基于正交試驗的微電解加工高溫合金的研究
2013-10-27 02:28:38曹國強劉江寧李原吉
天津工業大學學報 2013年5期
曹國強,劉江寧,李原吉
(沈陽航空航天大學 機電工程學院,沈陽 110136)
高溫合金是使用溫度超過600℃的合金,因其在高溫下具有優良的性質,已經成為航空發動機經常使用的優質材料.高溫合金GH4169可用于制造航空發動機中的各種靜止件和轉動件,如盤、機匣、軸、葉片等元件[1-2].但是由于高溫合金材料硬度大,加工中容易出現加工硬化,尋找一種更合適的加工方式成為急需解決的問題.由于微細電解加工是以“離子”形式去除材料的,與零件無直接接觸,該加工技術與零件硬度無關,在進行深孔和薄壁零件加工中優勢明顯[3].因此可利用微細電解加工的特點對高溫合金GH4169進行有效加工.本文以微細電解加工高溫合金GH4169實驗為背景,運用MATLAB軟件對實驗數據進行分析,建立微細電解加工高溫合金的數學模型.
1 微細電解加工實驗
1.1 試驗自變量參數的確定
本文以高頻窄脈沖電解加工高溫合金GH4169材料為對象進行現場試驗.高溫合金GH4169化學成分如表1所示.
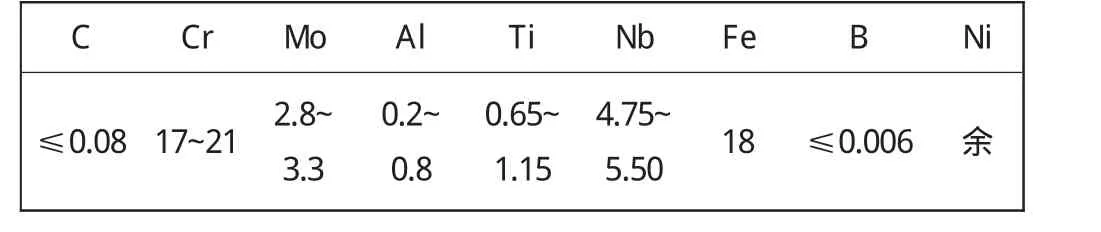
表1 GH4169的化學成分Tab.1 Chemical composition of GH4169%
加工平衡間隙作為電解加工效率的主要工藝指標之一,其受電參數和非電參數的影響較大,如電壓、脈沖頻率、占空比及電解液等因素.如把所有這些參數均作為自變量來處理,將使實驗次數太多而不現實,并且無法同時獲得這些參數的試驗數據,此外電解加工機理非常復雜,要對在線工藝規律進行系統研究存在著現實的困難.根據上述分析,確定電壓、脈沖頻率為本次電解加工試驗的自變量.
1.2 試驗條件和加工原理
本次加工實驗設備是北京某公司高頻窄脈沖電解數控機床;使用直徑為60 μm的鎢絲作為陰極.鎢絲具有良好的柔韌性、出色的導電性以及在各種溶液中良好的穩定性.并且當發生短路現象時,可以承受瞬時的電流變化,被廣泛的應用于電解加工中[4-5].在本文的實驗中,首先要加工出符合要求的陰極電極,使用直徑為0.4 mm的鎢絲來制作直徑為60 μm的陰極.本實驗針對高溫合金進行研究和分析.此時60 μm鎢絲不再作為陽極工件,而是陰極電極.陽極則是2 mm厚的高溫合金GH4169.在陰陽極兩端加上脈沖電壓.這時電解加工體系形成,電解加工開始.圖1所示為高溫合金GH4169電解加工間隙變化示意圖.
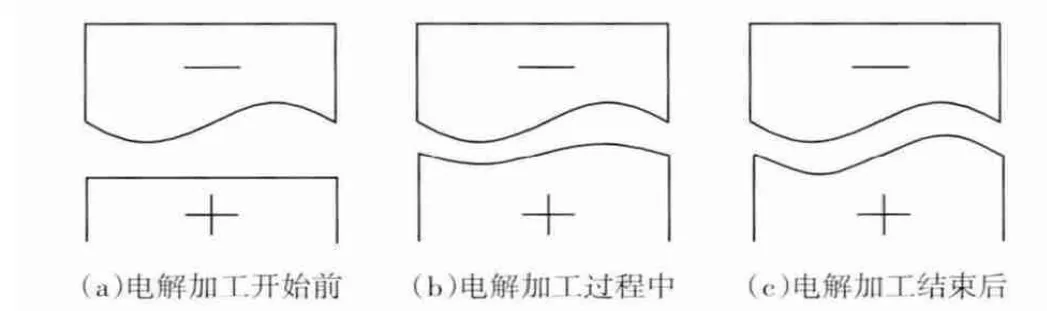
圖1 間隙變化示意圖Fig.1 Gap change schematic diagram
本實驗中采用質量分數為20%~30%的NaNO3溶液,在電解加工時會得到較好的表面精度;夾具的正確使用,保證高溫合金材料在夾具上的正確位置.微細電解加工的平均間隙一般是5~270 μm[6].電解加工中陰極的加工是能否保持好的陽極加工精度的關鍵.如若陰極的加工出現了誤差,那么加工出的工件也一定無法達到要求.在此次實驗中,為了得到好的成品以及具有說服力的結論,因此才有微納米級的工具電極.如圖2為電解加工高溫合金GH4169的原理圖.
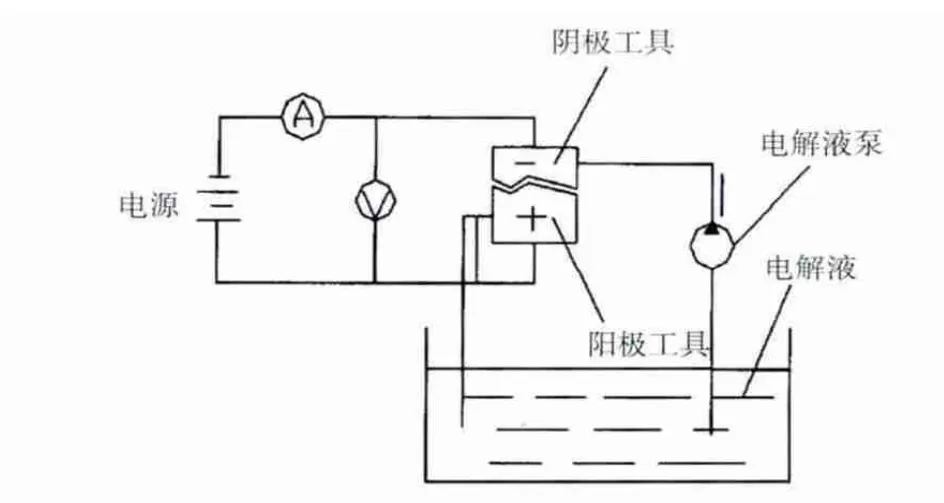
圖2 電解加工的加工原理圖Fig.2 Processing principle diagram of ECM
1.3 正交試驗數據的極差優勢分析
試驗選取加工電壓和脈沖頻率2個因素,以加工平衡間隙為工藝指標.各個水平的選取范圍參考實際的加工條件,每個因素選擇3個水平:加工電壓為2、4、6 V;脈沖頻率 0.4、0.6、1 MHz,在占空比為 0.3 時設計出L9(32)正交表,試驗數據如表2所示.
表2中,kij為第列因素水平數所對應的試驗指標和.kij是試驗指標的平均值.R=max(k1j,k2j,…,kmj)-min(k1j,k2j,…,kmj),即第j列因素的的最大值與最小值的差.由kij的大小可以判斷kij因素的優劣水平,由R的大小可以判斷各因素的主次順序.R的值越大,表明該項因素的水平變化對試驗的指標值影響就大.根據表2中數據分析結果可以看出:U<f,從而可以得出電壓和脈沖頻率對電解加工GH4169材料平衡間隙的影響.試驗所得數據如圖3所示.
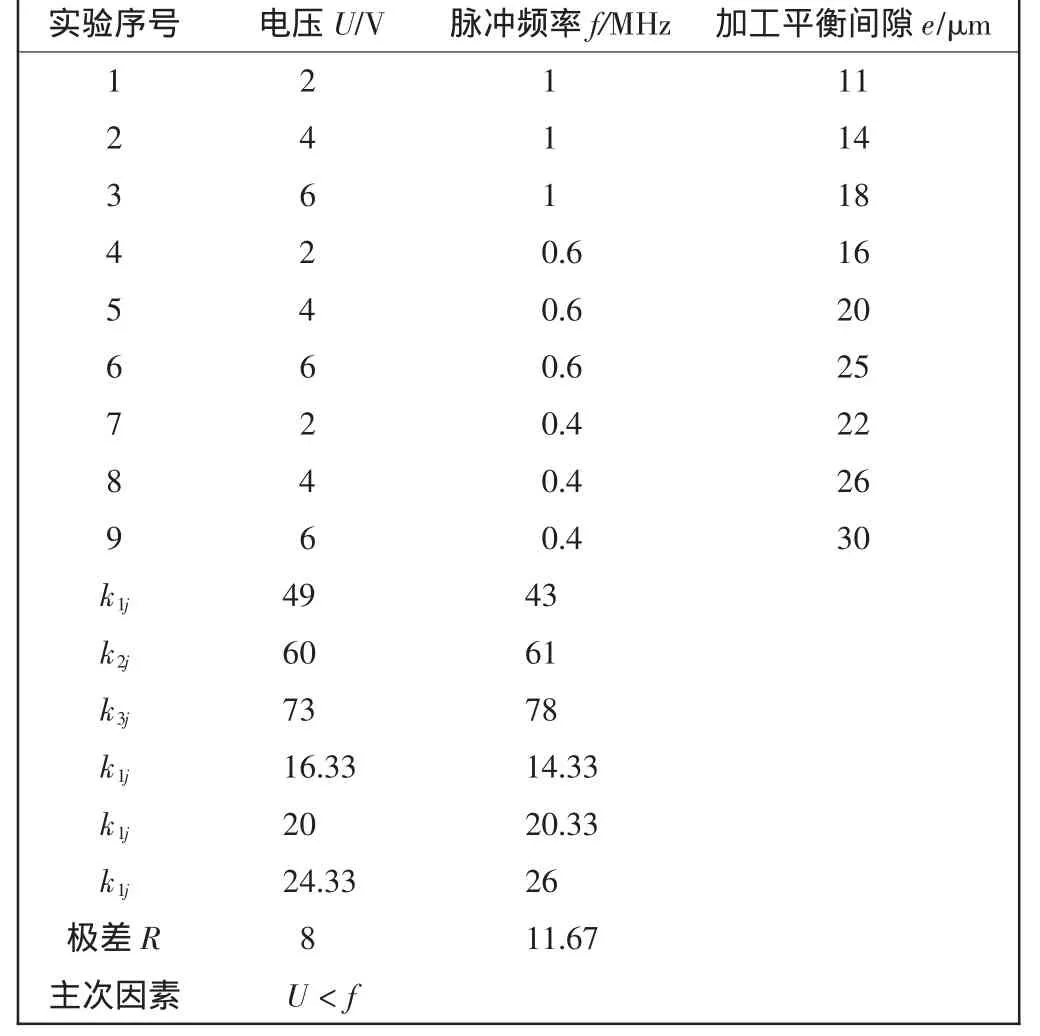
表2 正交試驗結果及極差分析Tab.2 Orthogonal test result and range analysis
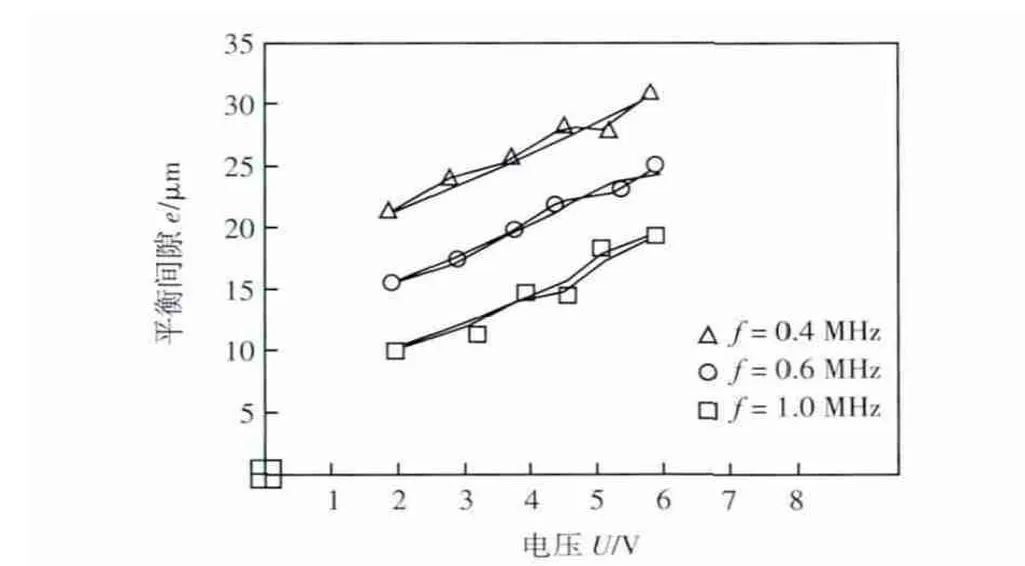
圖3 電壓對平衡間隙的影響Fig.3 Voltage on influence of processing speed
從圖3中可以看出電壓對平衡間隙的影響:當脈沖頻率為定值時,加工間隙隨著加工電壓的增加而增大;在相同的加工電壓下,脈沖頻率的增加,加工間隙而減小.電壓增大,電流加大,侵蝕能力加強.不過隨著電壓提高,侵蝕發熱量大,平衡間隙增大.隨著脈沖頻率的提高,加工平衡間隙逐漸減小.脈沖頻率越大,加工平衡間隙越小,電流密度大,集中侵蝕效果好.有利于提高表面質量.選擇正確合適的占空比和電壓對保證高頻窄脈沖加工表面質量起著重要的作用.
2 微細電解加工GH4169的平衡間隙公式
線性回歸模型公式可表示為:
y=c0+c1x1+c2x2+ … +cm-1xm-1,模型中各系數與常數項利用最小二乘法求得.
建立多元線性回歸方程:
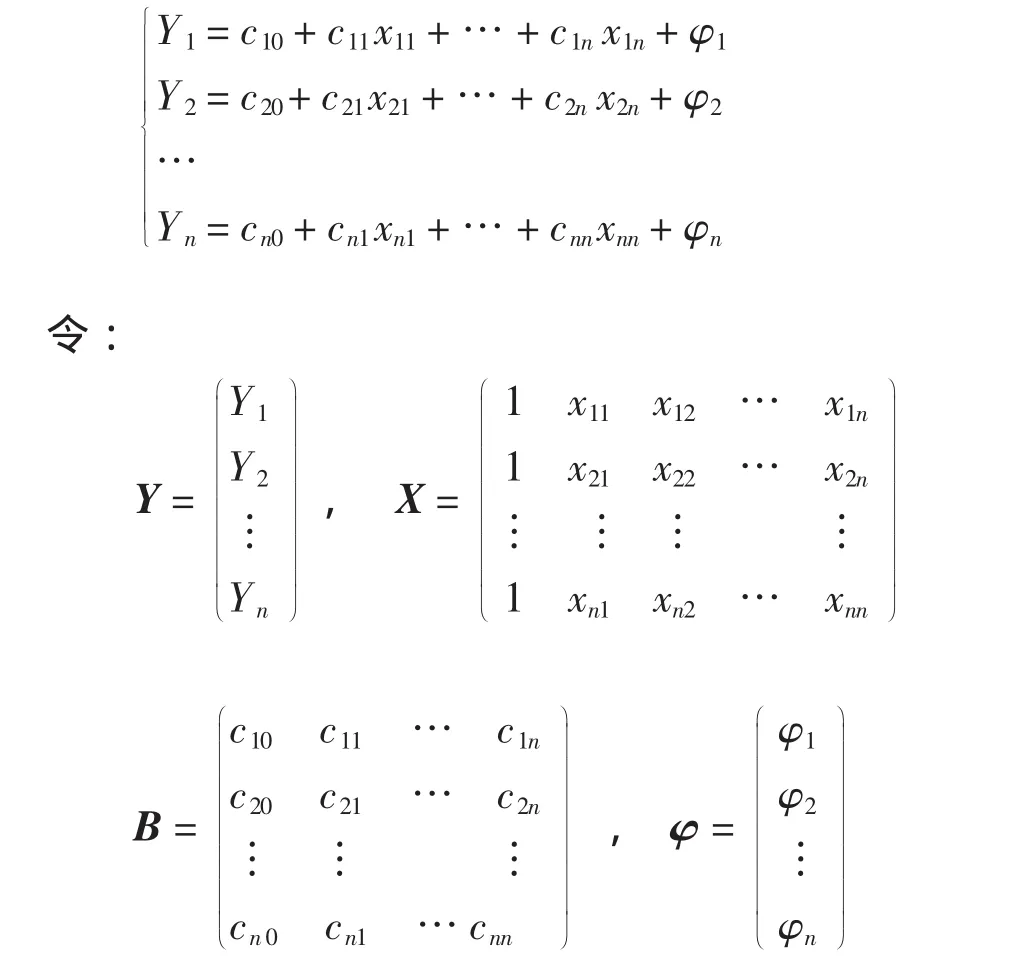
式中:φ為試驗正態隨機變量誤差[7],用矩陣形式表示式為:

正交試驗數據如表2所示,運用MATLAB軟件,并用回歸方程進行顯著性檢驗分析,結果如表3所示.
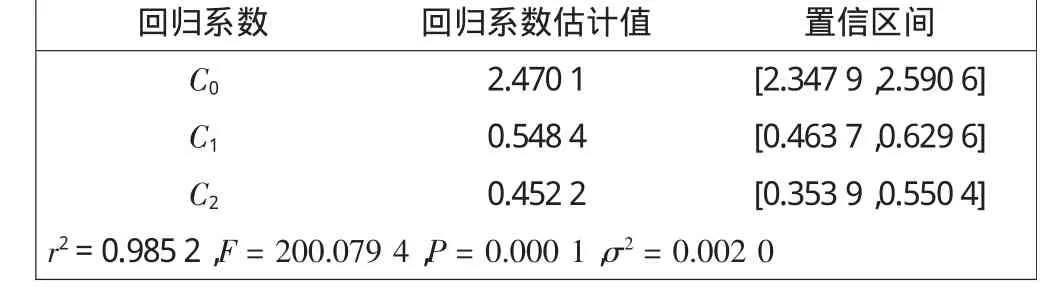
表3 回歸系數、系數置信區間與相關的數據Tab.3 Regression coefficient,interval and related statistics
其中:

通過MATLAB多元線性回歸得出:

對其進行顯著性檢驗:相關系數r2=0.9852,|r2-1|=0.0148,很小,表明回歸直線擬合程度很高,加工平衡間隙的98.52%可以由(5)確定.
F 檢驗:P=0.0001,P<<0.01,表明回歸方程高度顯著.
方差檢驗:σ2=0.0020,σ2很小,表明回歸方程誤差小.
令:Y=lg e2,x1=lg f2,x2=lgU 代入式(3)可得:

對(4)式兩邊同時取以10為底的指數,得到:

由此可得:

上式即為電壓和占空比在脈沖頻率為0.6 MHz時對平衡間隙影響關系式.
3 結論
(1)通過對正交試驗數據U(V),f(占空比),e(μm)的分析可知,平衡間隙與占空比、加工電壓成正比,(11<e<30,2<U<6,0.4<f<1).
(2)對平衡間隙的回歸方程分析得出,在α=0.01水平上高度顯著,且回歸方程相關系數r2=0.9852,r2越接近1表明回歸線的擬合程度越高.
(3)通過MATLAB的分析,我們得到平衡間隙與加工電壓和占空比的關系式即:e=255.3289f0.5284U0.4522明確地給出了平衡間隙與占空比、加工電壓之間的關系,從指數可以得出占空比影響最大,其次是加工電壓,實際生產中具有指導意義.
[1]王菊鳳,趙先鋒.高溫合金GH4169電解參數優化的研究[M].北京:現代機械出版社,2012:27-29.
[2]PECAS P,HENRIQUES E.Intrinsic innovations of die sinking electrical discharge machining technology:Estimation of its impact[J].Adv Manuf Technol,2009(44):880-889.
[3]朱保國,王振龍.微細電解加工實驗研究[J].華中科技大學學報:自然科學版,2007,35(增 1):6-11.
[4]BHATTACHARYYA B,MUNDA J.Experimental investigation on the infiuence of electrochemical machining parameters on machining rate and accuracy in micromachining domain[J].International Journal of Machine Tools & Manufacture,2003,43:1301-1310.
[5]彭思平,徐家文.微細電解加工機理探討 [J].電加工與模具,2005(2):47-49.
[6]王建業,羅干英,林蘇文,等.高頻窄脈沖電流源電解加工成型規律研究[J].電解加工,2003(1):37-40.
[7]隋思漣,王巖.MATLAB語言與工程數據分析[M].北京:清華大學出版社,2009:237-265.
