高精度雙V型導軌的研磨與檢測技術
2013-10-10 03:23:16姚雪峰馮樹龍糜小濤
長春工業大學學報 2013年2期
宋 楠, 姚雪峰, 馮樹龍, 糜小濤
(中國科學院長春光學精密機械與物理研究所,吉林 長春 130033)
0 引 言
導軌面是現代儀器上一些相對運動部件的導向面,它的加工精度直接影響到儀器的性能。為保證儀器各部件間相對運動精度的要求,導軌面需滿足必要的形狀和位置精度。對雙V型導軌而言,導軌精度一般包括單根導軌在垂直平面和水平平面內的直線度,兩導軌在水平方向(X方向)的平行度和兩導軌在垂直方向(Y方向)的平行度[1-3]。
現代機床加工行業在加工普通精度的雙V型導軌方面已經形成了成熟的技術。而對于大型光柵刻劃機來說,為刻劃大面積、高刻線密度的高精度光柵,需要有大行程且高精度的導軌配合。在長春光學精密與物理研究所研制的大型高精度光柵刻劃機中,為刻劃面積400×500mm2、刻劃精度5nm、刻槽密度6 000g/mm的光柵,需加工一套高精度雙V型導軌,導軌面長1 560mm,中心距離750mm,行程800mm,要求單個導軌副的上下導軌配合直線度誤差在水平的X方向和垂直的Y方向均不大于0.2″,兩導軌副間平行度誤差在垂直和水平方向均不大于1″。對于1 560mm長的導軌面,傳統機床加工技術難以滿足這樣的高精度要求。文中在傳統V型導軌加工技術的基礎上,對成品雙V型導軌進一步研磨加工,并對其直線度和平行度誤差指標進行精密檢測。
1 實驗方案
由于雙V型導軌不僅要求單根導軌的直線度,同時還要求兩根導軌之間的平行度,因此在加工過程中,先將一根導軌的直線度加工至合格,在加工另一根導軌時不斷對兩根導軌的平行度進行檢測,并根據檢測結果進行研磨加工,實驗方案如圖1所示。
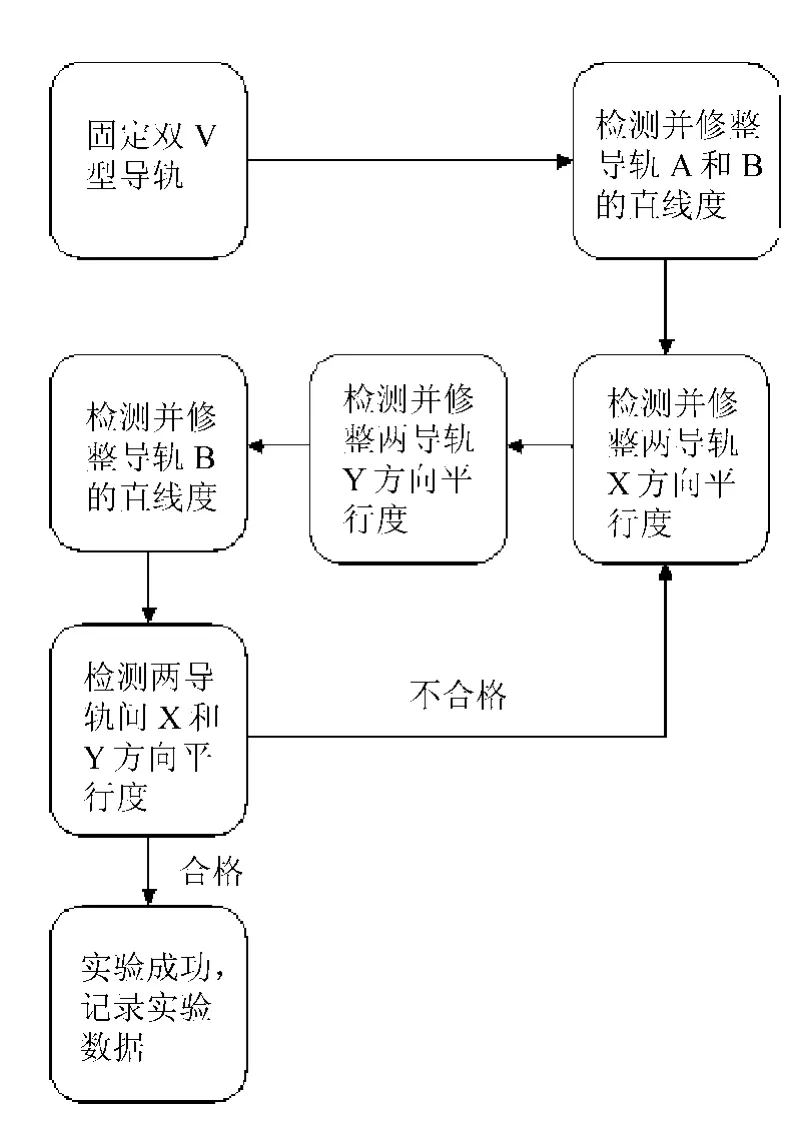
圖1 雙V型導軌精密研磨方案
溫度的變化會對導軌面的形狀產生一定的影響,為盡量消除這種影響,導軌應置于恒溫室內,室溫控制在22(±0.01)℃。為進一步減少研磨時帶來的溫度影響,采用手工研磨方式。
2 實驗步驟
2.1 導軌的固定
將導軌固定于工作臺面上時,螺釘的緊固程度會對導軌的形狀產生一定的影響。為避免重復性工作,導軌固定后不再調整螺釘,直接在工作臺上對導軌進行研磨加工,因此,在固定導軌時需要對兩導軌的平行度進行初步調整,以盡量提高其精度,減少工作量。
除導軌自身形狀外,兩導軌在垂直方向的平行度主要與工作臺表面平面度及導軌底面與臺面接觸情況有關。實際使用的大理石工作臺表面平面度為5μm。為保證導軌與臺面接觸良好,還需要對導軌底面進行適當研磨。
將兩導軌底面涂抹紅色涂料,放置于工作位置處輕輕推動,觀察工作臺表面與導軌底面的接觸面積,根據具體情況對導軌底面進行適當刮研與研磨,使其與工作臺表面接觸面積大于85%。將導軌A放置于工作臺上,調整其位置使其V型面與工作軸線平行,平行度不大于15″,V型面中線與工作軸線距離375mm,偏差不大于0.5mm。調整完畢使用力矩扳手將導軌A固緊。
固定導軌B時需調整兩導軌在水平方向的平行度,如圖2所示。
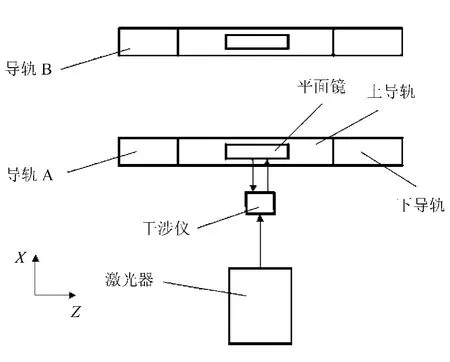
圖2 平面鏡與導軌平行度調整
將長條平面鏡1置于導軌A上表面,為滿足測量精度,平面鏡面形需要優于1/4λ(約160nm)。調整激光器的入射角度,使激光光束自準直,將轉向型干涉儀10706B置于光路中。調整平面鏡,使上導軌運動過程中干涉儀讀數變化小于100nm。此時可認為平面鏡表面與導軌V型面中線平行。
將長條平面鏡2置于一可調俯仰的調整架上,置于導軌B上表面,重復上述過程,使其表面平行于導軌V型面中線。
由于自準直儀自身擺放姿態對檢測結果存在較大的影響,其在不同位置擺放的檢測結果不存在可比較性,因此,在導軌平行度的粗調過程中僅對一點進行檢測。
將自準直儀垂直于導軌V型面中線方向放置于導軌中點位置附近,記錄下自準直儀對平面鏡1的讀數,如圖3所示。
自準直儀的位置不動,移開導軌A,調整鏡面俯仰程度使平面鏡2處于自準直儀的視場內。調整導軌B的位置,使自準直儀的讀數與平面鏡1的讀數相差不大于0.2″。使用力矩扳手將導軌B固緊,固緊過程中根據自準直儀讀數對導軌B的位置進行調整,以保持該讀數差不超過0.2″。此時可認為兩導軌水平方向平行度粗調完畢。
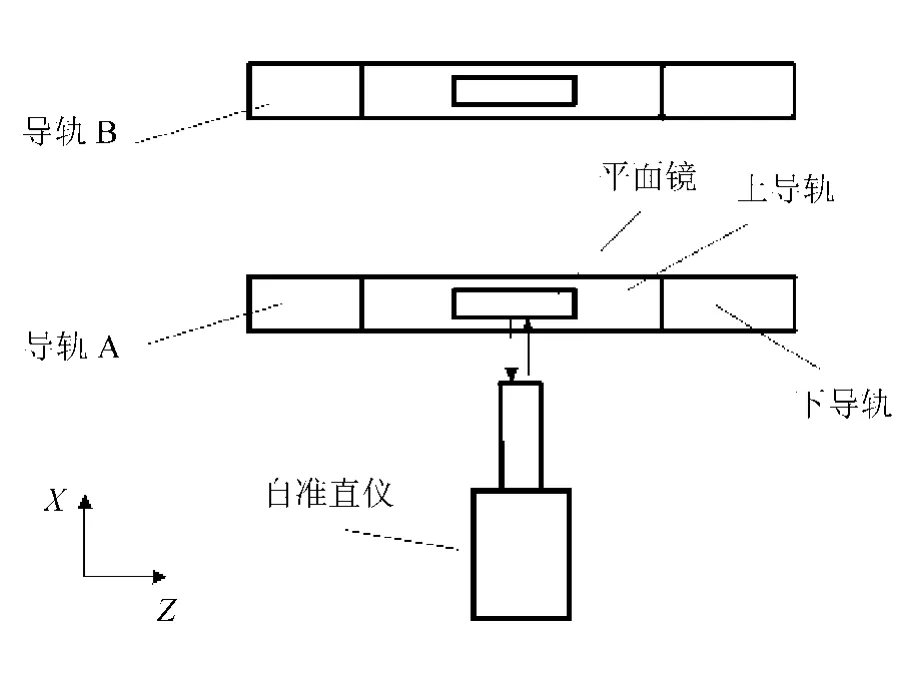
圖3 雙V型導軌X方向平行度初步調整
2.2 導軌直線度的檢測與修整
導軌的直線度誤差包括兩個方面,即水平的X方向和垂直的Y方向。首先對導軌的直線度誤差進行檢測,如圖4所示。
圖4 導軌直線度的測量
將一標準反射鏡置于檢具上方,沿導軌拉動檢具,記錄下檢具停留在每個位置時自準直儀顯示的X(或Y)數值α(i)。該值為導軌在該點附近區間與自準直儀光軸的夾角。
按以下公式繪制導軌直線度誤差曲線:
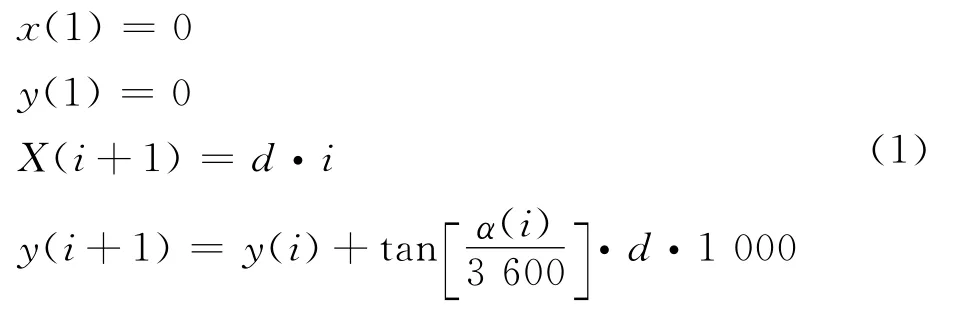
式中:d——檢測的跨距,跨距越小則檢測曲線越接近導軌面的真實形狀。
根據導軌的實際長度,采用75mm的跨距進行檢測。
考慮到自準直儀自身放置的位置因素,所獲得的曲線并不代表導軌的實際形態,而是存在一個旋轉角度,需要對該曲線進行處理。平面內直線度誤差評定方法有:最小包容區域法、最小二乘法和兩端點連線法。其中最小包容區域法所得直線度誤差是最小且唯一的,因此對曲線進行最小包容區域法處理[4-7]。
由于上導軌的長度為800mm,使用其作為檢具時產生的均化作用較大,無法準確反映出導軌的直線度,所以,上導軌作為檢具時僅用于判定導軌的直線度合格與否。而研磨加工中則需使用較短的檢具進行檢測,理論上越短的檢具檢測出的結果曲線越接近導軌的實際形狀。在實際應用中,考慮反射鏡的大小及穩定性,使用長度為150mm的檢具進行檢測。
V型導軌成品經精密磨床加工達到的直線度為9.0~10.0μm[8],為進一步提高精度需根據檢測曲線進行研磨。一般可采用的研磨方法有兩種,即使用平面研具對V型導軌的兩個平面分別進行研磨,以及使用V型研具直接進行整體研磨。由于使用平面研具加工時必須將V型導軌的斜面擺放到水平的位置才能加工,因此在分別加工兩個斜面時容易造成V型角度誤差較大而與上導軌不匹配,并且加工完成后再固定于工作臺上時又會產生一定的形變,因此采用V型研具直接研磨加工。所使用的研具包括上研具與下研具兩種,研具V型面的角度為90°±30″,如圖5所示。

圖5 研磨所用研具
首先對導軌A進行研磨。由于初始導軌直線度較大,約為10μm,所以,使用標號M14的碳化硼磨料進行粗研,待直線度不大于5μm時改用標號為M7的白剛玉磨料進行研磨。
由于越短的研具自身的直線性越好,對X方向直線度的影響也越小,所以,首先使用較長的研具對導軌X方向的直線度進行修整。長研具使用前也需使用自準直儀對其直線度進行檢測,并使用配套研具修整其直線度,合格后方可用于導軌的研磨。研具在使用過程中也會產生磨損,需要經常進行檢測和修整。
每次研磨后對導軌面進行拋光以保證導軌面與檢具接觸良好,并靜置30min以釋放研磨中產生的熱量。使用自準直儀對導軌的直線度誤差進行檢測,依照檢測結果曲線對導軌繼續修整。
將X方向直線度修整至不大于1.5μm后,參照Y方向檢測曲線使用較短的研具研磨曲線的峰值部分,同樣,將Y方向直線度誤差修整至不大于1.5μm,同時需兼顧X方向直線度。
對導軌A的上導軌按同樣步驟進行研磨,合格后將其與下導軌進行適當互研,使其配合良好。此時使用上導軌為檢具進行檢測,若滿足直線度誤差要求則停止研磨,否則重復上述過程至合格。導軌A研磨合格后不再變動。
對導軌B同樣按上述過程處理,為留有余量以修整兩導軌平行度,將導軌B修整至X,Y方向直線度均不大于2μm即可。
2.3 X方向平行度的檢測與修整
X方向平行度檢測過程與導軌固定過程類似,首先將兩長條平面鏡分別置于導軌A,B上,按圖2所示調整鏡面與導軌V型面中線平行。按圖3所示擺放自準直儀,遮擋平面鏡2,以跨距30mm移動導軌A,并保持平面鏡處于自準直儀視場范圍內。記錄自準直儀X方向讀數。保持自準直儀位置不變,遮擋平面鏡1,同樣以跨距30mm移動導軌B,記錄下自準直儀對導軌B在X方向的讀數。對檢測結果運用Matlab軟件擬合工具箱(cftool)將檢測結果擬合成直線:

兩直線的夾角為

由于自準直儀自身放置狀態對檢測結果會產生較大影響,因此其位置不可移動,檢測X方向平行度時,上導軌僅在長條平面鏡范圍內移動,行程為210mm。當兩導軌直線度均滿足要求時,可認為該夾角即為兩導軌在水平X方向的平行度。
根據檢測結果,使用較長的研具對導軌B進行針對性修整至θ角不大于1″。
2.4 Y方向平行度的檢測與修整
使用水平儀對兩導軌的垂直方向平行度進行檢測。檢測方法有以下兩種:
第一種是將數字水平儀設定為絕對零位,放置于短檢具上沿導軌拉動,記錄下每個位置水平儀的讀數,代入式(1)繪制出兩導軌的垂直方向直線度曲線。由于使用絕對零位檢測,此曲線可認為是導軌直線度的真實狀態。但一般的水平儀在絕對零位下的精度不高,重復性大于1″,無法滿足實驗要求[9-10]。
另一種方法是使用水平儀的相對零位進行檢測。垂直方向平行度檢測如圖6所示。
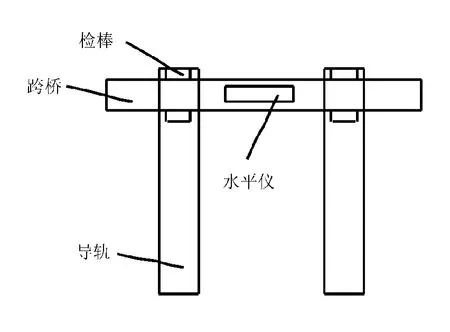
圖6 垂直方向平行度檢測
在雙V型導軌同一端各放置一圓柱檢棒,檢棒的圓度好于0.5μm。將一剛性跨橋放置于兩圓柱上,標記好位置以便重復測量。水平儀放置于跨橋中央并膠固,以免測量過程中移動。將水平儀設定為相對零位并調零,將檢棒與跨橋移動至導軌另一端,記錄水平儀的讀數。當兩導軌直線度均滿足要求時,該讀數即可認為兩導軌在空間中的夾角。
對導軌B相對于導軌A較高一端進行研磨,并重復上述檢測過程至水平儀讀數不大于1″。
2.5 導軌B直線度的檢測與修整
檢測導軌B的直線度,并依照檢測曲線對導軌B繼續進行研磨至其直線度滿足要求。檢測兩導軌在X和Y方向的平行度,若滿足指標要求則停止研磨,否則重復以上步驟至全部指標合格。
3 實驗結果
雙V型導軌按照以上步驟研磨完成后,導軌A和導軌B的直線度數據見表1和表2。
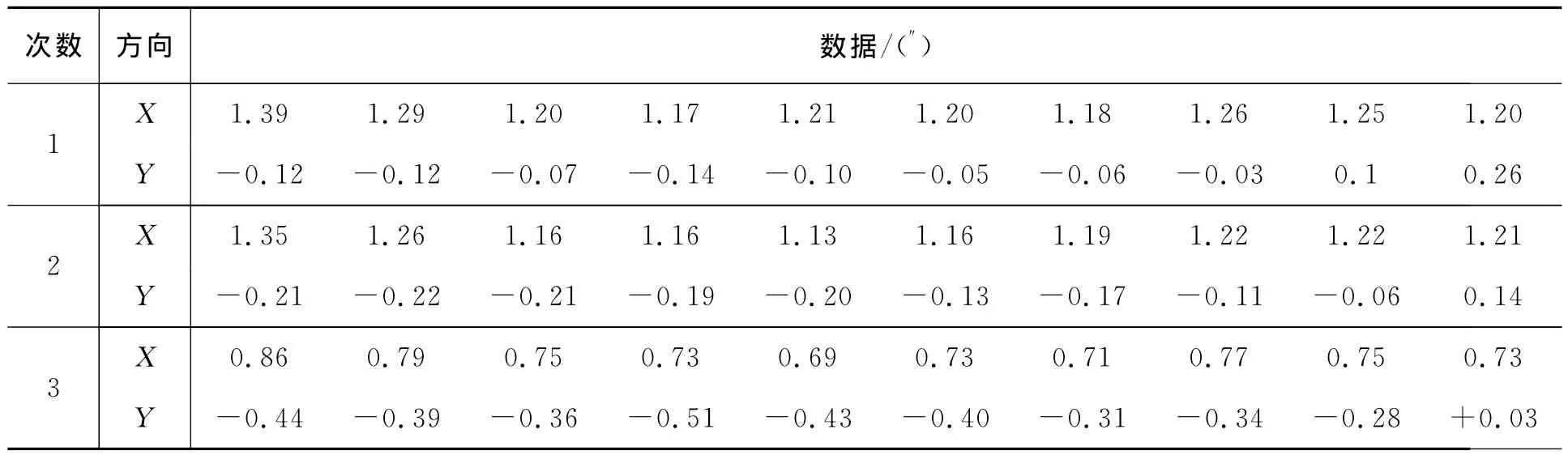
表1 導軌A直線度檢測數據
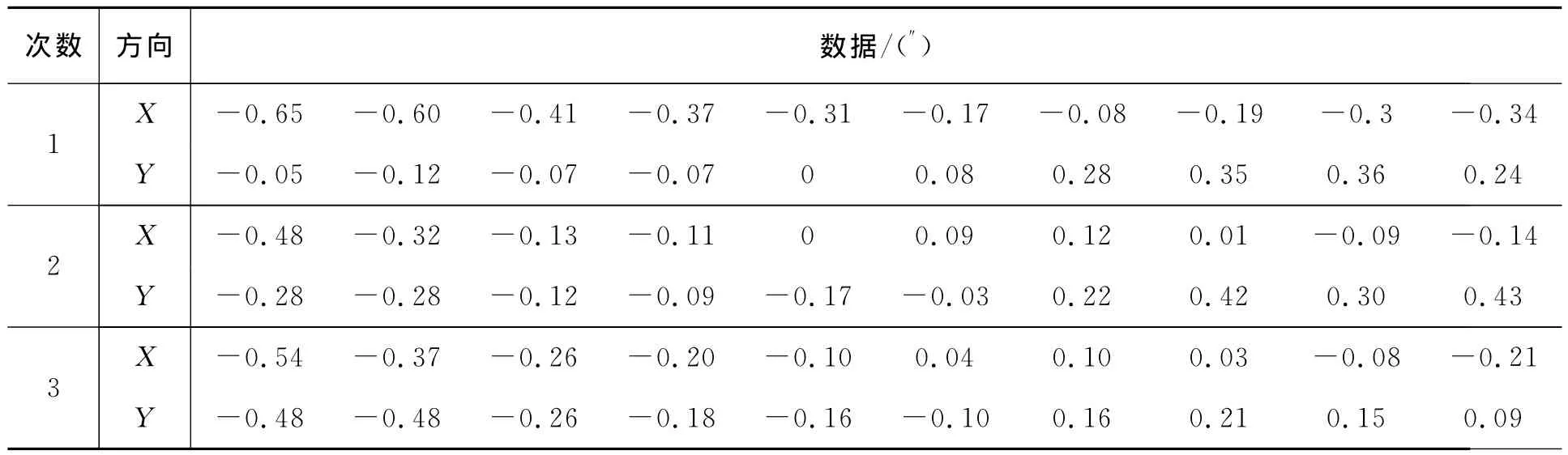
表2 導軌B直線度檢測數據
擬合曲線如圖7和圖8所示。
由曲線可知,兩導軌的直線度均不大于0.5μm,按導軌行程760mm計算其直線度均不大于0.15″,滿足指標要求。
兩導軌間X方向平行度檢測數據見表3。
兩導軌間Y方向平行度檢測結果見表4。
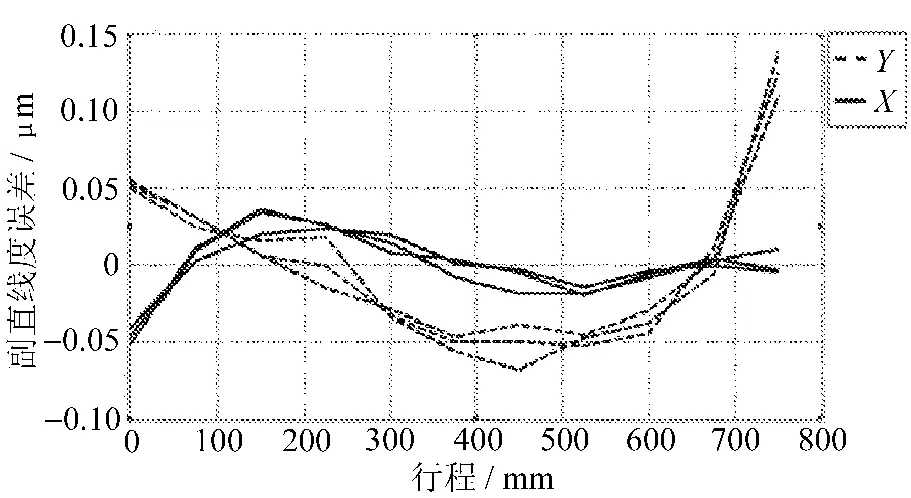
圖7 3號導軌A直線度曲線
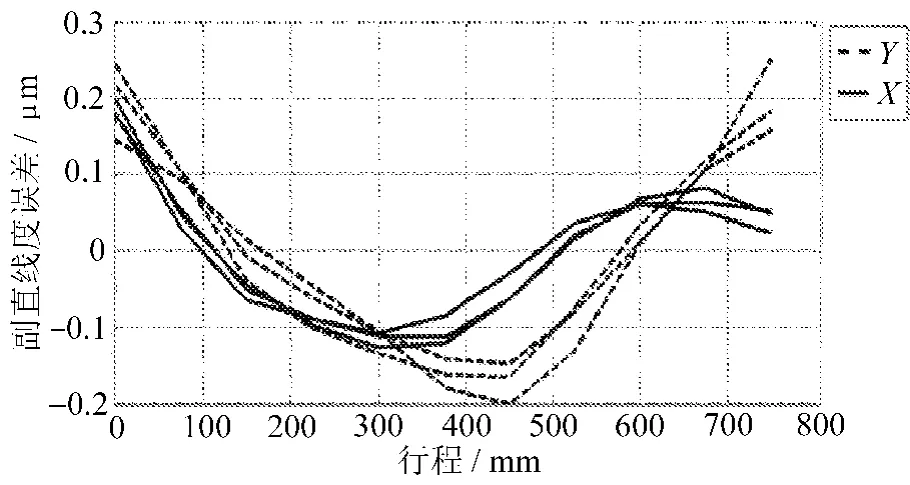
圖8 4號導軌B直線度曲線
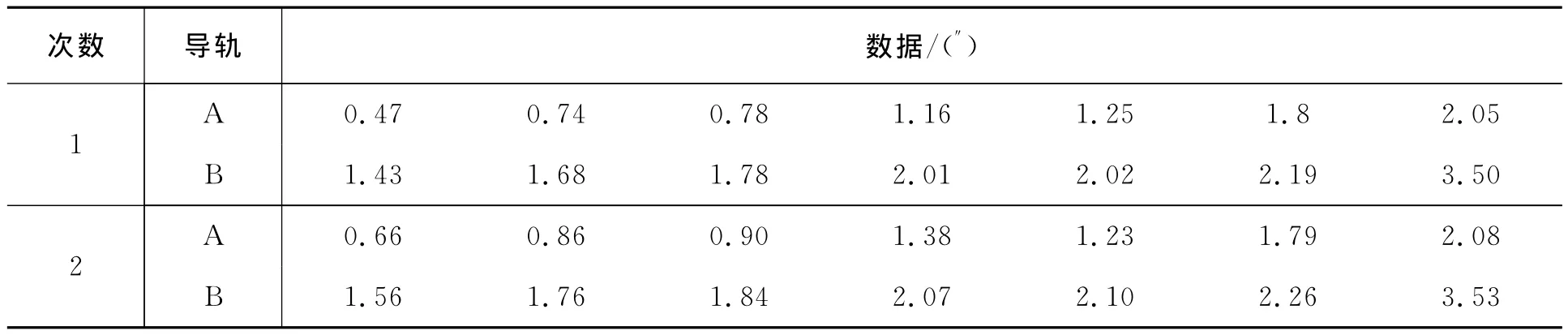
表3 兩導軌間X方向平行度檢測數據
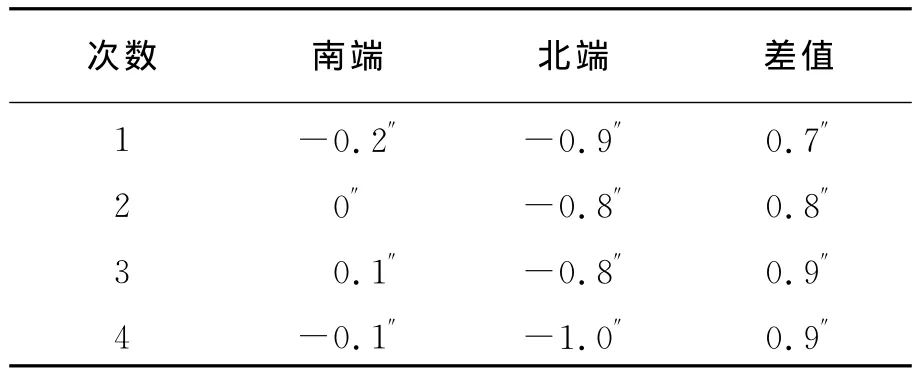
表4 兩導軌間Y方向平行度檢測結果
根據表3,由式(2)可得兩導軌X方向擬合曲線:

由式(3)可得兩導軌間X方向平行度:

對表4結果取算術平均值,則兩導軌間Y方向平行度:

即雙V型導軌在水平X方向和垂直Y方向平行度均滿足要求。
4 結 語
根據現代科學技術的需要,為加工出更高精度的雙V型導軌,從而實現更高的定位精度以滿足大型光柵刻劃機的使用要求,提出了一種導軌精密研磨的加工和檢測方案。介紹了對雙V型導軌進行精密研磨的實驗步驟以及對導軌直線度和平行度的檢測方法和工作原理,最后給出了檢測結果。實驗結果表明,該實驗方案可以有效地提高雙V型導軌配合的直線度及導軌間的平行度,使其滿足高精度的使用要求。
[1]張策,陳樹昌,孟彩芳.機械原理與機械設計[M].北京:機械工業出版社,2004.
[2]魏康民.高精度V形導軌加工工藝的改進[J].組合機床與自動加工技術,2007(2):82-84.
[3]陸伯印,趙美蓉.新型高精度V形滑動摩擦導軌的研究[J].光學機械,1992(6):12-18.
[4]司衛征,何夢佳,林建榮.激光干涉儀在10米測長機導軌直線度檢測中的應用[J].計量與測試技術,2010,37(6):40-41.
[5]孫友群,孫云霞,張惠敏.一種測量超長導軌直線度的方法[J].現代測量與實驗室管理,2011,19(2):10-11.
[6]胡敏,程飛.幾種評定直線度誤差的方法[J].現代測量與實驗室管理,2006,14(5):26-27.
[7]譚見聞.基于 MATLAB評定直線度誤差[J].計量與測試技術,2011,38(6):18-19.
[8]毛英泰.誤差理論與精度分析[M].北京:國防工業出版社,1982.
[9]熊小剛.用水平儀檢測導軌直線度應注意的問題[J].大眾科技,2011(9):193-194.
[10]孫建浦,趙楠,劉娜.導軌直線度的測量[J].金屬加工:冷加工,2011,14:64-66.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
