鍛件生產評估和優化 (下)
2013-10-13 02:00:04趙一平中國鍛壓協會首席專家
鍛造與沖壓 2013年3期
文/趙一平·中國鍛壓協會首席專家
鍛件生產評估和優化 (下)
文/趙一平·中國鍛壓協會首席專家
《鍛件生產評估和優化(上)》見2013年第1期
材料利用率高
合理制坯
對長軸類鍛件進行開式模鍛時,如果軸向截面積相差較大,一般最大截面與最小截面比大于1.5,應采用壓擠、輥鍛或楔橫軋制坯,彎長軸類鍛件應采用彎曲模具進行彎曲制坯,否則材料利用率低。
閉式模鍛
短軸類鍛件(例如,齒輪、突緣和輪轂等)采用閉式模鍛和擠壓,由于沒有橫向飛邊,鍛件材料利用率高。根據鍛件形狀的不同,其材料利用率可以達到80%~95%。
圖1所示的突緣鍛件,材料為35鋼,質量為2.25kg,是面包車上的零件。采用閉式鍛造時,其材料利用率達到94%。該鍛件成形難點是預制坯的形狀,經分析,該預制坯料在終鍛模膛成形時,需要對坯料進行鐓粗和擴孔,并同時正、反擠壓和徑向擠壓成形。
在日本約有1/4的鍛件采用熱精密模鍛,即半閉式模鍛和閉塞模鍛。所以,日本模鍛件的材料利用率很高。

圖1 突緣鍛件
半閉式模鍛
半閉式模鍛即帶飛邊的閉式模鍛(例如,突緣叉采用壓擠制坯,預鍛工步采用半閉式模鍛),其材料利用率由原來的76%提高到86%。帶桿轉向節采用半閉式立鍛擠壓預鍛,然后終鍛成形,鍛件材料利用率達到85%。但是,采用半閉式模鍛時,必須要有對應的坯料與其匹配,才能既提高材料利用率,又提高模具壽命。
閉塞模鍛
閉塞模鍛最先用于冷鍛或溫鍛十字軸、星形套和直齒圓錐齒輪等精密模鍛件的生產。現在開始用于十字軸、直齒圓錐齒輪熱精密模鍛件的生產。全國有多條由2臺摩擦壓力機組成的熱精鍛齒輪生產線,圖2所示的直齒圓錐齒輪,齒形精度達到10~11級(GB/T11365-1989)。

圖2 直齒圓錐齒輪
若采用可分凹模閉式模鍛(即閉塞模鍛),其工藝過程如圖3所示,操作人員由6人減少到2人,生產率由240件/h增加到360件/h。另外,由于沒有橫向飛邊,又可以提高材料利用率。在國外,圖4所示的汽車發電機爪極,已經采用閉塞模鍛成形的生產工藝。
模具壽命高
國內、外模具壽命對比
對于低合金結構鋼模具而言,國外工業發達國家,模具一次性使用壽命根據鍛件材料、形狀復雜程度和產品精度不同而不同。模鍛錘模具壽命約為0.5~0.8萬件,新型程控全液壓模鍛錘,由于其能量和程序均可設定和控制,模具壽命有較大提高,達到1~1.6萬件。螺旋壓力機模具壽命比熱模鍛壓力機稍低,熱模鍛壓力機模具壽命最高,一般可達1.5~2.5萬件,其中生產連桿模具的壽命約為1.5~2.5萬件,生產曲軸模具的壽命約為0.85~1.8萬件,生產轉向節模具的壽命約為0.6~1.4萬件,生產齒輪模具的壽命約為1.0~3.5萬件。國內熱模鍛壓力機模具平均壽命約為0.6~0.9萬件,僅為國外模具壽命的1/3~1/2,摩擦壓力機模具的壽命更低,約為0.2~0.35萬件,一般僅為0.25萬件左右。造成我國模具壽命低的主要原因是設備打擊能量控制不好;制坯工序過長,造成坯料溫度較低。
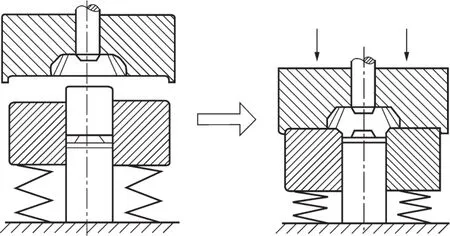
圖3 閉塞模鍛工藝過程示意圖
影響模具壽命的因素
影響模具使用壽命因素很多,例如,鍛壓設備的種類和狀態,鍛件的材料、形狀、復雜程度和精度,模具材料,模具設計,模具制造(包括模塊鍛造、模具加工制造、熱處理和表面強化處理),潤滑材料,模具的使用和維護等。這里所指的模具壽命是一次性壽命(即模具翻新前的壽命),而且是指模具的正常壽命。
模具壽命是一個系統工程,每項因素均應按要求做好,若一項出現疏漏,會大打折扣,甚至前功盡棄,這必須通過嚴格管理才能實現。另外,根據不同的鍛件形狀和成形工藝方法,尋找關鍵因素,解決關鍵因素,大幅提高模具壽命。
提高模具壽命不僅是技術問題,更主要的是企業管理問題。這就是我國大多數企業模具壽命不高的原因,同一鍛件模具壽命忽高忽低,不穩定。另外,國內和國外模具壽命差距還和我國在冶金工業、機械制造業的差距有關,模具材料和熱處理方面的差距顯得更為突出。但是,經過努力使得我國模具壽命達到國外模具壽命的80%還是有可能的。

圖4 發電機爪極
提高模具壽命的必要性
模具壽命高不僅降低鍛件成本,穩定鍛件質量,減少修模、換模的次數,提高勞動生產率,而且也是提高鍛件生產率的基本保證和實現自動化生產的必備條件。例如,山東煙臺通用發動機公司20MN熱模鍛壓力機連桿鍛造自動生產線,其節拍生產率12件/min,按2天4個班計算:12×60×6.5×4=18720件。其中6.5h為每班實際工作時間,企業該條連桿鍛造自動生產線模具壽命是1.5~2萬件,做到2天換模。如果模具壽命短,將不能實現生產線的自動化。
模具費用一般約占鍛件制造成本的8%~15%。生產中由于模具磨損和發生故障而進行模具修理,模具更換等損失時間(換模和烤模需要2~4h)約占·實際生產時間的10%~15%。外國鍛造企業實行24h生產制,因為圖5所示的模具斷裂等問題,減去損失時間,實際有效時間也僅為16.5h,所以模具壽命的延長可以提高生產效率。
能源消耗低
鍛件的能耗
一個鍛件在生產過程中的能耗包括鍛坯加熱能耗、鍛件熱處理能耗,以及設備的動能消耗。動能是指驅動設備和生產過程中消耗的能量和工質(例如水、壓縮空氣等)。另外,模具熱處理能耗也較大,一般計算在模具成本內。
⑴鍛坯加熱的燃料消耗。

圖5 模具斷裂
一般碳鋼和低合金結構鋼加熱溫度為1200~1250℃,各種燃料加熱消耗能耗最低的是中頻感應加熱,其每千克坯料加熱能耗約為0.5kWh,即0.202kg的標煤(發熱值為29300kJ/kg的煤),煤氣(發熱值為5650kJ/m3)加熱每千克坯料能耗約為0.35kg的標煤,燃煤(發熱值為25120kJ/kg)加熱每千克坯料能耗約為0.47kg的標煤。所以,鍛造企業應采用中頻感應加熱。
⑵鍛件熱處理燃料消耗。
機械零件大量采用碳素結構鋼和低合金結構鋼,其鍛件最常用的熱處理工藝為調質、正火、等溫正火和退火。
1)調質能耗。采用連續式電阻爐,全年統計,淬火每千克鍛件實際耗電約為0.5kWh。采用連續式電阻回火爐,回火每千克鍛件實際耗電約為0.3kWh。所以調質每千克鍛件實際耗電約為0.8kWh(調質每千克鍛件理論耗電為0.4kWh)。
2)正火能耗。采用連續式電阻爐,全年統計,正火每千克鍛件實際耗電為0.4kWh。
3)等溫正火能耗。采用連續式電阻等溫正火爐,全年統計,加熱和等溫正火每千克鍛件實際能耗約為0.7kWh。
以上數據僅供參考,因為鍛件熱處理能耗大小由爐型、裝載方式、鋼種和生產方式(休假停爐和故障停爐等各種原因反復升溫)決定,其中周期加熱爐比連續加熱爐能耗大,例如連續式網帶電阻爐或連續式鑄鏈電阻爐能耗損失較小,而臺車式電阻爐能耗損失較大。
鍛件在熱處理過程中要消耗大量能源,因此國外工業發達國家均高度重視鍛件的余熱利用,大量采用鍛件余熱熱處理工藝,國內使用也較多。
采用非調質鋼
采用非調質鋼生產鍛件省略了調質熱處理,既節能又環保(沒有調質熱處理廢氣和廢水污染物),應大力推廣。國外已大量采用,例如日本90%的汽車連桿和曲軸均已采用非調質鋼。
非調質鋼的推廣應用,需要企業把產品設計師、材料工程師和工藝工程師三者結合起來。只有他們密切合作、齊心協力才能獲得非調質鋼的快速發展。目前,國內大量采用非調質鋼還需要國家政策支持。
利用鍛造余熱
從以上分析可知,鍛件熱處理能耗很可觀,而鍛件鍛后溫度仍很高,一般約為800~900℃,不利用就浪費了,而且還污染環境。鍛造企業應利用鍛件的鍛后余熱進行熱處理,降低鍛件能源消耗。
例如,圖6所示的KMS發動機連桿余熱淬火曲線圖,鍛件材料為40MnBH,質量為2.75kg。鍛件校正后溫度為800~900℃,零件直接滑入到校正壓力機旁邊的余熱淬火油槽中使用快速淬火油,淬火油溫控制在40~80℃,通過板式換熱器來控制淬火油溫度,零件在淬火油中冷卻時間為3min左右,通過淬火槽中的鏈板傳送帶將零件提升并掉入料箱。
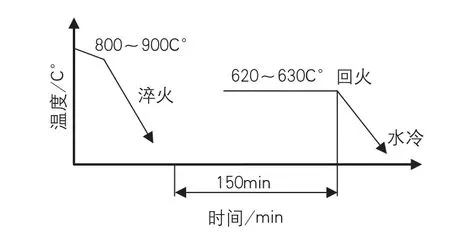
圖6 KMS發動機連桿余熱淬火工藝曲線圖
每噸鍛件綜合能耗
我國綜合性模鍛企業每噸鍛件平均能耗約0.8~1.2t標煤(數據僅供參考),所謂綜合性模鍛企業是指包含各種鍛件全部生產工藝,并包含模具加工和熱處理。節能先進的模鍛企業例如東風鍛造公司,每噸鍛件平均能耗約為0.8t標煤。國外工業發達國家,例如日本,其鍛造行業的平均水平為每噸鍛件綜合能耗為0.515t標煤。
我國模鍛行業每噸鍛件能耗費用一般約占鍛件制造成本的8%~10%(不含模具熱處理能耗)。所以,鍛件生產評估和優化就是要達到鍛件質量穩定、生產率高、材料利用率高、模具壽命高和能耗低。鍛件質量優,成本低,是鍛造企業永恒的追求目標,也是鍛造企業提高經濟效益和競爭力的必然措施。