小型軸承鍛件整徑工裝和模具的探討
2013-10-11 03:11:32劉世華
哈爾濱軸承 2013年2期
關鍵詞:設計
佟 娜,劉世華
(哈爾濱軸承集團公司 鍛壓分廠,黑龍江 哈爾濱 150036)
1 前言
隨著我國經濟的高速發展,軸承用戶對軸承壽命、精度和質量要求越來越高,同樣對軸承套圈的鍛造要求也隨之提高,如何能使鍛件既加工成本低、幾何精度高,又能生產出高質量的鍛件產品,是設計確定鍛造工藝路線和加工方法的首要選擇,多年來鍛造軸承套圈一直沿用傳統的壓力機擠壓-輾擴工藝和自由沖孔-輾擴工藝,經常出現鍛件尺寸散差大、鍛件橢圓、錐度大,嚴重影響了鍛件尺寸精度和材料的利用率。因此,舊的加工模式已經滿足不了現在生產的需要。
2 整徑工裝的設計及使用方法
為了解決上述存在的各種質量問題,彌補生產設備老化,精度差,操作者的操作水平不能完全保證鍛件質量這一難題,在過去壓力機擠壓-輾擴工藝和自由沖孔-輾擴工藝基礎上,設計出整徑工藝裝備,增加擴孔后套圈再整徑工序。整徑可減少因輾環機的精度差和操作者技術水平低對鍛件的影響,利用整徑模具將鍛件外徑尺寸以及內徑尺寸進行控制,糾正橢圓度、錐度等幾何偏差,統一外徑或內徑尺寸,提高鍛件合格率,為車加工車削創造有利條件。參考我廠從西德引進的瓦格納PdA400/P125鍛件生產線整徑工藝,結合各種規格鍛件的實際情況,針對生產中經常出現的各種質量問題,用改進創新的理念重新設計了完全適合分廠實際狀況的JH21-110鍛件整徑工裝。其工裝設計結構圖見圖1 所示。
該工裝結構簡單,性能完善,實用性強,剛性好,堅固耐用,使用穩定可靠,模具更換和零件調節方便。
2.1 外套整徑
如圖1 所示,在輾擴后直接進行外徑整徑時,工裝上部分8號模座中安裝上7號件、6號件,然后用15號插板插入7號件帶錐度的環形槽中,用兩個M20外六角螺栓緊固,再在6號件上安裝隨套圈規格使用的25號整徑壓模即可。工裝下墊板部分在4號件上換上隨套圈規格使用的整徑模,用5號件壓蓋壓緊,M24螺栓緊固即可整外徑。

圖1 JH21-110壓力機鍛件整徑工裝
2.2 內套整徑
生產內套整內徑時(例如圓錐內套等),同樣在8號模座中換裝上11、12、13號件,然后用15號插板同樣緊固后再在11號件M24螺栓上換上隨規格使用的內套整徑沖頭24號件。工裝下墊板部分在4號件上換上隨內套套圈規格使用的整徑模,22號、23號件用5號件壓緊。內套整徑退料是由安裝在下墊板上的21、18、17、16、14號件完成的。當整徑沖頭插入鍛件內徑中漲孔時,套圈粘在整徑沖頭上,需要用退料板16號件和退料圈22號件把套圈退下,完成退料,圖1所示為套圈整徑中,滑塊工作在下死點,退料板壓下彈簧縮性變形位置。圖1中所示安裝在16號件退料板中的退料圈隨鍛件規格更換,需要時,還可以對內套套圈平幅平端面。
2.3 下墊板螺紋孔鑲套設計
下墊板的整徑壓蓋用4個M24內六角螺栓固定,由于裝卸頻繁,加上水蝕、磨損,螺紋孔很容易損壞,一旦損壞,修改螺紋孔很困難。為了提高下墊板的使用壽命,設計了可更換的活動螺紋孔鑲套,在下墊板底端由M12沉頭螺釘和2號件止動套固定,使用可靠、更換方便,減少了中停維修時間。
2.4 整徑模冷卻裝置
整徑時模具的冷卻好壞,直接影響整徑模使用壽命,如果壽命低,更換頻繁,直接影響生產效率,影響產量。因此,新工裝設計時,特別在8號件與7號件、5號件與26號件整徑模配合間隙處設計了冷卻水環形槽并在圓周方向單向開了六個很淺的溢流槽,使冷卻水通過5號件設計的凹面聚水,流向整徑模的工作面達到冷卻的目的,使上整徑沖模和下整徑模得到充分冷卻,改變了原冷卻水管冷卻滿身滿地濺水的狀況,提高了模具壽命,改變了工作環境。
3 整徑模具的設計
整徑工藝分兩種,一種外徑面為圓柱時,需整外徑;一種外徑面為其它幾何形狀,內徑面為圓柱形,需整內徑。
3.1 模具尺寸的設計
整外徑時,鍛件直徑方向尺寸受壓縮,鍛件需從整徑模中通過,因此,外圈整徑模(見圖2)工作面需要有導向角度,還要有工作直臺。設計時,導向角度大小應適當選取,太大會導致摩擦阻力增大,鍛件通過整徑模時會使鍛件端面變小;導向角太小,鍛件不好往整徑模中放置,容易放不正壓偏,因此經實際驗證最佳的導向角度應取3°~5°比較合適。設計直臺時,應使直臺大于10mm或根據工件直徑幅高,適當增加寬度,因為直臺設計過小鍛件整徑效果不好,直臺過大,則摩擦阻力增加。為此,在設計整徑模直臺寬度時,根據鍛件大小及輾擴工藝情況綜合考慮整徑量與直臺大小。為避免整徑量過大,出現凹心,凹模粘料,過早磨損刮傷鍛件外徑的現象出現,在經過大量的工藝試驗后,現在外徑整徑量取1~3mm,內徑整徑量在1~2mm,并在生產中應用至今,使鍛件外形和尺寸從根本上得到改善。
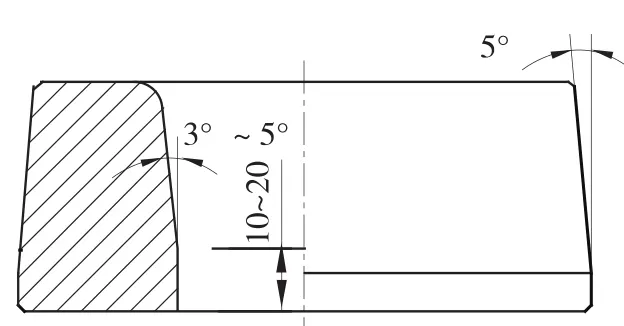
圖2 外圈整徑模
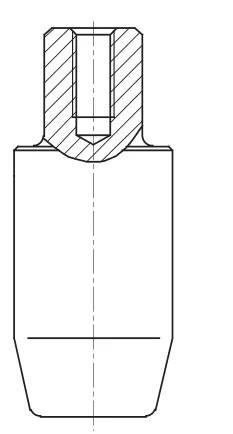
圖3 內圈整徑沖頭
3.2 模具的材料選用
由于整徑模是鍛件在900℃左右的熱狀態下整形,因此選用的內圈整徑沖頭和外圈整徑模材料必須具有優良的熱強度性能,即高韌性、紅硬性,在較高工作溫度下耐熱疲勞,保持足夠的硬度,并且不會降低性能,同時能承受很大的沖擊,在復雜的應力下不變形,不破碎,不斷裂,具有高的淬透性,因此,選用性能優良的3Cr2W8V熱模具鋼作模具材料,比重為8.35,紅硬性和耐熱疲勞性能好,其外形見圖2、圖3所示。由于新工裝模具有很好的冷卻條件,使整徑沖頭、整形模等各種模具壽命較高,每件模具可生產鍛件9000~11000件左右,經濟效果十分可觀。
4 結束語
通過采用新設計的工裝和模具對各種型號中、小形鍛件進行長時間整徑驗證,鍛件的尺寸精度和形位公差得到了明顯的提高,鍛件的橢圓度和錐度由原0.3~0.7mm降到了現在的0.1mm,即提高尺寸精度,又降低了鍛件的下料重量,提高了材料的利用率,收到了可喜的經濟效益。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
