YGJ093球軸承自動壓蓋機電氣系統改造
2013-10-11 03:11:40戴鐵生
哈爾濱軸承 2013年2期
戴鐵生,孫 巖,崔 武
(1. 哈爾濱軸承集團公司 南直軸承分廠,黑龍江 哈爾濱 150036;2. 哈爾濱軸承集團公司 鍛壓分廠,黑龍江 哈爾濱150036)
1 前言
YGJ093機床是裝配球軸承過程中自動放蓋、壓蓋的專用設備。它是由傳統的繼電器控制,由于設備日益老化,電氣故障多,穩定性和可靠性較差,給生產和維護帶來很多困難。根據這種情況,用可編程控制器(以下簡稱PLC),對該機床進行了改造。改造后不僅使機床故障率降低,增加了穩定性和可靠性,而且還使機床的電氣控制的自動化程度得到了提高。
2 DVP-40ES簡述
DVP-40ES型PLC是臺達DVP系列中的一種,它體積小,應用靈活,可靠性強,編程方便。是軸承壓蓋機改造的理想替代機型。DVP-40ES是以DC單片微處理器為核心的,共有40個輸入/輸出;其中有24個輸入點,其地址:X0-X27;輸出點16個,其地址為Y0-Y17,并可連接擴展機,最大輸入輸出可擴展分別達到128點,能滿足各種場合需要。而本壓蓋機只需用主機就可達到要求。本PLC可利用編程器方式把程序以梯形圖的方式輸入在PC中,也可根據工件加工要求而改變程序,并可監控機床運行情況,便于查找故障。本PLC有兩種電源輸入,即:交流(AC)100~240VAC,50/60Hz;直流(DC)24VDC。輸入為內部利用光電耦合器隔離,增加抗干擾能力,輸出有3種形式,即繼電器輸出,固態繼電器輸出及晶體管輸出,由于固態繼電器輸出過載能力較強,故該機床選用DVP-40ES固態繼電器輸出形式的PLC。本機輸入輸出采用發光二極管顯示,以便在顯示輸入輸出信號時一目了然地觀察到是否工作到位,便于維護和維修。
3 改造后的YGJO93型球軸承自動壓蓋機
YGJ093型球軸承自動壓蓋機主電路為三相380V/50Hz,有油泵、傳送帶電機,油泵電機是通過外部交流接觸器單獨控制,傳送帶電機是通過PLC控制啟動。控制線路是單項220VAC控制,傳送帶電機、延時繼電器均為220AC電源,在本機床安裝DVC-40ES型PLC采用交流220V作為電源,執行部分的電磁閥采用220V AC輸出控制,本機床的動力源均來自氣壓和液壓。壓蓋電磁閥上、下是液壓電磁閥,其余均為氣動電磁閥。該機床的控制有自動和調整兩種工作方式,根據要求繪制了控制系統的接線圖,如圖1 所示。

圖1 DVP-40ES控制系統接線圖
3.1 PLC輸入端接線
在安裝PLC時,把輸入端接入機床外部各接近開關及控制信號和開關,按輸入端地址分別為:XO:SO手動自動按鈕;X1: 循環啟動S8,送蓋;X2:復位按鈕S9,取蓋;X3: 停止按鈕S10,進料;X4: 急停按鈕S11;X5: 送料原位SL1;X6: 送料到位SL2;X7: 送蓋原位SL3;X10: 送蓋到位SL4;X11: 取蓋原位SL5;X12: 取蓋到位SL6;X13:放蓋到位SL7;X14: 移位原位SL8;X15:移位到位SL9;X16: 出料原位SL10;X17: 出料到位SL11;X20: 氣壓檢測S10正常,放蓋顯示;X21:SQ1壓,顯示有料;X22:SQ2壓,無蓋,移位;X23: 蓋原位SQ3壓;X24: 蓋到位SQ4壓;X25: 滿料、檢測;SQ5,壓蓋;X26: 壓蓋延時,出料。
3.2 PLC輸出端接線
由于PLC繼電器輸出過載能力強,本機床采用固態繼電器輸出直接驅動接觸器和電磁閥。按輸出地址分別為Y0: 液壓電磁伐YV8吸,壓蓋;Y1: 氣動閥YV1吸,進料;Y2: 氣動閥YV2吸,送蓋;Y3:氣動閥YV3吸,取蓋;Y4:氣動閥YV4吸,放蓋;Y5: 氣動閥YV4吸,移位;Y6: 液壓電磁閥YV6吸,壓蓋下;Y7: 氣動閥YV7吸,出料;Y10: 紅色出錯指示;Y11:綠色運行指示;Y12:傳送帶電機T;Y13: 壓蓋快慢延時K;Y14:氣壓指示;Y15:原位顯示;Y16:傳送帶運行顯示;Y17:無蓋等待顯示。
3.3 機床電器動作循環

圖2 電磁閥動作循環圖
電磁閥動作見圖2 。機床工作循環見圖3 。先啟動油泵 ,液壓氣壓正常,按啟動按鈕S8,傳送帶電機啟動機床各動作都處在原始狀態 。
首先將工作方式開關S0打到調整位置,可單獨調整每一個動作,將開關S0轉到自動位置,當進料口有料時,按工作啟動按鈕S8,進料電磁閥YV1吸,進料到位。氣缸上接近開關(以下氣缸上接近開關均用符號SL+數字代替)。SL2壓、原位SL1斷開,同時送蓋電磁閥YV2吸,送蓋到位,SL4壓,原位SL3斷開,取蓋電磁閥YV3吸,取蓋到位,SL6壓,原位SL5斷開,進料、送蓋取蓋又回到原位,然后放蓋電磁閥YV4吸,放蓋LS7壓,移位電磁閥YV5吸,移位到位,SL9壓,料口接近開關SQ1壓,壓蓋電磁閥YV6吸,壓蓋,下降到位,接近開關SQ4壓,原位接近開關SQ2斷開,移位電磁閥斷電回原位,同時壓蓋延時K吸,延時開始,延時到壓蓋下電磁閥 YV6斷,上升電磁閥YV8吸,上升到位接近開關,SQ4壓,出料電磁閥YV7吸,出料,出料原位SL10斷開,出料到位SL11壓,回原位SL10壓,又進料、送料、移位重新開始下一工作循環。以上自動循環程序均可在輸出點不外接的情況只輸出本壓蓋機的程序到PLC內,通過輸入點的變化,來觀察其對應輸出點的變化,由此判斷程序是否正確,發現問題及時修改。
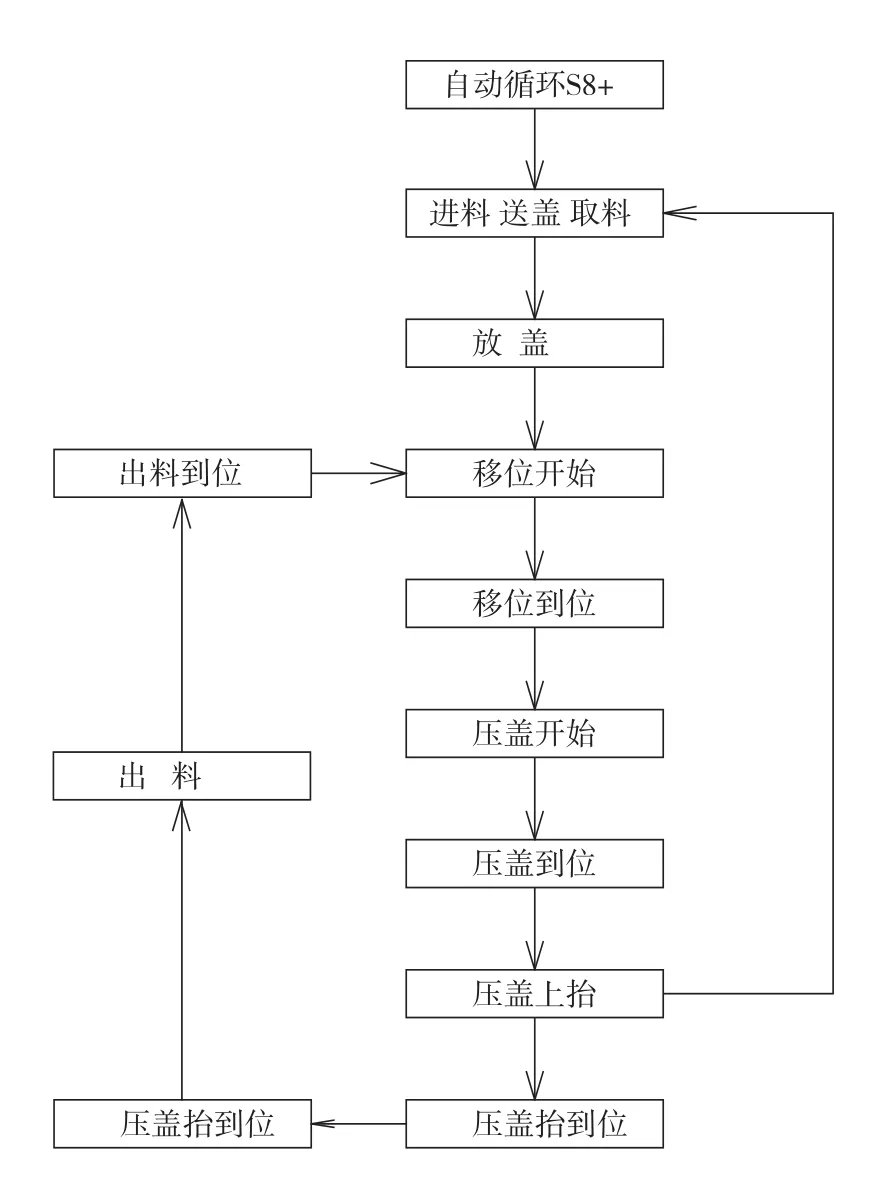
圖3 YGJ093工作循環圖
4 結束語
YGJ093球軸承自動壓蓋機經過上述改造,用PLC控制取代原有繼電器控制,機床工作穩定,運行良好。故障率明顯降低,減少了中停時間,節省了維修費用,使老設備換發了青春,提高了設備使用效率,所以應用PLC技術取代傳統繼電器控制是老企業電氣控制更新換代的良好途徑,具有很好的推廣和應用前景。
