板坯去毛刺機控制系統優化與改造
2013-10-13 03:14:44袁友
河南冶金 2013年1期
關鍵詞:變頻器
袁 友
(安陽鋼鐵股份有限公司)
0 前言
安鋼第一煉軋廠板坯連鑄機是100 t轉爐-板坯連鑄-中板這一精品生產線上的關鍵設備。近兩年來,在保證生產的同時,陸續對板坯連鑄出坯系統進行了改造,延長了出坯線路,新增了去毛刺機系統。改造后,提高了熱送率和鋼板表面質量,使精品線路更加流暢,運行成本明顯降低,為以后類似設備的使用、改造提供了寶貴的經驗。
1 設備概況
鋼坯從連鑄機拉出后要用火焰切割機進行切割,由于火焰切割后鋼坯切口下邊粘連有一條不規則的鋼渣(簡稱鋼坯毛刺),這種氧化鋼渣的硬度較大,若帶入軋鋼機時會不規則地嵌入鋼板中,影響鋼板的表面質量甚至產生廢品。為了提高成材率,各鋼鐵廠都在生產線上采取措施,去除鋼坯毛刺。
安鋼第一煉軋廠采用的板坯去毛刺機是德國GeGa公司設計生產的一種新型高效的用于去除鋼坯切割毛刺的專用設備,設備通過光電開關定位,能全自動地完成去毛刺工作。去毛刺機采用刮刀方式,利用鋼坯運動產生的動力去除毛刺,去毛刺率明顯優于飛刀除毛刺法及鏟刀移動刮毛刺法,效果十分理想,能更好地保證連鑄坯的質量,提高成品板材質量和成材率。
1.1 去毛刺機的主要設備構成及工作原理
去毛刺機設備的構成包括:主框架、去毛刺輥和機架、去毛刺刀頭及汽缸、液壓推桿和橫梁、氣動和液壓站、廢料斗、電氣控制系統、檢測開關及鋼坯定位反射光柵等(如圖1所示)。
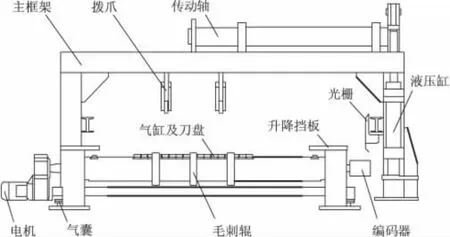
圖1 去毛刺機主要設備構成
去毛刺機的工作原理:去毛刺機采用刮刀方式,主要利用鋼坯運動產生的動力去除毛刺。去毛刺機共設有五道光柵來檢測鋼坯的動態位置,然后根據鋼坯當時所處的實際位置來發出去毛刺機的動作指令,以達到去除毛刺的目的。
首先去毛刺機第一道光柵檢測到鑄坯進入到去毛刺工作區域→去毛刺輥抬起同時以和輸送輥道相同的線速度旋轉→鑄坯進入頭部去毛刺位→輥道及去毛刺輥停止→去毛刺輥下降同時刀頭部定位→去毛刺輥定位好后抬起并由其輥身上帶有的鎖定銷鎖定→伸出刀頭→推桿推動→頭部去毛刺完成→去毛刺輥旋轉清渣→重新定位鎖定→伸出刀頭→推桿反向推動→完成尾部去毛刺→輥道運行→鑄坯離開去毛刺機工作區域→去毛刺動作結束。
1.2 技術參數
板坯連鑄去毛刺機的去毛刺輥旋轉由電機驅動,鑄坯的橫向移動由液壓傳動提供推力,去毛刺輥的抬升由氣壓傳動提供升力,去毛刺機主要技術參數見表1。

表1 去毛刺機技術參數
1.3 電氣自動控制系統
第一煉軋廠板坯去毛刺機控制系統結構簡單,主要由西門子產品構成,采用Profibus-DP網絡總線進行數據通信,并且預留與鑄流PLC S5 CPU進行H1網通信的接口。該系統實現了電機位置控制、與觸摸屏數據交換、現場開關量信號輸入輸出、邏輯順序自動控制等功能。去毛刺機PLC系統、傳動系統、操作控制面板之間經PROFIBUS連接起來進行通信,電氣自動控制系統及網絡原理如圖2所示。
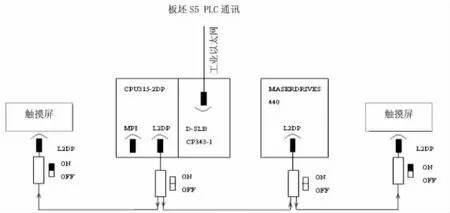
圖2 去毛刺機PLC系統網絡組態示意圖
由圖2中可以看出,網絡各節點之間的關系。S7-300的CPU315-2DP為整個網絡的主站,其它節點均為從站,該CPU最多可以帶32個從站,所以具有良好的可擴展性。
2 去毛刺機在生產運行過程中存在的問題與分析
2.1 去毛刺輥定位不準
去毛刺輥在下位時找不著位,往復轉動,無法進行下一步的動作,使去毛刺機根本不能正常工作。在對問題進行認真仔細的研究與分析后,發現去毛刺輥需要準確及快速的定位,這一特點要求電機的速度響應要快,響應時間越短對電機定位控制越有利。對于去毛刺機的這種要求,傳動裝置要能夠快速制動,其斜坡曲線較為"陡峭",但這樣變頻器會產生較高的再生能量,如果沒有外接制動電阻來釋放能量,必將導致變頻器中直流回路出現過高的反饋電壓而跳閘。事實上在原設計中,變頻器沒有配備制動電阻,從而致使變頻器在工作過程直流回路頻繁過壓而停機。使用中暴露出的去毛刺輥定位不準問題印證了以上判斷。
2.2 變頻器經常過電流保護而停機
板坯輥道系統采用接觸器控制,輥道速度無法控制調節,去毛刺輥與輸送輥道速度不匹配,當鋼坯壓在去毛刺輥上后,由于去毛刺輥和輸送輥道轉速不同步,造成去毛刺輥電機不但要承擔幾噸重的鋼坯移動所帶來的負載,而且還要承受輸送輥道轉速不同步而通過鋼坯傳遞來的額外力矩,大大增加了去毛刺輥電機的負荷,一旦輥道上鋼坯輸送稍有不順暢時,變頻器經常就會過電流保護動作,嚴重影響去毛刺的正常工作,而且也大幅縮短了去毛刺輥電機的使用壽命。
2.3 子鋼坯無法各自分開去毛刺
板坯二切車的定尺切割,母坯要被切成三塊子坯,子坯在輸送往去毛刺區域時,子坯與子坯之間幾乎沒有間隔,相互之間緊挨著一塊進入去毛刺區域,依靠去毛刺機本身的定位光柵根本無法將子坯一一分開,而去毛刺機需要逐塊去毛刺才能正常工作,所以,將子坯互相分離開來成為正常去毛刺的前提。
2.4 光柵控制信號無法正確傳送
去毛刺機的光柵整體固定在去毛刺機主框架上,采用的是紅外線反射光柵,PLC通過接收反射信號進行邏輯順序控制。去毛刺機工作時框架振動很大,光柵的發射光束和反射端晃動也很大,光柵接收端根本無法正確接收反射信號,系統邏輯順序運算無法正常進行。同時,由于光柵距離炙熱的鋼坯只有大約70 cm,鋼坯的熱輻射經常使光柵器件由于溫度太高而損壞,這些因素都大大增加了控制信號傳送的不穩定性。而且設備維護人員需經常在距近千攝氏度高溫的鋼坯不到1 m處維護光柵,工作環境極其惡劣,而且不安全。
2.5 難以滿足鑄坯全定尺去毛刺的需要
2.5.1 鋼坯定位困難
板坯輥道間距750 mm,第一煉軋廠板坯定尺范圍從1.6 m ~6 m,生產中需要經常性改變定尺長度,有時一個班就要改變幾次。板坯尺寸變化范圍寬,尺寸變化頻率快,要求去毛刺機適應性強。對于尺寸為1.6 m的板坯在到達去毛刺刀頭時,坯子下面只有一根輥子支撐,因為杠桿作用,鋼坯就會栽頭,幾乎無法使用。在其他不同定尺的鋼坯去毛刺時,也會經常發現去毛刺機撥爪"壓坯"或"脫坯"的現象。經過觀察和分析,發現因為各種定尺長度的鋼坯重量不同,同樣的輸送速度其慣量大小也有差別。又因為原程序設計中在去鋼坯毛刺時,鋼坯的停止位置是靠調節去毛刺機輸送輥道組的停止時間,讓坯子依靠其慣性滑停下來,鋼坯的停止位置很不精確,由于慣量不同,坯子頭部或尾部行走到去毛刺機刀頭位置停止時,有時坯子走過了,有時坯子還走不到位就停了。
為了解決這個問題,就必須改變原來的停坯方式,修改PLC的控制程序,由原來的坯子依靠慣性自由停坯改為坯子定位強制停坯。為此設計了讓撥爪先于鋼坯到達刀頭位置前運行至下位,來充當某些鋼坯可能走過刀頭區域的擋臂,又利用刀頭區的檢測光柵來控制去毛刺機輸送輥道組的停止時間,只有當坯頭到位時才發出去毛刺機輸送輥道組停止的命令,避免某些鋼坯可能走不到位就停下來。
2.5.2 去毛刺控制系統運行周期過長、工作效率低
去毛刺輥傳動電機工作頻繁,在一個去毛刺周期內,電機啟動/停止達到8次,嚴重影響了電機的使用壽命,且加大了電耗、延長了去毛刺的周期時間。
去毛刺控制系統周期過長,工作效率低,對生產的影響表現在,當板坯大包剛澆完一半時,毛刺機工作就不能跟上澆注節奏,輥道上積滿了待去毛刺的鋼坯,二切車切割模式被迫只能從三切分改為二切分,無法切割生產需要的定尺。
鑒于去毛刺機在使用中出現的上述問題,需要對它進行大幅度的改造和優化,否則根本無法正常使用,也無法發揮其應有的潛力和效益。
3 對自動控制系統的改進與優化
3.1 增加變頻器制動電阻
分析M440變頻器及所帶負載可以看出,M440功率為22 kW,而現場驅動輥電機為18 kW,但因為驅動輥比較粗大、沉重,制動時要克服很大的慣量,考慮到運行要平穩可靠、輥的慣性較大這些因素,在選擇相匹配的制動電阻時,適當增加了制動電阻的功率,選擇了25 kW的制動電阻。還調整了變頻器參數P1132設置,使斜坡函數發生器所決定的起始和停止圓弧更加平滑。通過這些措施,使去毛刺輥在下位時找不著位、往復轉動、直流母線反饋電壓過高報警等問題得到了徹底解決,在以后的生產觀察中,幾乎再沒有發現出現過類似問題。
3.2 速度控制和負載優化
為保持去毛刺輥與輥道速度匹配,反復測試調節PLC程序中對去毛刺輥變頻器的速度給定值,在速度控制塊FC50中,把DB20.DBW22速度控制字由3500調整為3200,使去毛刺輥和輸送輥道轉速最大限度保持一致,減少了鋼坯壓在去毛刺輥上后,由于去毛刺輥和輸送輥道轉速不同步而給去毛刺輥電機帶來的額外負荷,通過反復試驗對比,調節后去毛刺輥電機負荷從15 A降為8 A,電流降低了46%,消除了變頻器頻繁過電流跳電的因素,延長了去毛刺輥電機壽命,效果顯著。
3.3 新增子坯分離光柵
針對子坯無法分開的問題,經過分析,需要提前檢測子坯到來的時間,在三塊子坯還沒有到達去毛刺區域時,通過控制輸送輥道電機停止時間,實現提前將子坯各自分開。在去毛刺區域前2.5 m處增加了一對對射子坯分離光柵,用來檢測二切后首塊子坯到達的時間,當分離光柵及時檢測到第一塊鋼坯到達的信號時,通過調整PLC程序來控制輸送輥道停止時間,將首塊鋼坯和第二塊鋼坯分別停在去毛刺機輥道組和鑄機輸送輥道組上,當啟動去毛刺程序時,只能首塊鋼坯進入去毛刺區域,從而實現將二切車切好的鑄坯一一分離開來,為下一步逐塊鋼坯去毛刺作好準備。經過改造增設子坯分離光柵后,達到了很好的子坯分離效果。
3.4 去毛刺光柵移位改造
將光柵從主框架上移下,新增加固定光柵的單獨框架,與去毛刺機主框架徹底進行分離,并增加了光柵壓空冷卻吹掃裝置。經過改進,有效避免了框架震動對電氣控制信號穩定性的影響,提高了系統工作的可靠性,降低了職工勞動強度和維護時間,保證了去毛刺機工作的效率。
3.5 PLC自動控制系統程序優化
改變去毛刺機的工作控制過程。原設計去毛刺輥動作順序為:去毛刺機光柵檢測到鑄坯,去毛刺輥抬起,以輥道速度旋轉,鑄坯進入頭部去毛刺位,輥道及去毛刺輥停止,去毛刺輥下降同時頭部定位,去毛刺輥定位好后抬起,伸出刀頭,推桿推動,頭部去毛刺完成,去毛刺輥旋轉清渣,重新定位,伸出刀頭,推桿反向推動,完成尾部去毛刺,輥道運行,鑄坯離開去毛刺機,去毛刺動作結束。
改造優化后的去毛刺控制順序為:通過分離光柵將鑄坯分離,分離出的鑄坯進入去毛刺區,去毛刺光柵檢測到鑄坯,推桿進入頭部去毛刺位,同時去毛刺輥頭部定位,鑄坯至去毛刺位,去毛刺輥抬起,刀頭伸出,推桿推動,頭部毛刺去除,去毛刺輥下降,輥道反轉同時推桿進入尾部去毛刺位,鑄坯至去尾部毛刺位,去毛刺輥抬起,刀頭伸出,推桿推動,輥道啟動,鑄坯移出去毛刺機,鑄坯去毛刺過程結束。
通過對去毛刺機撥爪提前運行到下位和增加刀頭處光柵檢測鋼坯到位功能的PLC程序的修改和優化,在隨后的生產實踐中,幾乎再沒有出現過鋼坯走過和走不到位的現象,徹底解決了一直困擾去毛刺機不能全定尺工作的難題,為生產的順行創造了良好的設備條件。
經過對原PLC程序整個去毛刺邏輯過程的大幅度改造后,刀頭清渣次數和時間都減少了1/2,并且減少了由于清渣后重新進行刀頭定位、毛刺輥升降動作等消耗的時間,同時也提高了定位的成功率。整個去毛刺過程由原來的120 s縮短至70 s,大大提高了去毛機的使用效率和使用效果,滿足了生產的需要。
4 改進效果
1)板坯去毛刺機自動控制系統和變頻器傳動系統經過改進,取得了極其明顯的效果,延長了昂貴的進口去毛刺輥電機的使用壽命,節約了大量的備件成本。去毛刺機設備得以重新正常工作,故障率大幅度減少,故障時間從原來每千噸鋼30 min減少到每千噸鋼小于1 min。
2)去毛刺的工作周期從原來的120 s縮短為70 s,去毛刺效率提高了42%以上。
3)大幅度降低了光柵由于震動和高溫造成的損壞,提高了系統的可靠性,同時也大幅度降低了職工的勞動強度,改善了安全環境,取得了明顯的經濟和社會效益。
5 結語
通過對去毛刺機控制系統的全面改造和優化,解決了原設計的不足,使得系統性能穩定,運行可靠,效率提高,環境改善,設備消耗費用大幅度降低。保證了公司轉爐-板坯-中板精品線路的生產需要,為集團公司創效解困做出了貢獻,對同類型設備的改進具有一定借鑒意義。
[1] 周業華.鞍鋼新軋冷軋2#生產線連鑄酸洗機組工藝段自動控制系統.冶金自動化,2004,4(6):40-43.
[2] 王永華,宋寅卯.現代電氣控制及PLC應用技術.北京航空航天大學出版社,2003:7(3):130-141.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
