SA213—T91鋼小徑管手工鎢極氬弧焊背面充氬方法探討
2013-10-13 07:24:58中國能源建設集團山西省電力建設二公司朔州036011楊翠林
金屬加工(熱加工) 2013年22期
中國能源建設集團山西省電力建設二公司 (朔州 036011) 楊翠林 楊 慧
1.概述
SA213—T91鋼屬于馬氏體高合金鋼,由于該鋼具有熱強性好、強韌性好、焊接性良、熱導率高、線脹系數小及抗蝕性好等特點,所以目前我國火力發電廠300MW及以上機組的鍋爐中溫過熱器,高溫過熱器、高溫再熱器等管排較普遍地采用了SA213—T91鋼。雖說它在高效率、高參數、大容量火電機組的利用上焊接工藝早已趨向成熟,但因T91鋼焊接時根部焊縫容易氧化燒損,所以必須采用背面充氬保護。
T91焊打底層焊縫是關鍵,而打底的好壞很大程度上取決于充氬的質量,所以充氬方法的不同嚴重影響了現場施工的焊接成本、質量和進度。本文即是重點針對在現場施工中T91的聯箱管座焊口一些不同的充氬方法作一探討。利用從聯箱間相鄰的管座插入氬氣皮帶充氬替代傳統的整個聯箱充氬,不僅簡化了焊接工藝,提高了現場施工的焊接進度,而且還節約了大量的成本,提高了經濟效益。在2008年平朔發電廠二期工程2×300MW3#機組所有1072道T91聯箱焊口中全部成功運用了這一充氬方法,其焊接接頭性能完全能夠滿足焊接工藝評定的規定。這一充氬方法也早在許多大型機組(如薄城電廠、武鄉電廠、塔山電廠)中得到了成功的運用。
2.充氬方法
對于聯箱管座的焊口,制備充氬區的關鍵在于管座的封堵,因為填塞深度只能為80mm,為防止該端在預熱時燃燒掉,有以下四種充氬方法:(以平朔發電廠二期工程2×300MW3#機組的高溫過熱器的第1、2段聯箱焊口為例,管排示意如圖1所示。

圖1
(1)把所有聯箱管座及聯箱兩側出口用管帽套住,把管座的另一側短管用可溶紙(或溶水性好的衛生紙)堵住,距離坡口250~300mm, 焊接時可從聯箱一側直接向整個聯箱內充氬,焊接前將所焊管座處的管帽拔開開始焊接。
(2)將所有不焊的焊口(指第1段焊口)、聯箱兩側出口用管帽套住,焊某一個管座焊口時,管座用可溶紙(或溶水性好的衛生紙)堵住,在相應的短管處(第2段焊口)整管充氬。
(3)從坡口充氬,在所焊聯箱管座側及另一側短管側用可溶紙(或溶水性好的衛生紙)折疊成圓錐狀堵住制成密閉氣室,圓錐底面直徑比鋼管內徑大10mm左右,用圓頭木棒將可溶紙送入管內深度250~300mm,可溶紙應加裝兩層,防止在預熱過程中將可溶紙燒毀,導致根部保護不良。
接氬氣皮帶的小管可利用廢棄的熱電偶短截制成,把頭敲扁插入焊縫內,也可利用細針頭或細銅管把頭部敲扁,但用廢棄的熱電偶也可以節約一定的成本。扁熱電偶彎管習慣上有兩種彎法,除圖1外還有一種如圖2所示。
具體形狀根據焊工個人習慣而定。
(4)從所焊聯箱管座的相鄰管座入口伸入氬氣皮帶,在氬氣皮帶邊緣事先拴一細鐵絲鉤,在所焊聯箱管座處用鐵絲鉤住小鉤把皮帶鉤出,然后在其四周用可溶紙(或衛生紙)把皮帶固定在合適的高度(預熱時不把可溶紙燃燒掉),在另一側短管處用可溶紙制成氣室。聯箱側如圖3所示。
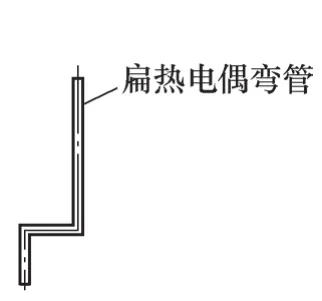
圖2
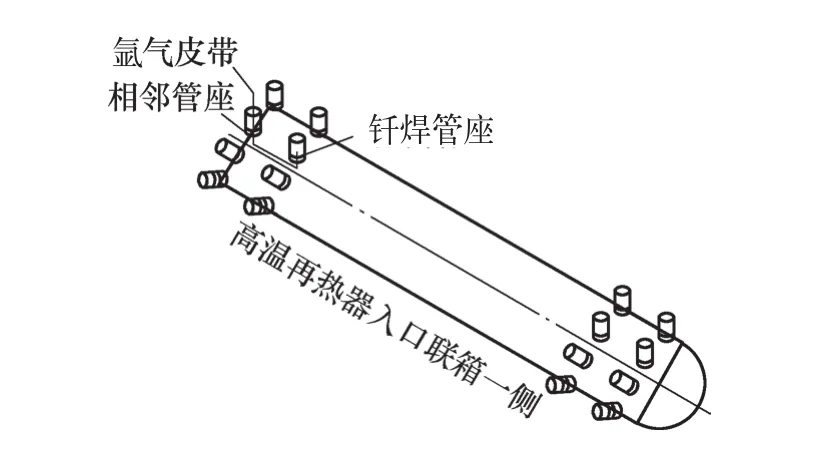
圖3
上述四種充氬方法中,第一種方法浪費氬氣量最多;第二種方法單根短管整管充氬,整管保護,比第一種方法氬氣用量相對減少,操作比較簡便,省時省力,但隨著短管管線長度的增加,氬氣浪費也較大;第三種方法坡口充氬,在焊口兩側管子中形成一個小氣室,僅在氣室內充氬,所用氬氣量最少,但難度較大,需要焊工具備熟練的操作水平。焊接時為防止氬氣從對口間隙中大量泄漏,焊前需在間隙中嵌入一圈石棉條或粘上一圈膠帶,焊接過程中隨時將有礙施焊的部分出除,打底焊快結束時,迅速拔出氬氣管并補好洞眼,坡口充氬內壁氬氣流量隨氣室大小及漏氣程度而變化,既不能因為打底收口時氣室氣量不足使焊口保護不好,又不致因流量太大管內壓力太大引起接頭收弧困難,以致引起焊縫內凹為宜。在地面蛇形管排的組合焊口時,比較適合采用此方法;第四種方法是所有四種方法中,氬氣用量最小,操作簡便,經濟效率最高的方法。就平朔發電廠二期工程2×300MW3#機組中,二級中溫過熱器、高溫過熱器、高溫再熱器第1段1072道T91的聯箱焊口,比整個聯箱充氬要節約氬氣量達一半以上。
3.充氬過程
(1)流量控制 坡口溫度達到焊接工藝要求后開始充氬,氬氣流量應由專人隨時調節,充氬流量為7~8L/min。氬氣流量隨焊接過程的進行而逐漸由大變小,內壁充氬氣流量隨氣室大小及漏氣程度而變化,以達到既保護良好,又不致因流量太大而引起焊縫內凹為宜。
(2)充氬 充氬時,當感覺氬氣從焊縫間隙中輕微返出時(也可用打火機測試氬氣是否充滿,若火苗熄滅,則表明氬氣已經充滿),此時可以進行根層點固及打底焊接。
(3)保護效果 充氬時,當管徑稍大時,可將整個焊口利用石棉條封堵一半,焊接完另一半時拔開封堵的一段石棉條,這樣保護效果會有所提高。另外在收弧時將氬氣流量減少三分之一,防止流量過大氬氣壓力過大,引起接頭收弧困難,產生內凹的缺陷。
(4)水壓試驗 作為氣室壁的可溶紙或溶水性好的衛生紙在焊口熱處理時被燒成灰燼,水壓試驗時可自行溶化并在水壓試驗后隨水排除。
總之,充氬工作必須和焊接操作緊密配合,具體操作方法焊工根據個人情況靈活掌握。
4.結語
對于電站鍋爐的T91鋼小徑管的聯箱焊口,充氬時從相鄰管座插入充氬皮帶要比從整個聯箱充氬節約一半多的氬氣,相比坡口充氬,它更易于掌握,充氬效果好,焊縫成形好,且硬度值和組織性能等各項指標均達到了標準。采用這種充氬方法,不僅簡化了焊接工藝,提高了現場施工的焊接進度,而且還節約了大量的成本,提高了經濟效益;另外,還解決了傳統充氬效果不好和浪費氬氣的弊端,在電站鍋爐的聯箱段焊口中值得大力推廣應用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
兒童故事畫報(2019年5期)2019-05-26 14:26:14
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
