基于802D的盤式刀庫自動換刀控制
2013-10-14 11:01:10王賀偉韓軍馮虎田
機械制造與自動化 2013年4期
關鍵詞:程序
王賀偉,韓軍,馮虎田
(南京理工大學機械工程學院,江蘇南京 210094)
0 引言
自動換刀系統主要是將加工所需刀具,從刀庫中傳送到主軸夾持機構上,由刀庫、機械手、驅動系統等構成。配備自動換刀系統后一次裝夾后能完成多次工序加工,能夠縮短非切削時間、降低生產成本,同時減少多次安裝造成的定位誤差,提高加工精度[1]。
自動換刀系統是加工中心關鍵功能部件之一,其性能直接影響到機床的加工精度和加工效率。自動換刀系統配備的刀庫形式多種多樣,常用的有盤式和鏈式兩種。作為應該最廣泛的一種刀庫形式,現針對盤式刀庫進行自動換刀系統控制程序的設計。
1 盤式刀庫自動換刀結構及換刀動作分析
本課題所用盤式刀庫主要由模擬主軸、刀庫電動機、凸輪機構、機械手推動氣缸、裝刀機械手以及定位插銷組成。盤式刀庫如圖1所示。
刀庫由交流電動機驅動刀盤的正反轉,刀庫到位后定位插銷伸出,由氣缸推動裝刀機械手上升向主軸裝刀,主軸的上下左右移動已經松刀拉刀動作則由液壓驅動。當前大多數盤式刀庫的選刀需要刀庫向主軸移動,而本課題用刀庫是主軸向刀庫移動,由于主軸較刀庫的運動慣量小很多,因而可以提供換刀精度。刀庫到位后,由氣缸推動機械手上升來完成插刀拔刀動作。

圖1 盤式刀庫
盤式刀庫選用刀套編碼方式,換刀時刀庫旋轉,在刀庫的當前刀位處裝有刀位信號開關,刀庫旋轉經過時,會產生一個脈沖信號到PLC,來確定是否到達目的位置[2]。由于采用刀套編碼方式,每把刀具只能放在固定的刀套中[3],盤式刀庫的自動換刀實際由兩個基本動作合成:還刀和取刀。還刀為把主軸上的刀具還到刀庫相應的刀位上;取刀為主軸上無刀,根據目標刀具的編碼,在刀庫中找到這把刀,然后安裝到主軸上。因此盤式刀庫的自動換刀程序可分解為還刀子程序和取刀子程序。自動換刀開始后先判斷主軸上是否有刀具,若無刀則先調用就近選刀子程序使目標刀具以最短距離移動到換刀位置,然后調用取刀子程序將刀具裝載到主軸上;若主軸已有刀,則先調用就近選刀子程序和還刀子程序將主軸刀具還到刀庫目標位置,然后在將目標刀具取到主軸上。盤式刀庫自動換刀的還刀和取刀子程序流程如圖2和圖3。


2 自動換刀控制程序設計
2.1 PLC輸入輸出定義
在設計PLC程序之前,必須先定義好PLC的輸入輸出信號。
在設計中,定義10.0為急停按鈕,以保證發生緊急情況時能夠快速按下此按鈕進行保護。11.1為主軸有無刀具判斷信號,等于1時主軸有刀。在刀庫上設有刀具計數開關,刀庫每轉過一個刀位,開關產生一個脈沖信號,將此脈沖信號輸入PLC以判斷刀庫當前刀位。刀庫換刀時,每一個動作完成是下一個動作啟動的必要條件[4]。為了保證動作的正確完成,必須選用可靠的傳感器,如主軸松刀緊刀位置檢測開關,x軸和z軸的換刀點檢測開關等。將這些傳感器的檢測信號作為PLC的輸入來判斷是否執行下步動作。
換刀時,需要判斷刀庫應該正轉還是反轉,以實現就近選刀,減少換刀時間。為了保證換刀的效率和精確性,刀庫還需要能夠快速轉動和慢速轉動[5]。選刀時,當目標刀位和當前刀位相差1個以上刀位時,刀庫快轉;相差1個刀位時,刀庫開始慢速轉動,以保證刀庫精確到位。
刀庫采用西門子802D數控系統控制,內含S7-200 PLC,并且配備有一輸入輸出模塊PP72/48。表1中列出了刀庫運轉所必須的輸入輸出點。
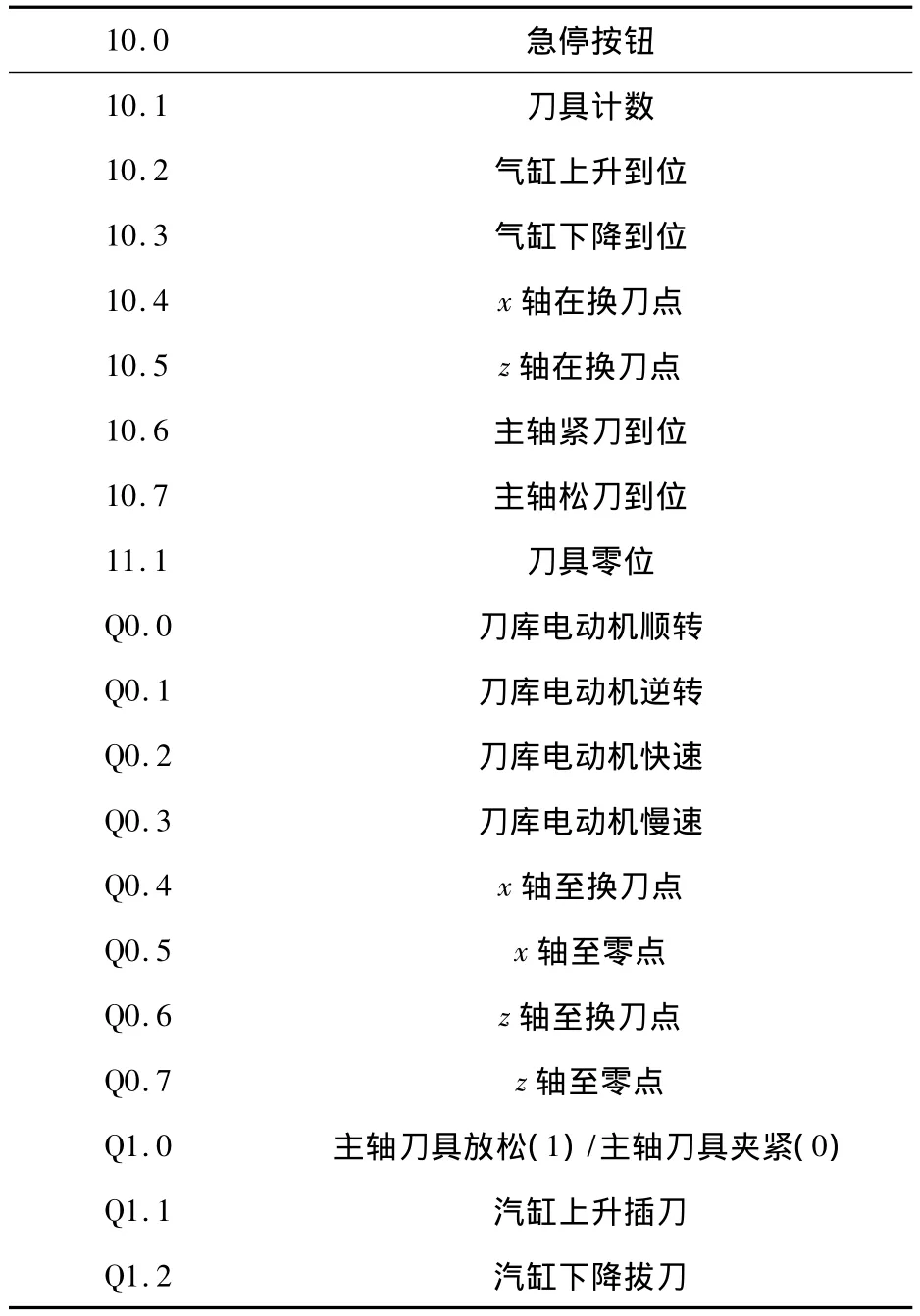
表1 刀庫PLC輸入輸出分配表
2.2 刀庫就近選刀子程序
為了減少換刀時間,需要實現刀庫就近選刀,使每次刀庫的旋轉角度都小于180°。一般根據目標刀號Pnum和當前刀號 Pcurr之差 Difference來判斷刀庫的旋轉方向[6]。
刀庫正轉選刀的條件:
Difference>0且Difference>=Tmax/2或者Difference<0且Difference>-Tmax/2
刀庫反轉選刀的條件:
Difference>0且Difference<=Tmax/2或者Difference<0且Difference<-Tmax/2
在PLC程序中,首先讀入目標刀位和當前刀位,然后利用PLC的移位指令、數據加減指令和比較指令等,根據上述的刀庫正反轉判斷條件來做出判斷,使刀庫旋轉標志位置1或置0,進而驅動繼電器實現刀庫電動機的正反轉。
由于802D數控系統中自帶的有就近選刀子程序,編程時可以直接調用,此處就不在重復編寫。此子程序的調用如圖4所示。

圖4 就近選刀子程序調用
圖4中,輸出P_IND為預停刀位(在就近選刀方向上,目標刀位的前一個刀位),DIR為BOOL變量,等于1時刀庫正轉,等于0時反轉。VD10,VD20,VD30,VD40和V100.0為全局變量地址,分別存儲刀庫最大刀位、目標刀位、當前刀位、預停刀位和刀庫旋轉標志位。
2.3刷新當前刀號子程序
在刀庫選擇過程中,還需要根據刀具計數信號不斷更新當前刀具刀號,直到目標刀具號等于預停刀位,刀庫由快速轉動變為慢速轉動,等到目標刀號等于當前刀號,刀庫停止轉動,開始下步換刀動作。
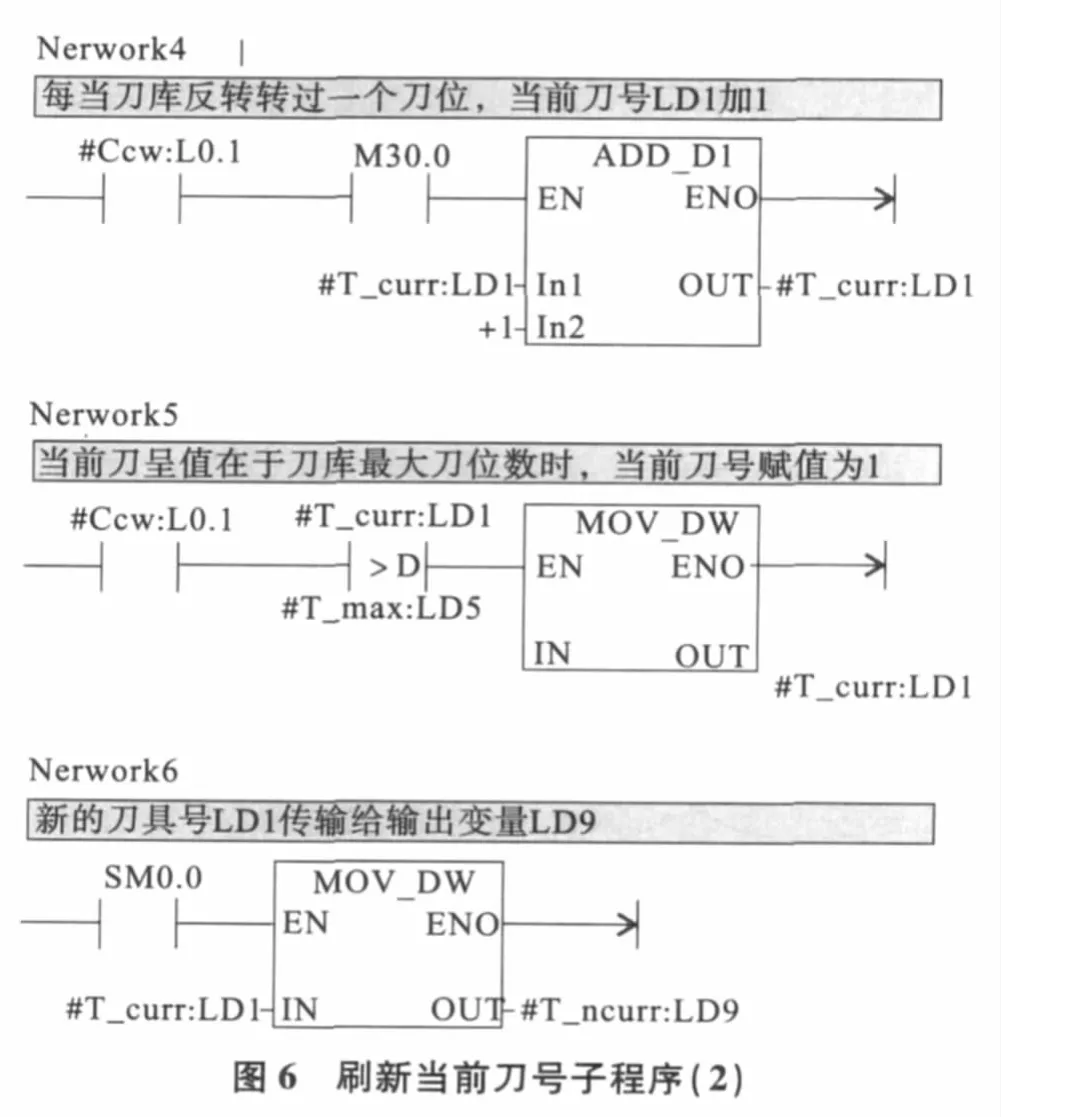
隨著刀庫的旋轉,刀庫的當前刀號會不斷變化,每轉過一個刀位,刀庫的當前刀號會加1或減1。當刀庫正轉時,當前刀號減1,當減到0時,當前刀號存儲器重新賦值為刀庫最大刀位數;當刀庫反轉時,當前刀號加1,當加到超過最大刀位數時,當前刀號存儲器重新賦值為1。表2為刷新當前刀號子程序的局部變量表。圖4、圖5為刷新當前刀號子程序的具體程序段,圖6為對該子程序的調用。

表2 刷新當前刀號子程序局部變量表



3 結語
PLC有很好的邏輯處理功能,通常讓PLC和數控系統配合使用,共同控制換刀過程的實現。針對本課題專用的盤式刀庫,分析了該刀庫的自動換刀流程,設計了完整的PLC自動換刀程序。該程序能很好的完成刀庫換刀的控制,提高了刀庫換刀的靈活性和可靠性、減少了換刀時間和提供換刀效率。
[1]王剛.數控機床調試、使用與維護[M].北京:化學工業出版社,2006.
[2]咸博.圓盤式刀庫機械手自動換刀系統可靠性試驗臺研究[D].長春:吉林大學碩士學位論文,2011(5).
[3]牛軍燕,顧寄南.基于PLC的自動換刀系統研究[J].制造業自動化,2010(6).
[4]海心,馬銀忠,等.西門子PLC開發入門與典型案例[M].北京:人民郵電出版社,2009.
[5]董鋒,等.加工中心盤式刀庫自動換刀控制系統設計[J].機械設計與制造,2011(5).
[6]冉雪蓮.基于802DSL數控系統斗笠式刀庫自動換刀程序設計[J].制造技術與機床,2012(3).
[7]楊后川,等.西門子S7-200 PLC編程速學與應用[M].北京:電子工業出版社,2010.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
