15CrMo鋼熱成形封頭的焊接工藝研究
2013-10-09 01:28:04太原重工煤化工設(shè)備分公司山西030024李艷霞
金屬加工(熱加工) 2013年22期
太原重工煤化工設(shè)備分公司 (山西 030024) 李艷霞
太原重工冶鑄分公司 (山西 030024) 劉 亮
15CrMo鋼已廣泛應(yīng)用于石油化工壓力容器中,厚度從15~150mm,覆蓋范圍比較廣泛。為研究其焊接工藝,我們選擇厚度為90mm的鋼板進(jìn)行試驗(yàn),熱處理狀態(tài)為模擬熱成形+正火(加速冷卻)+回火+退火,為今后15CrMoR熱成形的焊接提供了有力的依據(jù)。
1.15CrMo鋼的焊接性
15CrMo鋼系珠光體組織低合金耐熱鋼,在高溫下具有較高的熱強(qiáng)性和抗氧化性,并具有一定的抗氫腐蝕能力。由于鋼中含有較高Cr、Mo和其他合金元素,所以鋼材的淬硬傾向較明顯,焊接性差。
(1)材料的供貨狀態(tài) 為正火+回火,材料化學(xué)成分、力學(xué)性能如表1、表2所示。
(2)冷裂紋 根據(jù)國(guó)際焊接學(xué)會(huì)(IIW)推薦的碳當(dāng)量公式計(jì)算CE=0.547%>0.45%,因此15CrMo焊接接頭淬硬傾向大,可能出現(xiàn)冷裂紋,焊接性差。15CrMo鋼焊接時(shí),焊接材料的選擇和嚴(yán)格的工藝措施對(duì)于防止裂紋產(chǎn)生,保證使用性能至關(guān)重要。
(3)再熱裂紋 低合金耐熱鋼焊接接頭的再熱裂紋(消除應(yīng)力裂紋)主要取決于鋼中碳化物形成元素的特性及其含量以及焊接熱規(guī)范。通常可用PSR 裂紋指數(shù)粗略地表征一種鋼的再熱裂紋敏感性。15CrMo鋼P(yáng)SR =-0.05,雖然-0.05<0,但接近于0,故有可能產(chǎn)生再熱裂紋,況且再熱裂紋的形成還與焊接熱規(guī)范,接頭的拘束應(yīng)力以及熱處理的制度有關(guān)。

表1 15CrMo鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
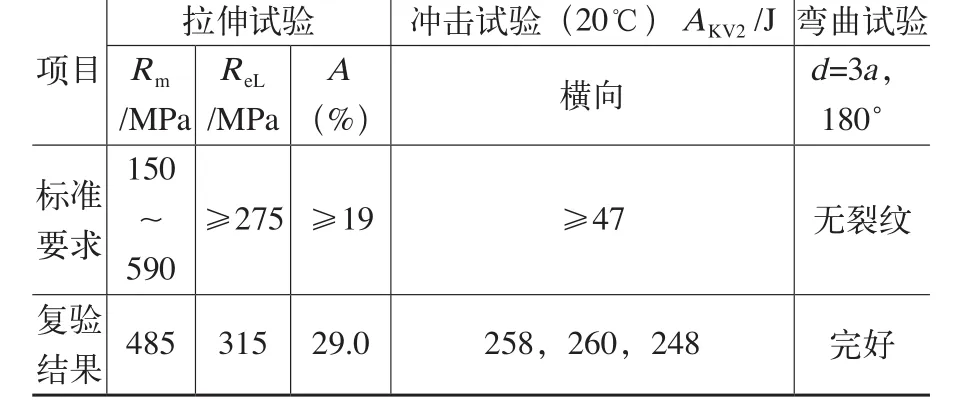
表2 15CrMo鋼的力學(xué)性能
2.15CrMo鋼焊接缺陷預(yù)防措施
(1)冷裂紋的預(yù)防措施 ①選擇合適的焊接材料。②嚴(yán)格按照要求烘干焊條和焊劑。③清理坡口表面及坡口兩側(cè)30mm范圍內(nèi)的油污、氧化皮、鐵銹等雜質(zhì),并對(duì)坡口進(jìn)行100%磁粉檢測(cè),Ⅰ級(jí)合格。④焊前預(yù)熱,嚴(yán)格控制道間溫度。⑤焊后立即后熱處理,降低焊接接頭拘束度,同時(shí)加快氫的逸出。
(2)再熱裂紋的預(yù)防措施 ①?lài)?yán)格控制母材和焊材中加劇再熱裂紋的合金成分,應(yīng)在保證鋼材熱強(qiáng)性的前提下,將V、Ti、Nb等合金元素的含量控制在最低的容許范圍內(nèi)。②采用低熱輸入焊接方法和工藝,以縮小焊接接頭過(guò)熱區(qū)的寬度,限制晶粒長(zhǎng)大。③合理設(shè)計(jì)接頭的形式,降低接頭的拘束度。④合理選擇熱處理工藝,盡量縮短在敏感溫度區(qū)間的保溫時(shí)間。
3.15CrMo鋼熱成形封頭的焊接工藝
(1)焊接材料 針對(duì)15CrMo鋼的焊接性及設(shè)備的工作特點(diǎn),保證設(shè)備在高溫條件下長(zhǎng)期安全地運(yùn)行。低合金耐熱鋼焊后熱成形應(yīng)選擇合金成分和強(qiáng)度級(jí)別較高的焊接材料。為提高焊縫金屬的抗裂性,通常將焊接材料中的碳含量控制在低于母材的碳含量,硫、磷含量控制在較低水平。焊條電弧焊選用牌號(hào)為T(mén) Phoenix Cr1Mo SC(φ4.0mm)焊條,埋弧焊選用牌號(hào)為T(mén) Union SA Cr1Mo SC(φ3.0mm)+UV 420 TTR焊絲和焊劑,焊條和焊絲化學(xué)成分如表3、表4所示。
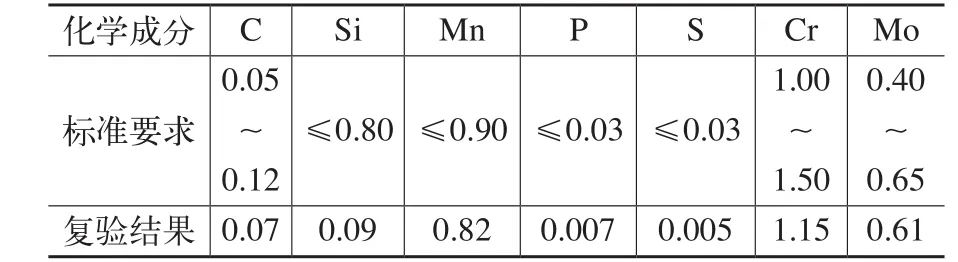
表3 T Phoenix Cr1Mo SC焊條化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
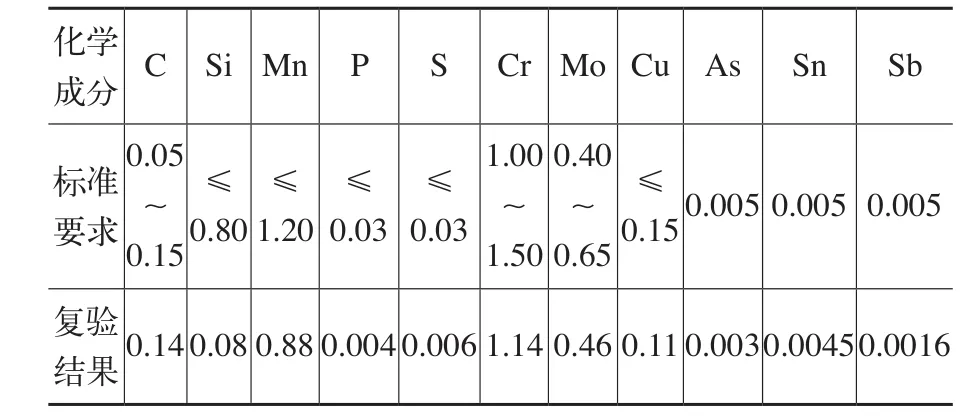
表4 T Union SA Cr1Mo SC焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
(2)焊接 第一,焊前清理坡口及坡口兩側(cè)30mm范圍內(nèi)的油污、氧化皮、鐵銹等雜質(zhì),并打磨出金屬光澤。焊前預(yù)熱最小溫度為150℃,最大道間溫度為230℃,焊接參數(shù)如表5所示。
第二,焊后立即進(jìn)行消氫處理,溫度為200~300℃,時(shí)間為2h。
第三,焊后按照J(rèn)B/T4730.3-2005對(duì)焊縫進(jìn)行100%UT檢測(cè),Ⅰ級(jí)合格。
(3)焊后熱處理及力學(xué)性能 第一,焊后模擬熱成形+正火(加速冷卻)+回火+退火,熱處理工藝曲線(xiàn)如附圖所示,進(jìn)出爐溫度≤350℃。
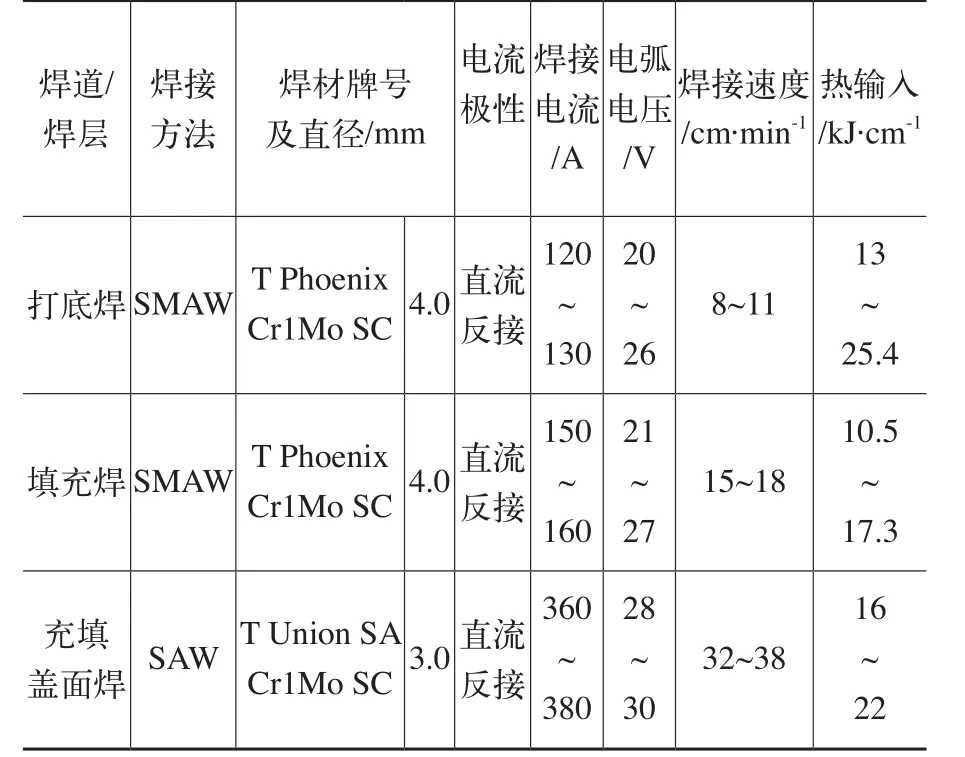
表5 焊接參數(shù)
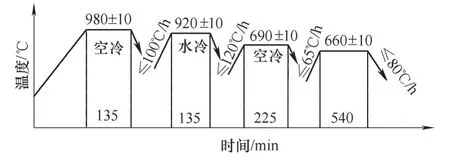
熱處理工藝曲線(xiàn)
第二,經(jīng)過(guò)一系列熱處理之后的力學(xué)性能如表6所示,滿(mǎn)足15CrMo鋼的材料標(biāo)準(zhǔn)要求,同時(shí)符合NB/T47014-2011《承壓設(shè)備焊接工藝評(píng)定》。
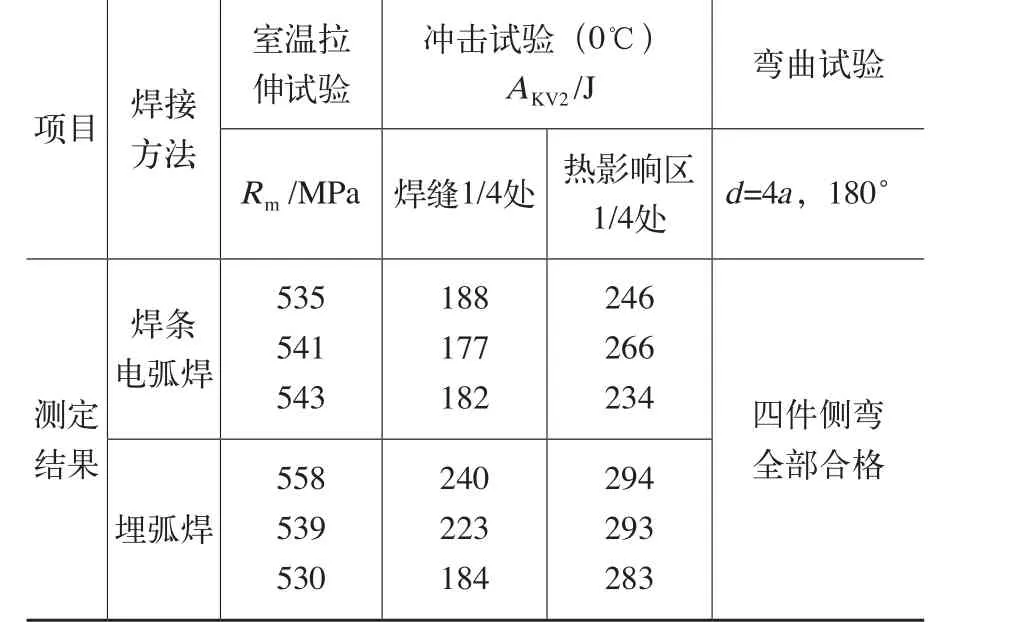
表6 15CrMo鋼熱處理之后焊縫的力學(xué)性能
4.結(jié)語(yǔ)
通過(guò)分析15CrMo鋼的焊接性及焊接工藝評(píng)定,確定了合理的焊接參數(shù)和工藝措施,獲得了良好的焊接力學(xué)性能。
此焊接工藝在多個(gè)封頭中成功應(yīng)用,各方面性能均滿(mǎn)足相關(guān)要求,為今后15CrMo鋼熱成形封頭的焊接提供了依據(jù)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
