包晶鋼矩形坯二冷配水制度優(yōu)化研究
2013-10-13 03:14:44朱立光張彩軍韓毅華孫立根
河南冶金 2013年1期
朱立光 張彩軍 韓毅華 孫立根 陳 偉
(河北聯(lián)合大學(xué))
0 引言
以Q215、Q235為代表的包晶鋼是典型的裂紋敏感性鋼種。由于該鋼種在1495℃時,在凝固過程中會出現(xiàn)包晶反應(yīng):δFe(鐵素體)+L(液體)→γFe(奧氏體),產(chǎn)生強烈的線收縮和體積收縮,其裂紋敏感性較大[1]。只有保證初生坯殼傳熱均勻,才能防止包晶相變誘發(fā)的各種裂紋,因此,一般多采用提高保護渣結(jié)晶化率和降低結(jié)晶器冷卻水量來實現(xiàn)所謂的弱冷工藝[2]。但是,對于斷面相對較大的矩形坯而言,角部二維傳熱和鑄坯寬面中心典型一維傳熱所造成的溫差極易誘發(fā)鑄坯偏離角區(qū)域的縱裂紋。從傳統(tǒng)工藝及理論角度出發(fā),為防止縱裂紋的進一步擴展,連鑄二冷區(qū)相應(yīng)地也應(yīng)該采用弱冷工藝[3-4]。
但在實際生產(chǎn)中,鑄機裝備水平是影響鑄坯質(zhì)量的決定性因素。對于傳統(tǒng)的矩形坯連鑄機,鑄坯的鼓肚傾向嚴重,而鼓肚是導(dǎo)致大多數(shù)鑄坯質(zhì)量問題的根源[5-6]。如果對于包晶鋼矩形坯采用二冷弱冷工藝,會加劇鼓肚的產(chǎn)生,誘發(fā)鑄坯偏離角縱裂、中間裂紋和三角區(qū)裂紋等,導(dǎo)致鑄坯質(zhì)量的大幅惡化。因此,筆者詳細分析了國內(nèi)某廠生產(chǎn)包晶鋼矩形坯時存在的鑄坯質(zhì)量問題,在優(yōu)化結(jié)晶器錐度和保護渣的基礎(chǔ)上獲得了結(jié)晶器出口處較均勻的坯殼,進而構(gòu)建連鑄二冷區(qū)鑄坯凝固傳熱數(shù)學(xué)模型,對其連鑄二冷配水制度進行優(yōu)化,最終獲得了質(zhì)量較好的鑄坯。
1 凝固及二冷配水特點
一般把含碳量在0.08% ~0.15%鋼種稱為包晶鋼。由相圖可見,其凝固正好處于包晶區(qū),凝固時會產(chǎn)生包晶反應(yīng),而凝固后繼續(xù)進行固相轉(zhuǎn)變δ→γ,導(dǎo)致在固相線溫度以下20℃ ~50℃鋼的線收縮最大。此時,結(jié)晶器彎月面剛凝固的坯殼隨著溫度的下降發(fā)生轉(zhuǎn)變,伴隨著0.38%的體積收縮,坯殼與銅板脫離,形成不均勻氣隙,導(dǎo)致初生坯殼不均勻生長,熱流最小,在坯殼較薄處形成凹陷,從而應(yīng)力集中而出現(xiàn)裂紋[7]。因此,包晶鋼鑄坯表面裂紋是鋼水在結(jié)晶器中凝固時形成的。首先在初生坯殼薄弱處產(chǎn)生微裂紋,然后出結(jié)晶器后在二冷區(qū)進一步擴展,如二冷冷卻強度過大,會造成鑄坯表面溫降較快,斷面內(nèi)溫度梯度增大,熱應(yīng)力增大,若超過臨界應(yīng)力即發(fā)生裂紋,或在原有微裂紋處擴展成明顯裂紋。
2 連鑄生產(chǎn)工藝參數(shù)及鑄坯質(zhì)量問題
國內(nèi)某廠生產(chǎn)Q235包晶鋼150 mm×350 mm矩形坯時,鑄坯出現(xiàn)鼓肚、中心裂紋和三角區(qū)裂紋等嚴重質(zhì)量問題,具體如圖1所示。
經(jīng)排除試誤分析,這與其連鑄二冷配水制度有很大的關(guān)系,為了改善鑄坯質(zhì)量,須對其進行優(yōu)化。表1和表2分別為該鋼種連鑄機設(shè)備及工藝參數(shù)和二冷噴嘴布置方式。
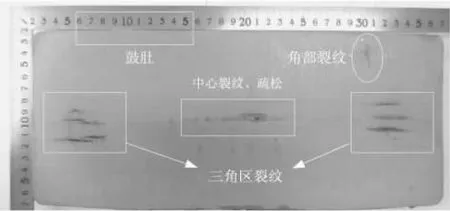
圖1 鑄坯存在的質(zhì)量問題

表1 連鑄機設(shè)備及工藝參數(shù)

表2 二冷噴嘴布置
3 二冷配水制度優(yōu)化
3.1 二冷噴嘴測試分析
采用PZ-W&P-Ⅲ型連鑄二冷噴嘴測試系統(tǒng),對連鑄機二冷用噴嘴進行性能測試。主要測試性能包括:不同供水壓力下的水流密度、沖擊壓力分布、水流總量。測試條件:供水壓力范圍0.2 MPa~0.6 MPa,噴嘴斷面距鑄坯距離115 mm。表3是各型號噴嘴在0.3 MPa下的噴射角度和流量測試結(jié)果。
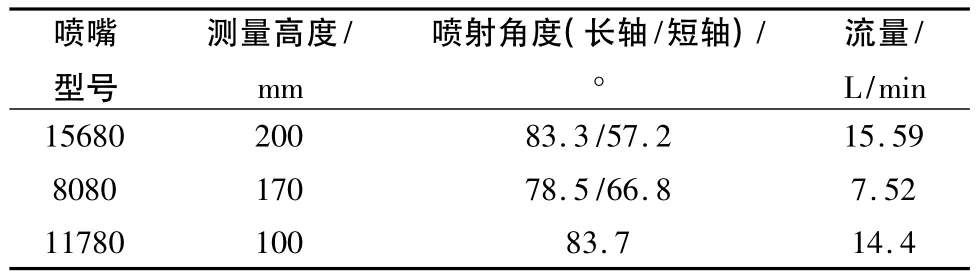
表3 各噴嘴0.3 MPa下噴射角度及水流量
由表3可以看出,8080噴嘴噴射角度略有偏小,11780噴嘴流量嚴重偏大。其它各噴嘴性能良好,符合國家標準。經(jīng)過對各噴嘴進行水流密度和沖擊壓力分布進行測試,結(jié)果發(fā)現(xiàn),8080噴嘴是橢圓型噴嘴,其中心部位水流密度較小,左右兩端較大,而且其噴射角度偏小;11780噴嘴在壓力較低時中心水流密度很小,而鑄機二冷水壓力非常低,這將導(dǎo)致水流覆蓋中間區(qū)域冷卻不良,影響鑄坯質(zhì)量,而且該噴嘴在0.3 MPa下流量14.4 L/min,比設(shè)計流量偏大23%,將導(dǎo)致該噴嘴噴射面過冷和其它部位噴水不足,這將導(dǎo)致鑄坯冷卻不良,有可能引起脫方和裂紋等質(zhì)量缺陷。15680噴嘴是橢圓型噴嘴,其加工工藝較好,滿足設(shè)計要求。
3.2 鑄坯傳熱數(shù)學(xué)模型及冶金準則
結(jié)合二冷噴嘴測試結(jié)果,構(gòu)建鑄坯傳熱數(shù)學(xué)模型,根據(jù)鑄坯的對稱性,為簡化計算只選取1/4鑄坯斷面進行分析。
3.2.1 主控方程
連鑄熱過程的主控方程為下述的非穩(wěn)態(tài)熱傳輸方程:
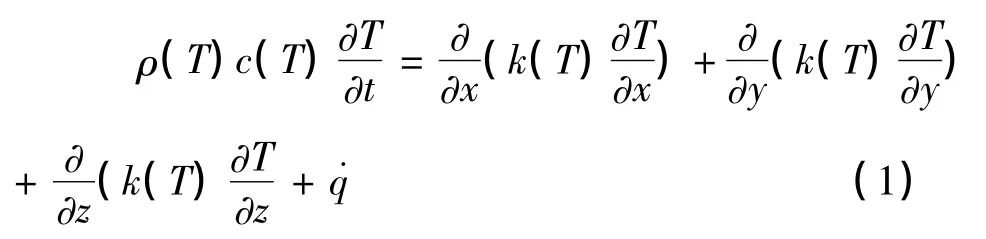
式中:ρ——鋼水密度;
T—— 溫度;
t—— 時間;
c—— 比熱;
k—— 導(dǎo)熱系數(shù);
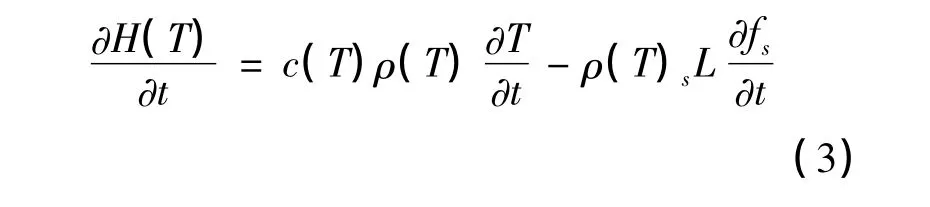
相變過程中產(chǎn)生的潛熱L可用下式表示:

式中:fs——代表固相分率。
這里用熱焓(H)方法來簡化上述兩個公式。與等效熱容法相比,熱焓法避免了等效熱熔法對時間步長和空間步長的嚴格限制,可提高計算精度。在熱焓法中,諸如比熱、潛熱、密度等非線性參數(shù)可用如下一個參數(shù)代替:
這樣熱傳輸主控方程可描述為:
與鑄坯橫向帶走的熱量相比,拉坯方向傳熱可忽略不計。這樣公式可以進一步簡化成為二維形式:

3.2.2 基本假設(shè)
上述連鑄過程熱傳輸數(shù)學(xué)模型基于下列假設(shè):忽略結(jié)晶器內(nèi)的鋼液流動行為,鑄坯兩相區(qū)和液芯的對流傳熱靠增大鋼液導(dǎo)熱系數(shù)值3~6倍進行考慮;k(T),H(T),ρ(T)僅隨溫度變化;忽略結(jié)晶器振動、結(jié)晶器錐度和凝固偏析的影響;忽略彎月面的影響;視彎月面處熔融金屬的溫度為澆注溫度。
3.2.3 初邊界條件
初始條件和邊界條件為:在結(jié)晶器上表面,假設(shè)鋼水溫度與中間包澆注溫度(T0)相等,也即t=0時刻,T=T0。
結(jié)晶器內(nèi)邊界條件屬于第二類邊界條件[8],其表達式為:

式中:a——為經(jīng)驗常數(shù);
b——是結(jié)晶器冷卻水量、冷卻水溫差、鑄坯結(jié)構(gòu)尺寸等參數(shù)的函數(shù)。
在二冷區(qū),邊界結(jié)點熱流率與邊界溫度成線性關(guān)系,即:

式中:Tw——鑄坯表面溫度;
T∞——冷卻水溫度;
hf——鑄坯與水之間的給熱系數(shù),這里取hf=581w0.451(1-0.0075Tw)[9],其中 w 為水流密度(L·m-2·s-1),該值可根據(jù)冷卻水量、冷卻水溫等參數(shù)計算得到。
在空冷區(qū),以輻射傳熱為主,輻射傳熱熱流密度采用四次方定律。
3.2.4 求解方法
本模型的求解選用ANSYS。ANSYS分析過程包含三個主要步驟[10]。
1)建立有限元模型:①創(chuàng)建或讀入幾何模型;②定義材料屬性;③劃分網(wǎng)格。
2)施加載荷并求解:①施加載荷及載荷選項、設(shè)定約束條件;②求解。
3)查看結(jié)果:① 查看分析結(jié)果;② 檢驗結(jié)果(分析是否正確)。
有限單元模型及其網(wǎng)格劃分如圖2所示。
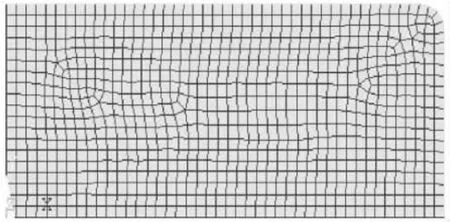
圖2 有限單元模型及網(wǎng)絡(luò)劃分
3.2.5 冶金準則
1)鑄機冶金長度限制準則:為了保證鑄坯質(zhì)量,鑄坯在矯直前應(yīng)該完全凝固。
2)結(jié)晶器出口處鑄坯坯殼厚度限制準則:為了避免漏鋼事故的發(fā)生,結(jié)晶器出口處鑄坯最小坯殼厚度應(yīng)在8 mm~15 mm左右。
3)鑄坯表面冷卻速度限制準則:沿鑄坯長度方向,鑄坯的表面冷卻速度一般控制在150℃/m以下。
4)鑄坯表面溫度回升限制準則:在鑄坯接近完全凝固時,過大的溫度回升會產(chǎn)生中心偏析和中心裂紋。鑄坯表面溫度回升一般控制在100℃/m以下。
5)脆性區(qū)鑄坯矯直變形限制準則:矯直區(qū)的鑄坯表面溫度應(yīng)避開低延性區(qū)溫度,以免矯直時鑄坯表面產(chǎn)生橫裂。通常采取的措施是調(diào)整二冷制度,保證鑄坯在矯直點的溫度高于塑性較低的第三溫度區(qū),保持在900℃以上。
6)二冷區(qū)鑄坯表面溫度限制準則:二冷區(qū)內(nèi)鑄坯表面溫度波動范圍應(yīng)保證在900℃ ~1200℃范圍內(nèi)。
3.3 鑄坯溫度場分析及配水方案的確定
根據(jù)冶金準則,對鑄坯凝固傳熱過程進行模擬求解,模擬結(jié)果如下:
3.3.1 原有配水制度下鑄坯溫度場
根據(jù)原有配水方案模擬計算出拉速在1.5 m/min下鑄坯相應(yīng)關(guān)鍵點的溫度曲線如圖3所示。
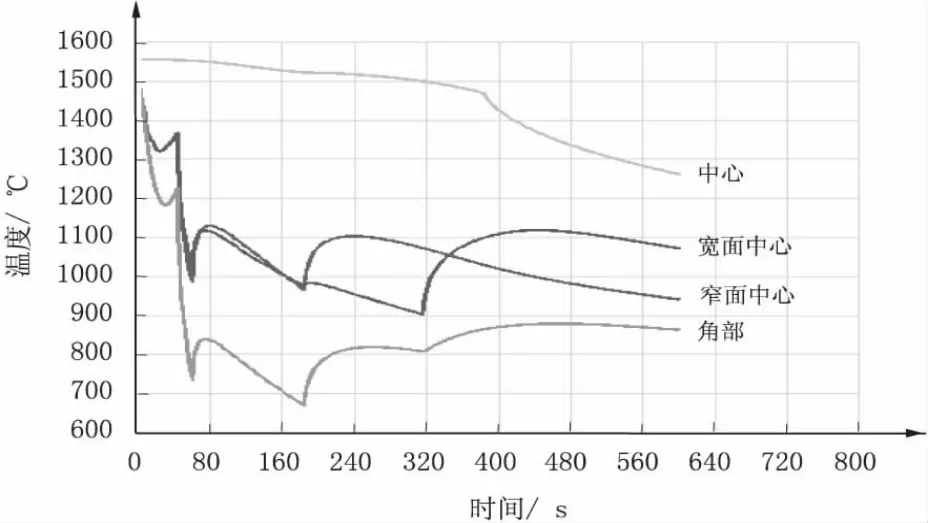
圖3 鑄坯特殊點溫度歷程
由圖3可以看出,當拉速為1.5 m/min時,鑄坯表面寬面中心溫度范圍為903℃~1149℃,在整個二冷區(qū)內(nèi),最高返溫為215℃,集中在二冷四段。鑄坯表面窄面中心溫度范圍為967℃~1130℃,在整個二冷區(qū)內(nèi),最高返溫為144℃,集中在二冷二段。因此,較高的鑄坯溫度和回溫導(dǎo)致了鼓肚的產(chǎn)生,進而誘發(fā)前述的各種鑄坯質(zhì)量問題,配水方案亟待優(yōu)化。
3.3.2 優(yōu)化二冷配水后鑄坯溫度場
根據(jù)原有配水制度下的模擬結(jié)果,調(diào)整二冷各段水量,優(yōu)化后的配水方案和關(guān)鍵點計算結(jié)果見表4。
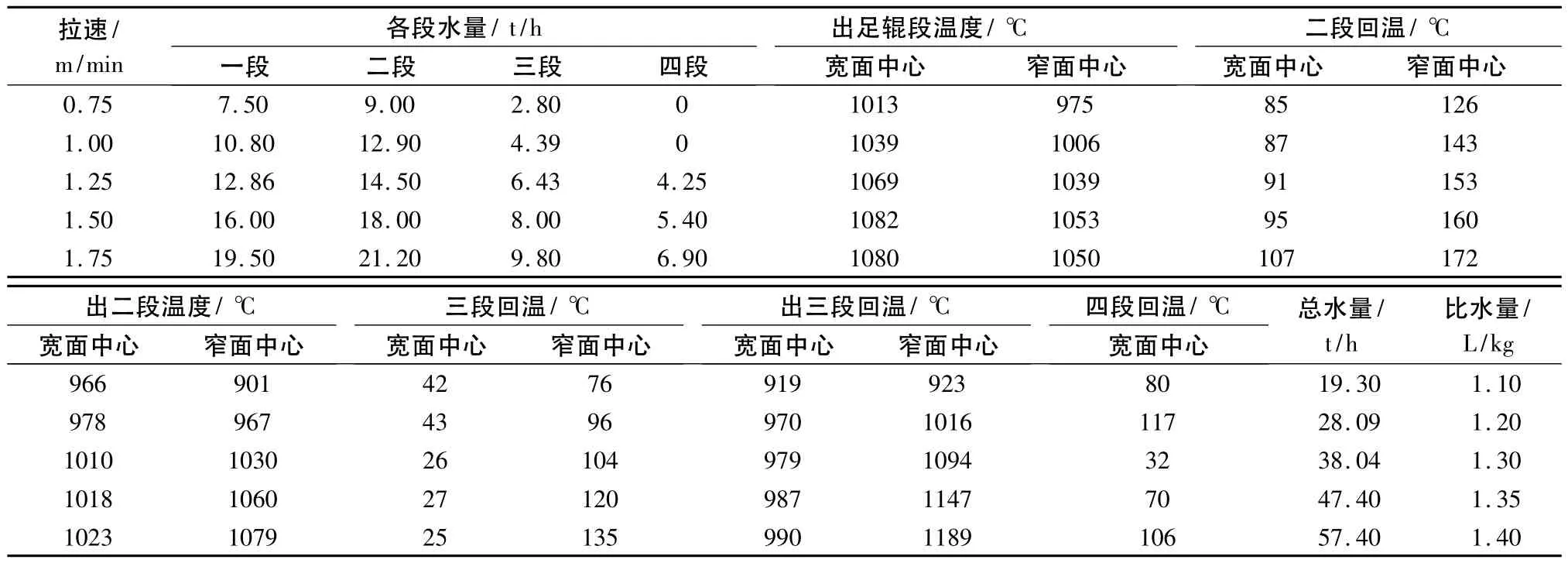
表4 優(yōu)化后的配水方案和關(guān)鍵點溫度計算值
由表4可以看出,采用優(yōu)化后的配水方案,鑄坯的寬面和窄面溫度變化區(qū)域較平緩,在符合基本的配水準則條件下,進一步優(yōu)化了鑄坯的溫度場。
4 二冷配水優(yōu)化后鑄坯質(zhì)量分析
該廠采用優(yōu)化后的水表進行了 Q235鋼種150 mm×350 mm矩形坯的連鑄生產(chǎn),并對拉速1.5 m/min下的鑄坯進行取樣進行分析,得到的鑄坯低倍照片如圖4所示。

圖4 鑄坯低倍照片
由圖4可以看出,二冷配水制度進行優(yōu)化后,鑄坯表面質(zhì)量良好,沒有明顯的鼓肚變形,僅窄邊存在輕微凹陷。鑄坯內(nèi)部質(zhì)量良好,中心裂紋0級,中心縮孔0級,中心疏松0.5級。
5 結(jié)論
1)鑄機裝備水平是鑄坯質(zhì)量的決定性因素,合理的二冷配水必須以鑄機裝備為基礎(chǔ)。
2)包晶鋼連鑄生產(chǎn)應(yīng)加強噴嘴性能檢測驗收,以保證鑄坯在二冷區(qū)均勻穩(wěn)定冷卻。
3)當二冷比水量為 1.1 L/kg~1.4 L/kg時,鑄坯表面質(zhì)量和內(nèi)部質(zhì)量均得到改善。
6 展望
以Q215、Q235為代表的包晶鋼產(chǎn)品目前應(yīng)用廣泛,在基礎(chǔ)的建材與窄帶市場需求量大,因此也成為眾多中小型鋼鐵企業(yè)的主力生產(chǎn)品種,但由于各企業(yè)起點、發(fā)展戰(zhàn)略不同,導(dǎo)致其澆鑄包晶鋼的鑄機裝備千差萬別,工藝操作水平參差不齊,這就使得已有的同行生產(chǎn)經(jīng)驗很難簡單的復(fù)制到各廠自己的實際生產(chǎn)中。而且在鋼鐵產(chǎn)業(yè)升級的行業(yè)大背景下,產(chǎn)量已不能代表經(jīng)濟效益,如何生產(chǎn)高質(zhì)量的鑄坯才是煉鋼廠當前需要解決的首要問題。因此只有立足于自身工藝操作和裝備水平基礎(chǔ)上的鑄坯質(zhì)量優(yōu)化才是各企業(yè)的正確發(fā)展方向。
[1] 巴鈞濤,文光華,唐萍,等.寬厚板包晶鋼的保護渣[J].北京科技大學(xué)學(xué)報,2009,31(6):696-700.
[2] 汪洪峰,姜加和,江中塊.包晶鋼連鑄板坯表面質(zhì)量的控制[J].冶金叢刊,2004(2):1-5.
[3] 歐陽飛,曾令宇,劉志明,等.板坯包晶鋼的表面質(zhì)量控制[J].連鑄,2005(1):31-33.
[4] 王春芳.寬板坯包晶鋼裂紋的原因分析與改進措施[J].南鋼科技與管理,2006(3):1-4.
[5] 王燚,何宇明,周萬強,等.矩形鑄坯質(zhì)量控制的實踐[J].煉鋼,2011,27(2):16-20.
[6] 蔡開科,秦哲,孫彥輝.連鑄坯凝固過程坯殼變形與鑄坯裂紋控制[C].2008年連鑄設(shè)備技術(shù)交流會論文集,2008:1-25.
[7] 劉增勛,呂慶.包晶反應(yīng)對連鑄凝固影響的理論分析[J].東北大學(xué)學(xué)報,2006,27(S2):36-39.
[8] 蔡開科.連鑄結(jié)晶器[M].北京:冶金工業(yè)出版社,2008:36-38.
[9] 朱立光,王碩明,張彩軍,等.現(xiàn)代連鑄工藝與實踐[M].石家莊:河北科學(xué)技術(shù)出版社,2000:33-36.
[10] 劉濤,楊鳳鵬.精通 ANSYS[M].北京:清華大學(xué)出版社,2002:1-10.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
汽車觀察(2016年3期)2016-02-28 13:16:26
