管殼式換熱器管板焊接接頭泄漏分析及防治措施
2013-10-16 03:25:24王一迅陳文中
機(jī)電信息 2013年6期
王一迅 陳文中
0 引言
管殼式換熱器是工業(yè)部門廣泛應(yīng)用的通用工藝設(shè)備,也是供熱系統(tǒng)的主要設(shè)備,換熱器的先進(jìn)性、合理性和運(yùn)轉(zhuǎn)的可靠性將直接影響整個(gè)系統(tǒng)的安全有效運(yùn)行。管殼式換熱器由于處在受壓狀態(tài),再加介質(zhì)對其腐蝕性、溫差應(yīng)力引起的熱脹冷縮等,其管板焊接接頭極易產(chǎn)生裂紋而泄漏,導(dǎo)致?lián)Q熱器失效。
焊接工藝因要求低,制造工藝相對比較簡便,并有較好的緊密性而被廣泛應(yīng)用。目前在壓力容器制造單位,管殼式換熱器管與板之間的連接通常便采用焊接法。但在實(shí)際生產(chǎn)和使用管殼式換熱器過程中,管板焊接接頭常會出現(xiàn)裂紋和泄漏,尤其是介質(zhì)為循環(huán)水、水和有機(jī)物混和物的碳鋼換熱器。經(jīng)現(xiàn)場觀察和分析,認(rèn)為主要是管板焊接接頭焊接存在質(zhì)量問題,而水和有機(jī)物混合物有較強(qiáng)的腐蝕性也是一因素。我單位是一家主要生產(chǎn)換熱器、冷凝器等化工產(chǎn)品兼有D級壓力容器設(shè)計(jì)、制造的公司,以往在實(shí)際生產(chǎn)和使用中常發(fā)現(xiàn)有很多自制管殼式換熱器發(fā)生泄漏,直接增加了生產(chǎn)成本和售后維修成本,給公司帶來較大的經(jīng)濟(jì)損失,后經(jīng)分析與改進(jìn)并采取相應(yīng)防范措施,該問題得到了解決,并取得較好的效果。
1 管板焊接接頭常見質(zhì)量問題分析
管板焊接接頭結(jié)構(gòu)如圖1所示。
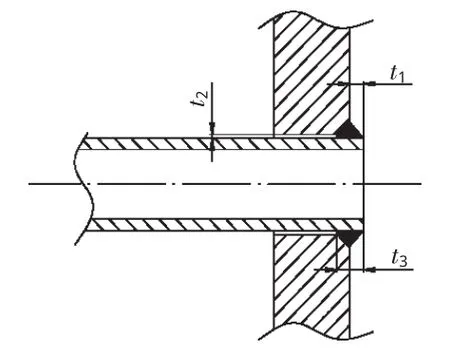
圖1 管子管板焊縫示意圖
通過實(shí)踐分析,管板管子焊縫出現(xiàn)滲漏、拉斷等質(zhì)量問題的原因主要有以下幾種:(1)換熱管管頭距離t1伸出太長。換熱管與管板焊接時(shí),換熱管管頭伸出管板的長度t1應(yīng)控制在3~4 mm。實(shí)際應(yīng)用時(shí),當(dāng)管板正面受高溫高壓蒸汽等介質(zhì)的強(qiáng)烈沖刷或熱流密度非常高時(shí),會產(chǎn)生很大的溫差應(yīng)力,伸出管頭過長,管頭得不到正常冷卻,在高溫高壓及溫差應(yīng)力共同作用下產(chǎn)生管端裂紋,并逐漸延伸至管板焊接接頭和管板中去,使管板焊接接頭產(chǎn)生裂紋而泄漏。(2)換熱管與管板孔之間間隙t2過大。一般換熱管與管板是先脹接后再通過焊接連接的,如脹接工藝不到位,管子外壁與管板孔之間存在一定的間隙,換熱器運(yùn)行時(shí),間隙內(nèi)的水容易過冷或沸騰,長期下去會在該間隙內(nèi)造成水垢沉淀,水垢傳熱性能差,造成管板焊接接接頭在運(yùn)行時(shí)的熱量不能被及時(shí)帶走,溫差應(yīng)力分布不均勻,管端焊縫就會在高溫高壓下形成裂紋,并逐漸發(fā)展成管板裂紋。因此換熱管與管板孔之間的間隙是形成管板焊接接頭裂紋的隱患之一,必須盡可能降低其間隙,控制管板鉆孔精度。(3)存在焊接缺陷。換熱管與管板的連接部位在制造過程中經(jīng)常會出現(xiàn)碳鋼換熱管管端和管板孔清理不凈,存在毛刺、鐵屑、銹斑、油污等或管頭清理后較長時(shí)間未加以組裝又生銹,管板加工后長時(shí)間放置造成管板表面及管板孔內(nèi)表面生銹、組裝時(shí)又不清除,從而導(dǎo)致焊縫缺陷增多。采用焊條電弧焊時(shí),一般制造單位為追求生產(chǎn)效率基本上都是一道焊縫蓋面,一則t3值太小,二則管子管板焊對焊工的操作技能要求比較高,焊縫質(zhì)量不高,極易產(chǎn)生裂紋、夾渣、氣孔、焊渣流淌及凸出于換熱管內(nèi)壁形成焊瘤等缺陷,焊接殘余應(yīng)力和應(yīng)力集中現(xiàn)象很明顯,長此以往,水側(cè)的高溫氧化物腐蝕穿漏焊縫,泄漏現(xiàn)象就顯現(xiàn)出來了。實(shí)際制造時(shí),應(yīng)選擇線能量稍大的焊條電弧焊或管板自動CO2氣保焊施焊,或采用手工鎢極氬弧焊打底焊條電弧焊蓋面的組合焊。因管板焊接接頭是強(qiáng)度結(jié)構(gòu)焊,結(jié)構(gòu)應(yīng)力分布不均勻,再加上換熱管比較長在高溫高壓蒸汽沖擊下必然產(chǎn)生強(qiáng)烈的震動,故施焊后的焊縫厚度t3不易太薄,否則易導(dǎo)致焊縫處裂開而泄漏。(4)受交變應(yīng)力作用。換熱器使用過程中頻繁的加壓、卸壓(經(jīng)常開機(jī)或關(guān)機(jī)),都會產(chǎn)生交變應(yīng)力,管板焊接接頭本身就是高應(yīng)力集中的部位,長期使用會產(chǎn)生細(xì)微的裂紋(或細(xì)微裂紋擴(kuò)展)等缺陷,并在裂紋的尖端形成高度的應(yīng)力集中,最終導(dǎo)致裂開而失效。(5)操作人員操作不當(dāng)。由于操作人員疏忽,給水自動調(diào)節(jié)閥或溫控閥失靈,給水設(shè)備故障,不能及時(shí)調(diào)整循環(huán)水給水量,導(dǎo)致?lián)Q熱器缺水運(yùn)行,產(chǎn)生過大的熱應(yīng)力,拉裂管板焊縫;或給汽自動調(diào)節(jié)閥或溫控閥失靈,造成給汽量太充足,換熱器管程超溫超壓運(yùn)行,產(chǎn)生過大的熱應(yīng)力和拉伸應(yīng)力,導(dǎo)致管板焊縫撕裂。(6)除了以上幾種情況外,由于管板焊接接頭在運(yùn)行中受載是比較特殊的,它除了受管程和殼程壓力差外,還有管板變形,特別是固定管板式還有溫差應(yīng)力。另外管板焊接接頭本身是一個(gè)厚度差異很大的角焊縫,應(yīng)力相當(dāng)集中,再加管板為密集開孔,焊接時(shí)熱影響區(qū)大,應(yīng)力集中點(diǎn)多,微裂紋產(chǎn)生可能性大,并在實(shí)際使用中還要承受管程和殼程壓力波動和溫度變化,極易產(chǎn)生泄漏。
2 工藝及防治措施
針對以上幾種情況,只有采取合理工藝,才能有效防止管殼式熱交器管板焊接接頭的泄漏和拉斷。
(1)在制作及加工工藝上加以改進(jìn),管板加工時(shí)間應(yīng)在換熱器組裝前,管板管孔直徑加工不能有太大的誤差,根據(jù)常用換熱管規(guī)格允許偏差如表1所示。
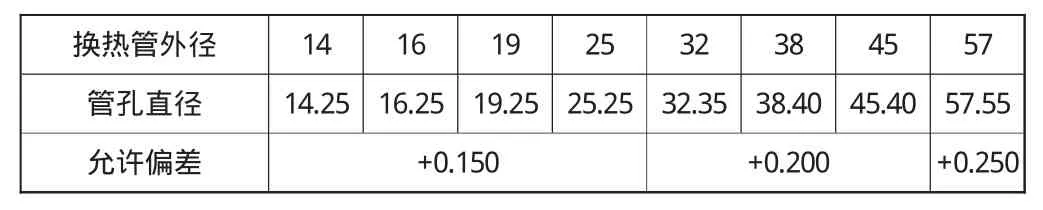
表1 管孔允許偏差表 單位:mm
管板孔坡口及孔內(nèi)凹槽尺寸加工到位,換熱管端去除毛刺、油銹水等雜物,打磨后露出金屬光澤應(yīng)立即組裝,并檢查管頭伸出長度在3~4 mm內(nèi),不合格的要及時(shí)更換。
(2)換熱管與管板連接應(yīng)采用脹焊并用(先脹接后再加以焊接)方法,脹接工藝一定要到位,脹接連接時(shí),連接部位的換熱管和管板孔表面應(yīng)清理干凈,管孔表面不應(yīng)有影響緊密性的缺陷,如毛刺、鐵屑、貫通的縱向或螺旋狀刻痕等,管孔表面粗糙度不應(yīng)大于12.5μm。其脹接長度不應(yīng)伸出管板面(殼程側(cè)),換熱管的脹接部分與非脹接部分應(yīng)圓滑過渡,不應(yīng)有急劇的棱角,使孔內(nèi)壁和內(nèi)凹槽與換熱管管壁之間緊密貼合。
(3)焊接連接時(shí),連接部位的換熱管和管板孔表面應(yīng)清理干凈,不應(yīng)留有影響焊接連接質(zhì)量的毛刺、鐵屑、銹斑、油污等。焊渣及凸出于換熱管內(nèi)壁的焊瘤均應(yīng)清除。對焊縫缺陷的返修,應(yīng)清除缺陷后焊補(bǔ),并使焊縫達(dá)到設(shè)計(jì)圖樣要求。換熱管與管板焊接接頭是強(qiáng)度焊,施焊前應(yīng)按要求作焊接工藝評定(PQR),并編制相應(yīng)的焊接作業(yè)指導(dǎo)書(WPS)。應(yīng)將管板焊口盡量放在平位置進(jìn)行焊接,施焊前再用鋼絲刷清理、壓縮空氣吹凈焊口等方法使金屬光澤;由持證熟練技術(shù)焊工施焊,嚴(yán)格按WPS要求選擇合理的焊接工藝參數(shù)。在焊接過程中,要控制好焊接速度,避免焊接缺陷,使每根焊條焊完整個(gè)管的焊縫后在四孔中間三角區(qū)引弧和熄弧,焊縫表面采用著色檢驗(yàn)或試壓方法檢查,有經(jīng)驗(yàn)也可直接用肉眼檢查。對漏點(diǎn)和裂紋一定要打磨后進(jìn)行補(bǔ)焊,并且使完成后的焊口尺寸達(dá)到設(shè)計(jì)圖樣要求。
(4)選擇合適的焊接方法。采用氬弧焊打底焊條電弧焊蓋面焊接方法。氬弧焊焊接方法熱量集中,電弧挺度好,熔池小,打底層焊道焊縫質(zhì)量容易得到控制,再用焊條電弧焊方法蓋面,正好克服氬弧焊熔深淺、焊道薄的缺點(diǎn),保證管板焊接接頭的強(qiáng)度,避免在使用過程中因換熱管強(qiáng)烈震動而產(chǎn)生裂紋。
(5)收集多年來用戶單位的反饋信息,編制一套換熱器產(chǎn)品使用說明書,提高操作人員的素質(zhì)及操作技能,保證換熱器的安全運(yùn)行。自此套說明書推廣使用以來,換熱器的維修率大大下降,得到用戶單位的肯定。其內(nèi)容包括:換熱器簡介及性能特點(diǎn)、表示方法及類型;換熱器的管路系統(tǒng)安裝示意圖及其控制元件的調(diào)試與使用;換熱器配件型號、數(shù)量及維護(hù)保養(yǎng)和運(yùn)行須知;換熱器的常見故障與對策;換熱器的安裝及環(huán)境要求;換熱器操作人員的培訓(xùn)。
3 結(jié)語
上述措施的運(yùn)用有效提高了管板焊接接頭的質(zhì)量,近幾年來我公司制造的管殼式換熱器在使用中沒有出現(xiàn)管板泄漏事故,大大節(jié)省了維修費(fèi)用,減少了生產(chǎn)損失,提高了經(jīng)濟(jì)效益。
[1]GB151—1999 管殼式換熱器[S]
[2]李祉川.化工機(jī)械手冊[M].北京:化學(xué)工業(yè)出版社,1991
[3]陳國理.壓力容器及化工設(shè)備[M].廣州:華南理工大學(xué)出版社,1988
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03