ASP熱連軋裂紋原因分析及改進對策
2013-10-17 02:24:22李廣遠
河南科技 2013年17期
李廣遠
(山東鋼鐵股份有限公司,山東 濟南250101)
1 前言
濟鋼ASP熱連軋產線于2005年建成投產,截至目前,產品已覆蓋普碳、低合金、汽車用鋼、高級別管線和石油套管等,隨著降成本工作的開展,鋼帶裂紋缺陷呈增多趨勢,嚴重影響產品合格率,并出現質量異議。因此,筆者針對連鑄連軋工藝條件下典型的Q235B裂紋缺陷進行分析,查明缺陷產生原因,采取相應對策,為實際生產提供理論和技術支持。
2 熱軋鋼帶裂紋類型及宏觀形貌
Q235B裂紋主要是邊裂(如圖1中a所示)和布滿鋼帶整個表面的小縱裂(如圖1中b所示);邊裂有明顯裂口,小縱裂(條狀)距鋼卷邊部較遠,遍及鋼帶寬度中間部位。
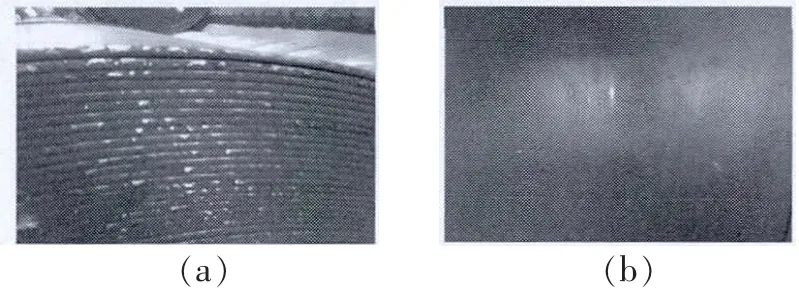
圖1 熱軋鋼帶邊裂及裂紋形貌
3 熱軋鋼帶裂紋微觀檢驗分析
利用光學顯微鏡、掃描電鏡等手段,對裂紋鋼帶成品檢驗分析。
3.1 金相分析
3.1.1 邊裂。邊部裂紋金相組織分析結果如圖2所示。由金相組織看出,裂紋附近有明顯脫碳現象,無裂紋處組織正常,裂紋深度大于200um,這類裂紋在鑄坯上已經形成,由軋制擴展造成;而鋼帶局部位置晶粒粗大,存在過燒情況。
3.1.2 小縱裂。小縱裂金相組織分析結果如圖3所示。由金相組織看出,裂紋很淺(小于50um),裂紋周圍晶粒粗大,有明顯的脫碳現象。
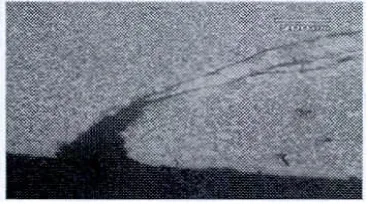
圖2 邊裂金相組織
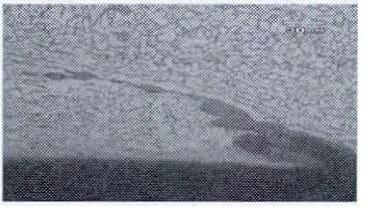
圖3 冷彎后小縱裂形貌及金相組織
3.2 能譜分析
3.2.1 邊裂。超聲波清洗邊裂試樣后,在SEM電鏡上面進行斷口、軋制面的形貌及成分分析。由能譜分析可以得知,譜圖1基體主要是氧化鐵,譜圖2基體主要是氧化物夾雜。
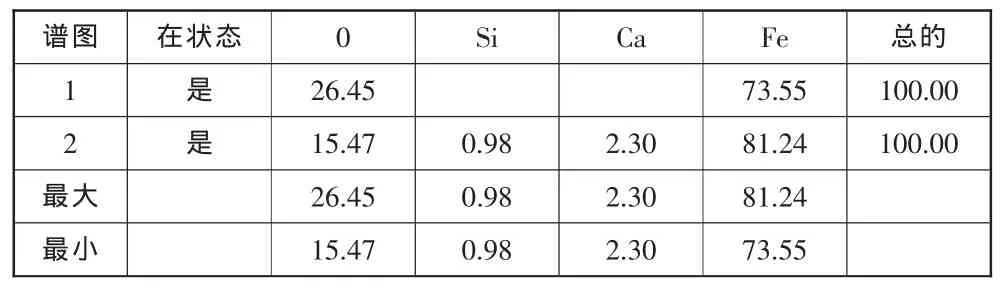
表1 試樣掃描結果
3.2.2 小縱裂。如圖4所示,小縱裂周圍存在密集分布的點狀夾雜,成分以硫化錳(鐵)、錳硅酸鹽為主,同時有磷存在。從點狀夾雜的分布和尺寸看,可能是以共晶形式或者高溫加熱后冷卻過程中析出的夾雜,能嚴重脆化奧氏體組織,使鋼在軋制過程中開裂。
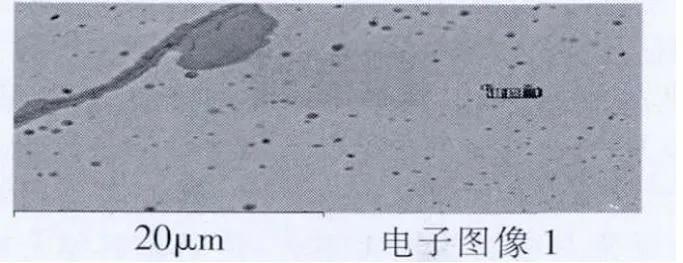
圖4 裂紋附近點狀物
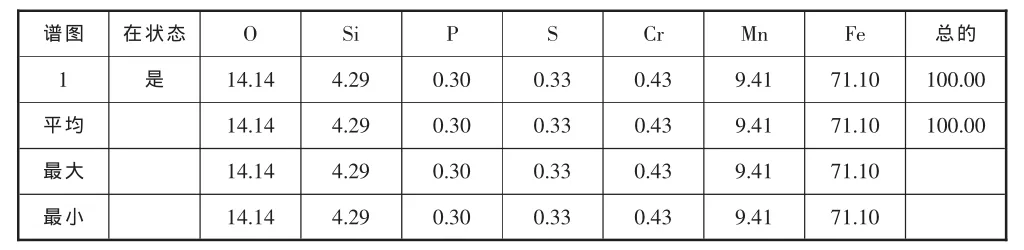
表2 點狀物掃描結果
3.3 夾雜物分析
3.3.1 邊裂。通過對邊裂處進行夾雜物電鏡分析,鋼的S含量較高(0.020%),錳含量較低,造成Mn/S比低,容易導致鑄坯裂紋,硫化物夾雜含量較高,從評級情況看A類達到3級。
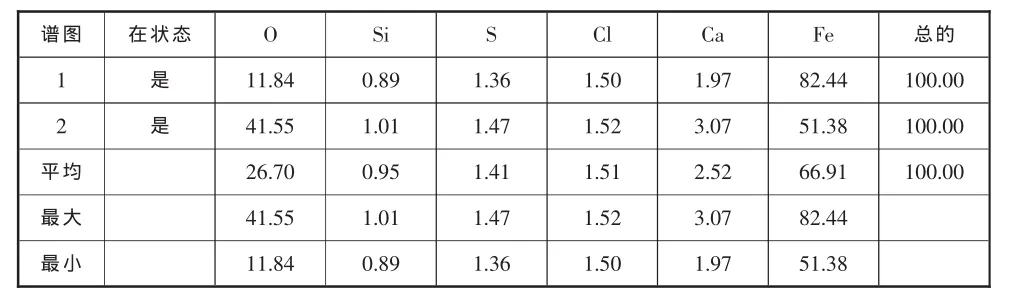
表3 邊裂夾雜物掃描結果
觀察發現,基體中存在大量細長硅酸鹽類夾雜物,如圖5所示。軋制過程中,這些夾雜物對基體起割裂作用,成為裂紋發展源。
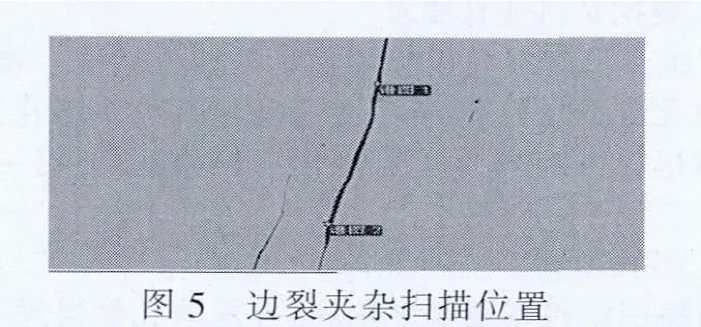
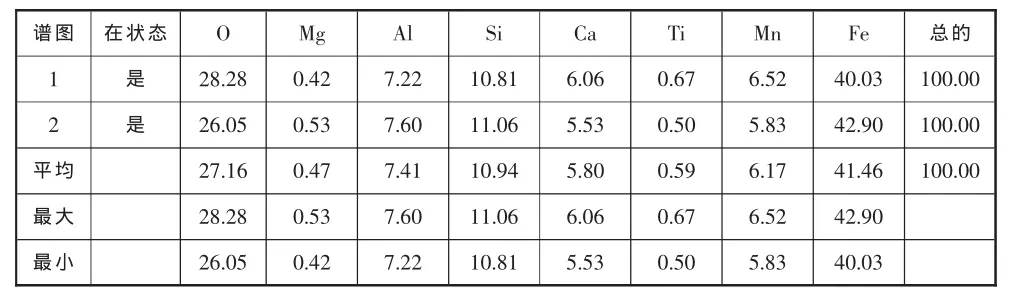
表4 邊裂夾雜物掃描結果
3.3.2 小縱裂。從掃描結果表5看出,硅酸鹽夾雜出現了Si含量非常高的情況,說明硅脫氧合金化過程中形成富集。
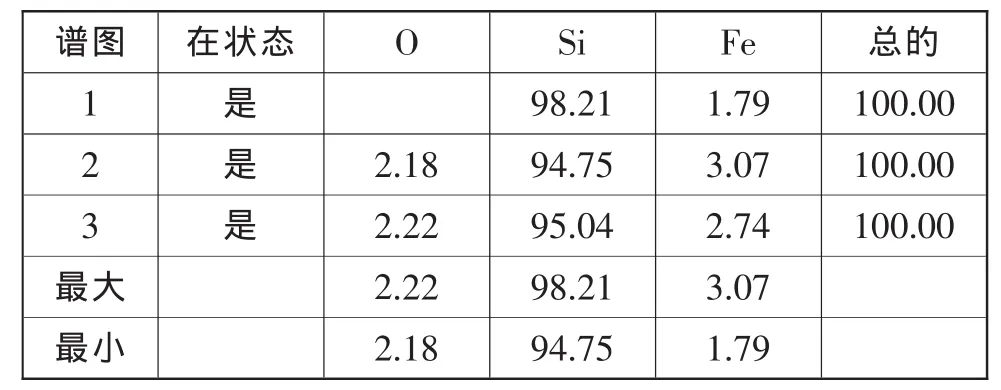
表5 小縱裂夾雜物掃描結果
4 裂紋產生原因及采取措施
4.1 保證脫硫效果
從夾雜物情況看,主要是硫化物夾雜,由于取消LF工藝缺少脫硫手段,現在主要通過加頂渣解決,但脫硫效果有限;在目前的工藝情況下,必須保證吹氬時間大于15分鐘,另外喂線后杜絕爆吹。
4.2 強化脫氧、保護澆注過程管理
由于降成本力度較大,合金定額減少,是否存在脫氧不良的問題,保護澆注是否穩定,需要進行研究,從鋼帶表面的小縱裂看,很可能是由于氣泡所引起。
4.3 保證鑄坯加熱均勻性
從出現裂紋多爐次看,加熱溫度正常,但試樣局部存在晶粒粗大現象,鑄坯部分位置存在過燒。在取消LF工藝后鑄坯質量下降,尤其是夾雜物含量上升,應從加熱制度、軋制工藝上進行優化彌補鑄坯質量下降帶來的缺陷。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
