溫鍛與冷鍛之基本(連載十一)
2013-10-13 09:04:46張清林江蘇中興西田數控科技有限公司
鍛造與沖壓 2013年5期
文/ 張清林?江蘇中興西田數控科技有限公司
小松勇?日本小松技術士事務所,江蘇中興西田數控科技有限公司
溫鍛與冷鍛之基本(連載十一)
文/ 張清林?江蘇中興西田數控科技有限公司
小松勇?日本小松技術士事務所,江蘇中興西田數控科技有限公司
鍛造傘齒輪的切削加工準備
在連載十中我們已經介紹了用溫鍛的方法制造傘齒輪的閉塞鍛造模具的動作原理,歸納一下就是在上、下模的結合部雕刻出需要得到零件的空間(模具空腔),從上、下兩方強力擠壓并合攏閉合,使得素材填充到空腔內的所有空間。內腔的尺寸精度和形狀精度越高,就越能夠得到形狀和尺寸好的成形零件。形狀和尺寸精度良好的鍛件只需要簡單的切削加工就可以成為汽車上的構造部件,因而可顯著提高材料的利用率、縮短加工時間、降低生產成本。
在連載十中介紹的傘齒輪的軸孔和軸根部也需要切削加工,對于切削時使用的夾具、治具要經過充分的研究討論才能確定。鍛造出來的傘齒輪在經過了切削加工后在整體精度上會受到很大程度的影響,此時切削加工的基準便成為了決定性因素,所以在設計傘齒輪時就必須考慮到切削加工時夾持部分(齒面或根部)的形狀以及夾持的方法。傘齒輪是裝在軸或軸承上進行回轉的,因此與軸或軸承箱配合的幾何公差、尺寸公差都必須有良好的精度。
切削加工是將鍛造成形的素材安裝在加工機械上進行的,在確定夾持位置前首先要確定零件的基準,而對于傘齒輪來說它是要與另一個傘齒輪嚙合起來工作的,嚙合精度非常重要,因此應將傘齒輪的齒作為基準面。把作為基準的位置確定下來后,就要首先要求這個基準位置必須具有良好的位置精度和基準面上的齒形精度,而這些精度的保證要來自鍛造的工藝和模具,因此在確定鍛造的工序和模具時就要考慮到這些問題,這是非常重要的。一般來說,要制作一個與傘齒輪被夾持部位的齒形完全吻合的治具來滿足切削加工的需要,而要得到鍛造素材的正確齒形就需要采用精密閉塞鍛造的方法來進行鍛造加工,如圖1所示。
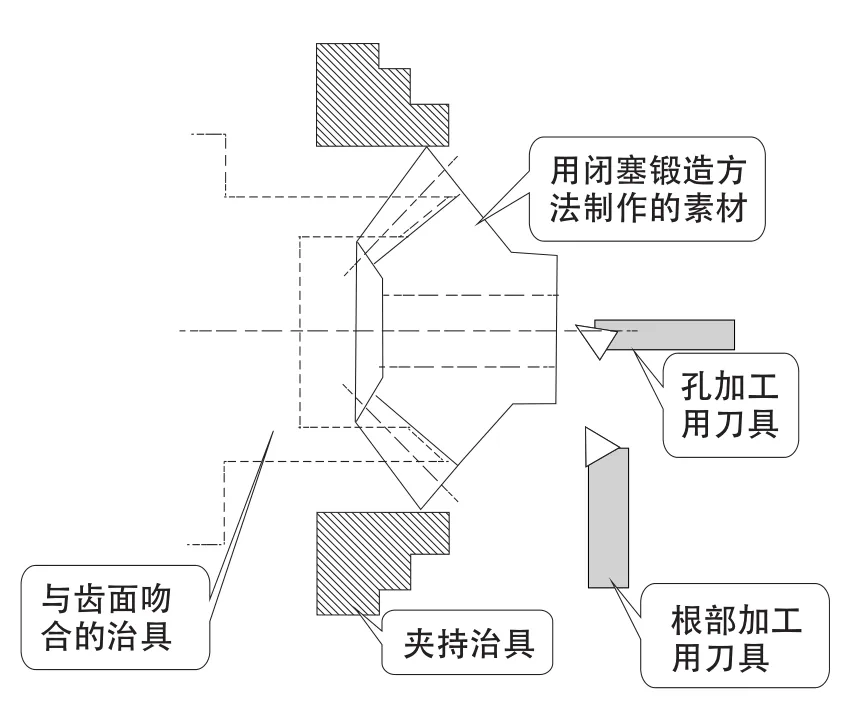
圖1 閉塞鍛造的傘齒輪在切削加工時的定位
由于與齒面吻合的治具直接關系到鍛造素材齒形和傘齒輪中心軸的相對位置,因此治具必須要經過精密的齒形加工和耐磨損的淬火處理。將治具與傘齒輪的齒面吻合找出傘齒輪的軸心,將這個軸心作為傘齒輪的加工基準來進行齒輪根部外徑和內孔的切削加工。
等速萬向節星形齒輪的閉塞鍛造模具
到現在為止,我們介紹的鍛造成形品(包括傘齒輪)都是全對稱的形狀,鍛造這樣的對稱品時基本上都是由鍛造壓力機的上下運動也可以說是由滑塊的下降動作完成的。而如圖2、3所示的等速萬向節用的產品,它們的特點是既有軸向對稱的一面,又有素材材料必須向徑向流動的要求。
在沖壓加工中,當沖床施加給素材的力與素材材料的流動方向一致時沖床所承受的負荷是最小的,這是最為合理的。剪切、拉深同樣要根據沖壓加工的原理制定力的施加方向。而鍛造加工所需要的變形應力是拉深、剪切加工的數倍,因此對于鍛造加工來說施力的方向就尤為重要。在大多數的鍛造加工中必須要使材料向與負荷方向垂直的方向流動。
圖2、3中的成形品也并不是必須要用閉塞鍛造的方法來生產,用傳統的模鍛方法也可以制造出來。但是傳統的模鍛方法的最大問題是上、下模板不能完全地閉合,因此加工出來的部件會產生鍛造飛邊。

圖2 利用閉塞鍛造方法加工的部品

圖3 利用閉塞鍛造方法加工的部品和圓棒素材
如圖4所示是三叉聯軸器的閉塞鍛造模具,從圖上可以看到,三叉聯軸器的閉塞鍛造模具是由上閉塞模和下閉塞模組合而成的,在上、下模的結合處形成了要加工成形零件的形狀。
圖4所顯示的是三叉聯軸器鍛造用閉塞模具到達滑塊下死點、剛剛完成了閉塞鍛造的狀態,下面對此模具的動作做個簡單的說明。

1—上閉塞活塞 2—上模頂料桿 3—上閉塞氣缸 4—上給油孔5—驅動錐板行程調整 6—模具接合面7—模板下降的控制錐板連桿(與滑塊上下運動聯動) 8—驅動錐板 9—水平驅動錐板 10—下進油孔 11—下模氣缸12—下模頂料桿 13—下模活塞 14—下沖頭 15—下模板16—閉塞鍛造成形品(三叉聯軸器) 17—上模板 18—上沖頭
⑴滑塊在上死點停止。
⑵在模具被打開的狀態下將圓棒素材插進來,如圖5所示。
⑶滑塊下降,在上、下油壓氣缸的作用下模具被閉塞(油壓是可變的)。如圖6所示,上頂料桿與滑塊下降同樣的距離A,閉塞模架(上模板和下模板)在下降控制錐板驅動連桿的調節下只下降了A/2的距離。下頂料桿處在與工作臺固定在一起的下模里,下頂料桿的位置始終保持不變。在這個例子中,控制下降量的錐板為30°,當滑塊下降高度為A時,模具的下降高度只有A/2。由此可以看出,隨著錐板傾斜角度的變化,模板的下降量也會發生變化,也就是說,利用這個方法就可以控制閉塞鍛造模具的下降量,即上頂料桿相對于鍛造成形品的壓入量。

圖5 模具在打開時的狀態和頂料銷的位置

圖6 模具在閉塞鍛造開始及完成后的狀態對比
⑷閉塞鍛造。鍛造的負荷由上頂料桿的按壓力決定,反力由下模承受,也就是說,只要控制好錐板面的下降量即可,鍛造的負荷并不起作用。
⑸閉塞釋放和模具返回。按照⑷→⑴的順序放開模具、滑塊在上死點停止、取出鍛造品,然后再裝入下一個圓棒素材進行鍛造,整個生產就是這樣一個反復循環的過程。如圖7所示即為使用閉塞鍛造模具生產出來的部品。
使模具閉塞所需要的油壓氣缸的力F必須要大于鍛造時發生的內壓(鍛造應力)σt與成形品的投影面積A的乘積。例如,鍛造應力σt為2000MPa,成形品的投影面積A為400mm2,則力F>2000×400=800000N=800kN≒80tf,即油壓氣缸的力F必須要在80tf以上。
如圖4所示的閉塞鍛造模具使用的油壓是14MPa(≒140kgf/ cm2),通過計算可知,油壓氣缸的直徑需要達到220mm,實際上在模具的中央附近還裝有一些重要的承壓模具部件,因此油壓氣缸要做成項圈形狀,外徑需要達到300mm左右。像這樣的專用氣缸在成本上是很高的,因此一般的鍛造壓力機都采用在壓機的工作臺和滑塊上固定通用的油壓氣缸的方法。

圖7 使用閉塞鍛造模具生產出來的部品
若把油壓氣缸以通用形式設置在鍛造壓力機上,那么在成形大小不同的部品時,就不僅要考慮到模具的尺寸需要改變,也要考慮到模具頂料銷的位置及配列已經被固定這一問題,這在進行模具設計時是非常重要的。