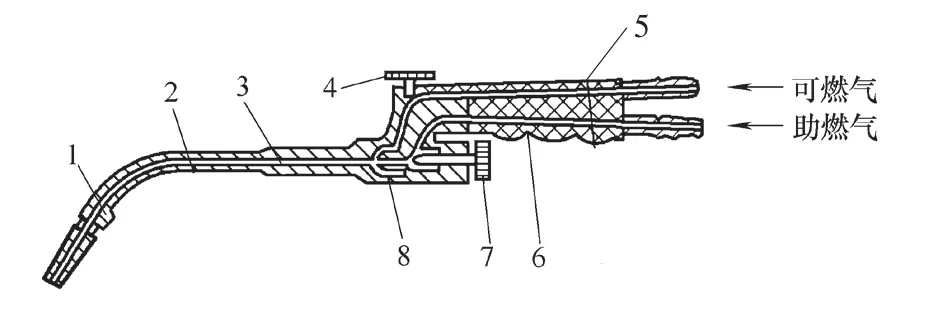
圖1

圖2 射吸式焊炬
(2)變形情況分析 火焰矯正前,首先要分析鋁合金型材、板材的變形情況,確定構件的變形特征和變形量,選用正確的加熱溫度,加熱方式和加熱時間是確保矯正質量的重點。
部分結構簡單的鋁合金型材和板材可以通過冷調做簡單處理就能達到規定要求。也可以在組焊過程中選用合適的焊接接頭形式和焊接參數,選用合理的焊接順序來避免和減少變形。但總有部分變形是預見不到的,在組焊時由于零部件的組裝間隙過大、坡口的角度不完全符合圖樣要求等其他原因都會造成焊接變形。焊接變形有角變形、翹曲、扭曲和波浪等,一旦焊接過程中控制不好,必然會有這樣那樣的變形存在。同時焊接的內應力抑制了組焊好的零部件的外形狀態,從而在零部件的外形方面就出現了扭曲、彎曲、翹曲的現象。確定好了零部件的變形情況就能很好的選擇鋁合金型材和板材的合理加熱溫度、方式和加熱時間,或者直接通過簡單的冷調就能順利的完成變形的矯正。
4.火焰矯正的基本操作方法
(1)加熱方式的選擇 火焰矯正加熱的主要方法有點狀加熱法、線狀加熱法和三角形加熱法。
點狀加熱主要適用于薄板、波浪變形的矯正,尤其適用于鋁合金板材波浪變形和局部凹凸變形的加熱矯正。采用多點加熱,加熱點呈梅花狀均勻分布,加熱點直徑≥15mm,兩點間距在50~100mm。當板厚或變形量大時,可適當增大加熱點直徑并減小點與點之間的距離,點狀加熱法示意如圖3所示。
線狀加熱是火焰在構件上沿直線、曲線和環形的連續加熱方法,被加熱構件上的加熱面積呈現一條較窄的帶狀。線狀加熱分為直線加熱、環形加熱(螺旋形)、曲線加熱(波浪形)三種基本形式,線狀加熱示意如圖4所示。線狀加熱特別適合于薄板、中厚板的波浪變形、角變形和彎曲變形的加熱矯正。線狀加熱的寬度一般為厚度的0.5~2倍,具體應根據構件的變形情況和板厚選擇,如加熱寬度太大,極易引起構件局部翹曲變形。

圖3 點狀加熱

圖4 線狀加熱示意
三角形加熱是火焰在構件上加熱為三角形面積的方法,主要適用于鋁合金型材、板材的中厚板的彎曲變形矯正,用于矯正較大的變形。三角形加熱的方向,一種是由三角形頂向平行于底邊線狀加熱,另一種是由底邊且平行于底邊線狀加熱至頂點,加熱方式示意如圖5所示。
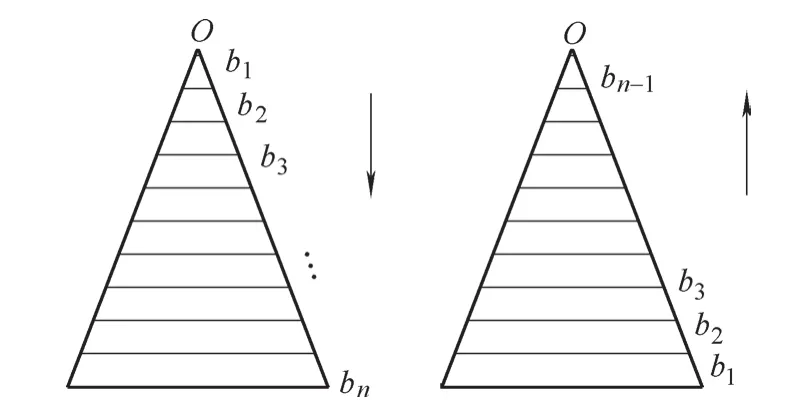
圖5 三角形火焰矯正示意
(2)火焰加熱的位置與溫度選擇 鋁合金矯正火焰一般使用中性焰,焰心距工件2~4mm,烤嘴與工件的角度約為80°~ 90°,此時,火焰的利用率最高,熱量最集中。矯正過程中,操作者應十分注意加熱表面構件溫度的高低,如發現溫度過高,可調整焰心距加熱面的距離或火焰與加熱面的角度,可使火焰傾斜,降低加熱面的溫度。鋁合金型材與板材烤火的速度控制在60~70cm/min,對應不同材質、不同厚度的鋁合金型材和板材應采取不同的加熱溫度,使用各溫度等級的溫度筆劃線做好溫度控制,嚴禁在烤火時烤嘴停留同一區域時間過長,防止過燒現象。圖6和圖7分別為火焰矯正操作模式示意和各種火焰形式。
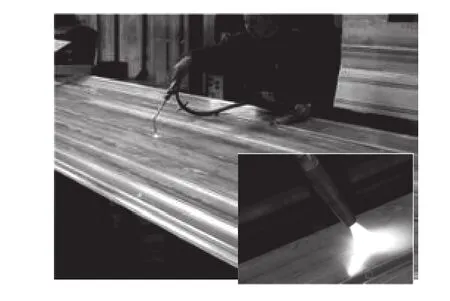
圖6 焊后火焰矯正操作模式示意
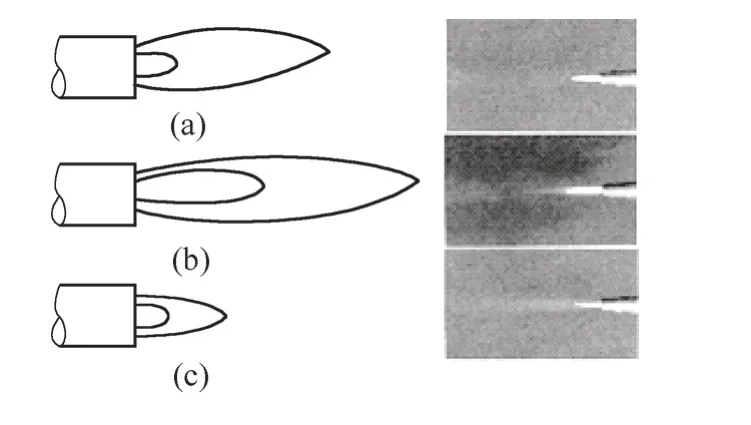
圖7 各種火焰形式
(3)選用合理的冷卻方式 火焰矯正的冷卻方式通常有兩種:一種是空氣中冷卻,簡稱空冷;另一種是噴水冷卻,簡稱水冷。不同材質的鋁合金加熱溫度和冷卻方式,如附表所示。
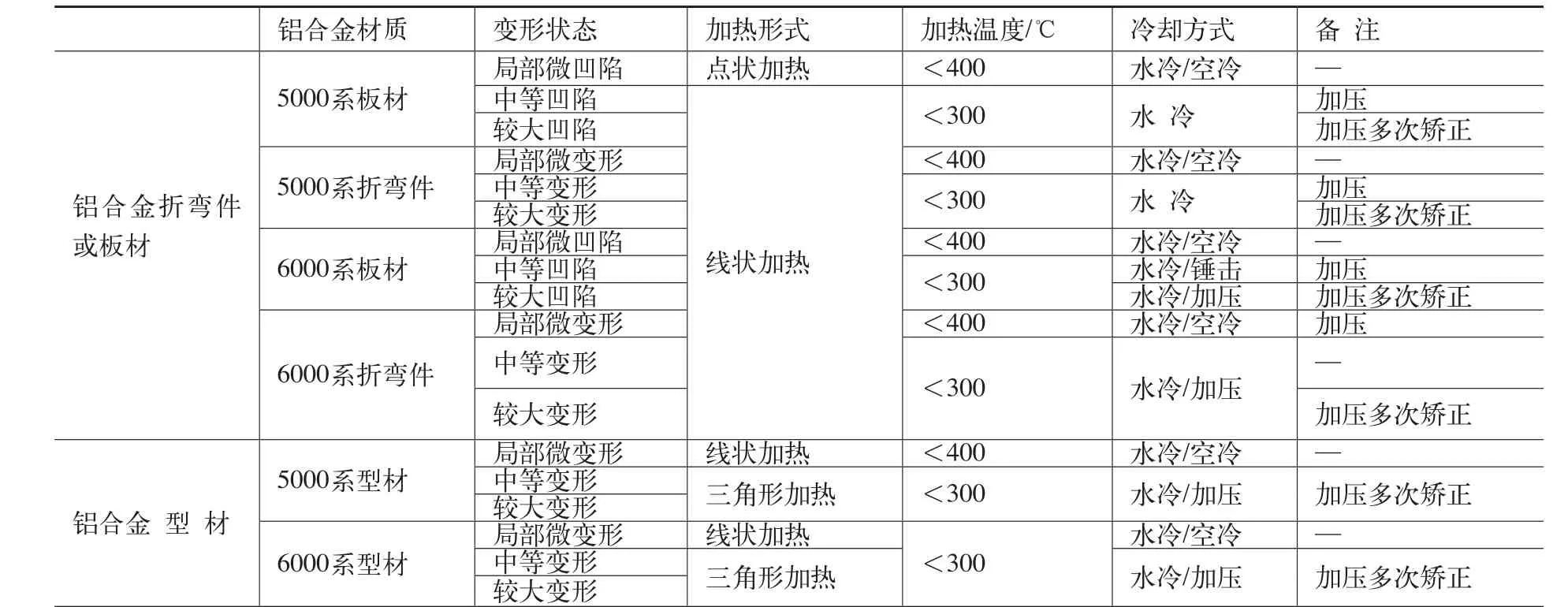
火焰矯正冷卻方式
5.結語
火焰鋁合金板材型材矯正,在生產中應用效果非常好。采用火焰矯正不僅減少和消除了焊接變形,降低了生產成本,提高了產品的合格率,而且避免了焊接內應力的殘存,提高了產品的焊縫質量,有利于鋁合金鉚焊車體和鋁合金全焊接車體各部位的焊接變形矯正修復。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
