汽輪機墊鐵安裝質量控制
2013-10-29 03:05:32梅力
銅業工程 2013年4期
梅 力
(江西銅業建設監理咨詢有限公司,江西 南昌 330029)
1 引言
為充分利用余熱,促進節能減排,江銅(德興)60萬噸/年硫鐵礦循環經濟項目(一期)工程余熱發電系統設置有一臺汽輪發電機組。硫鐵礦焙燒形成的高溫煙氣通過余熱鍋爐,產生的中溫中壓過熱蒸汽進入凝汽汽輪機發電機組。汽輪機組主要參數:
汽輪機:N12-3.43-1型
進氣:Q=57t/h,t1=435℃,p1=3.43MPa
發電機:QF-15-2型,N=15MW 6kV 50Hz
汽輪機安裝施工中,墊鐵的安裝是相當重要的工序,其安裝質量的好壞將直接影響汽輪機組的安全穩定運行和設備使用壽命。墊鐵主要分為平墊鐵和斜墊鐵,安裝于汽輪機臺板底座與混凝土基礎之間。汽輪機重量通過墊鐵均勻地傳遞到基礎,增加了設備的穩定性。通過調整墊鐵的厚度,可使汽輪機安裝達到設計要求的水平度和標高,還便于二次灌漿。在《電力建設施工及驗收規范(汽輪機組篇)》對墊鐵安裝都有具體要求。
2 墊鐵的受力載荷分析及加工尺寸
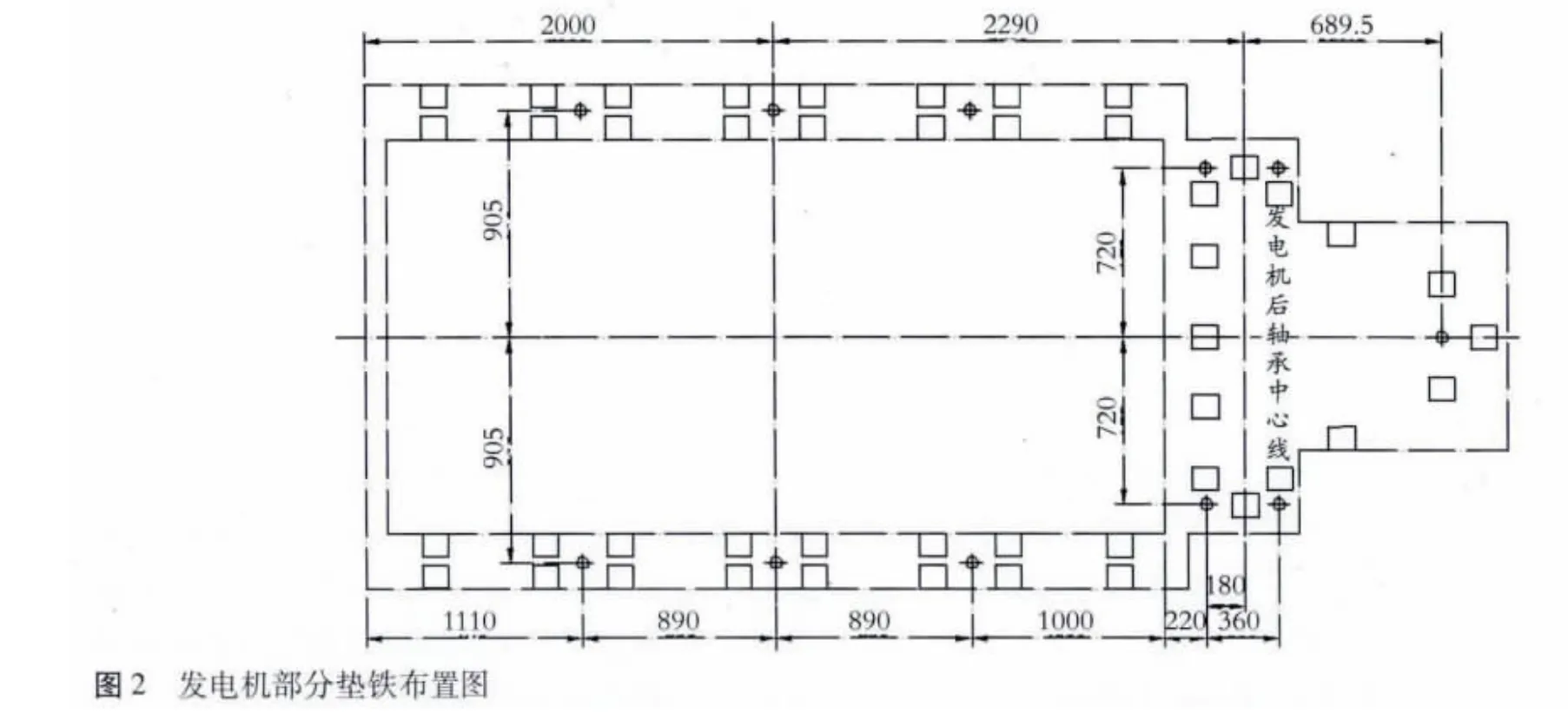
墊鐵安裝的目的是通過調整墊鐵的厚度,使安裝的設備達到設計水平度和標高;增加設備的穩定,以便于二次灌漿。并將設備自重及運行動荷載平穩地傳遞至基礎,使設備不承受附加荷載。根據汽輪機廠家提供的臺板、電機底座結構圖紙及規范要求確定墊鐵組的安裝位置及墊鐵組的數量。墊鐵設置位置應位于汽輪機組重要載荷位置和傳力部位,如靠近地腳螺栓兩側、底座受力部位下方等。確定好墊鐵位置后,再根據墊鐵與基礎之間的承壓面積要求和需設置墊鐵數量,計算確定每組墊鐵的加工尺寸。汽輪機部分、發電機部分墊鐵布置圖分別如圖1、圖2所示。
2.1 墊鐵接觸面積計算
根據規范要求,每一墊鐵租的面積,應符合下式的要求:


式中:A—每組墊鐵的面積(mm2);
Q1—設備等加在墊鐵組上的載荷(N);由設備說明書汽輪機部分475300N,發電機部分355000N;
Q2—地腳螺栓擰緊時在墊鐵組上產生的載荷(N);
R—基礎或地坪混凝土的抗壓強度(MPa),根據設計圖紙得設備基礎的混凝土承壓強度為C30,即設備基礎的混凝土承壓強度30MPa;
n—墊墊鐵組的組數;
C—安全系數,宜取1.5 ~3。一般取C=2.3。
地腳螺栓擰緊時,在墊鐵組上產生的載荷按下式計算:

式中:d—地腳螺栓直徑(mm)。由廠家配套M42地腳螺栓;
n1—地腳螺栓數量;汽輪機部分n1=8,發電機部分n1=11
[σ]—地腳螺栓材料的許用應力(MPa)。廠家配套材質地腳螺栓A3g,許用應力為113Mpa。
由公式1、公式2計算汽輪機部分、發電機部分墊鐵面積如表1所示。

表1 汽輪機部分、發電機部分墊鐵面積
2.2 墊鐵選擇
根據設備基礎預留30mm二次灌漿層厚度及墊鐵計算結果,選平墊鐵尺寸L=100mm,b=100mm,h=14mm;B型斜墊鐵尺寸L=100mm,b=100mm,c=4mm;h=14mm,材質為普通碳鋼。其面積A=10000mm2均大于汽輪機、發電機部分墊鐵計算結果。墊鐵加工尺寸、精度如圖3所示。
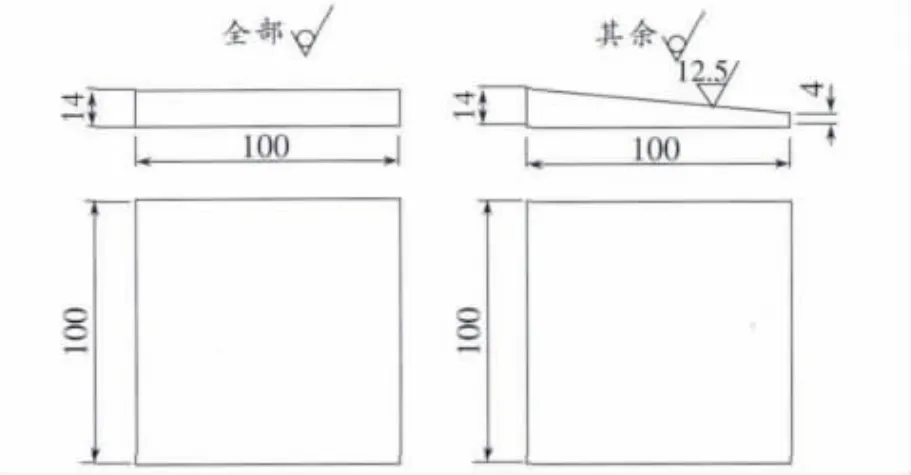
圖3 墊鐵加工尺寸、精度
3 墊鐵組安裝和現場處理
3.1 存在的問題
汽輪機的土建基礎在施工過程中,前后臺板的浮漿層厚薄不均,造成基礎平均比設計要求標高低30mm,不符合《DL5210.1-2005電力建設施工質量驗收及評定規程第一部分:土建工程》篇中第6.10.14條中關于臺板標高誤差為0~10mm的規定。由于基礎標高施工超差,調整斜墊鐵、增加平墊鐵的塊數均不能滿足要求,因此,必須調整基礎標高或者平墊鐵的厚度。
3.2 墊鐵安裝
在汽輪發電機組墊鐵安裝中,使用的安裝方法有基礎與墊鐵配研、環氧樹脂砂漿粘接及座漿法。
3.2.1 基礎與墊鐵配研法
通常采用手提式磨光機打磨與墊鐵接觸的混凝土層,用平墊鐵磨合。要求接觸面積應達70%以上,墊鐵四角無翹曲現象,上平面基本水平,且0.03mm塞尺不入。待基礎全部鏟平后,用水準儀逐個測量墊鐵標高。根據汽輪機組的安裝高度確定每一組墊鐵的厚度,并加工墊鐵組,作出標記后逐一安裝。此種方法是汽輪機安裝使用歷史最長、普遍采用的方法[2]。
3.2.2 環氧樹脂砂漿粘接法
按照一定比例將環氧樹脂、固化劑、增韌劑、稀釋劑和石英砂在現場配置,根據汽輪機組墊鐵布置圖,在基礎上劃出擺放墊鐵位置,用手錘和釬子在安裝墊鐵的位置鑿除其表層浮漿并露出堅實基層,保證灌漿面清潔、干燥、無油脂。混凝土接合面外邊緣磨出25mm厚倒角邊,以增大邊緣處灌漿料與基礎粘合面積,需粘合的金屬表面還應無銹蝕。放好平墊鐵用橡皮錘打實。并保證水準儀測定各墊鐵標高誤差控制在±1mm以內,24小時后即可進行汽輪機安裝[3]。
3.2.3 座漿法
座漿法是在混凝土基礎施工完后,根據汽輪機組墊鐵布置圖,定出汽輪機墊鐵的位置,在安放墊鐵處的混凝土基礎部位鑿出座漿坑,再放置座漿盒,澆灌自流式灌漿料,根據墊鐵標高設置平墊鐵,用水平儀測量標高,墊鐵標高誤差控制在±1mm以內。待養護達到要求后,即可進行汽輪機安裝[4]。座漿法施工見圖4。
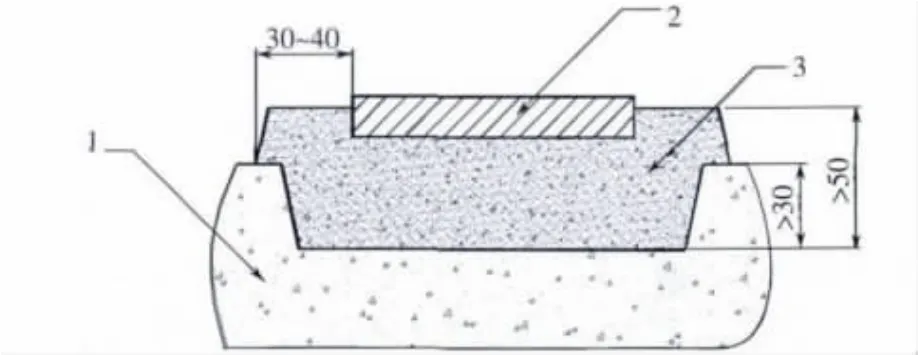
圖4 座漿法施工圖
3.3 現場處理
以上三種墊鐵的安裝方式,都可以解決汽輪機基礎偏低的問題。但由于基礎均為混凝土結構,在基礎鏟磨過程中,遇到石子較多,而鏟平基礎表面高低不一致,造成墊鐵厚度規格繁多,墊鐵加工時間較長,直接影響整個機組安裝的工期,基礎與墊鐵配研法實施難度較大。而環氧樹脂粘結法可以調整土建基礎的標高,但是工藝較復雜,對施工水平、漿料之間的配比及環境要求很高,配合比調配不當會造成平墊鐵下面的漿塊的破裂,對施工質量和進度影響較大。當墊鐵標高超差時需重新加工墊鐵,往往造成墊鐵配置次數較多,每配置一次需制作環氧樹脂試塊進行試驗,若試塊強度小于基礎混凝土強度等級,則墊鐵需重新粘接,嚴重影響施工進度和質量[5]。
鑒于現場條件,在施工過程中采用了第三種方法:座漿法。具體做法如下:
(1)在放置墊鐵的混凝土基礎部位的表面鑿出座漿坑;座漿坑的長度和寬度應比墊鐵的長度和寬度大60~80mm;座漿坑鑿入基礎表面的深度不應小于30mm,且座漿層混凝土的厚度不應小于50mm。
(2)用水或壓縮空氣吹掃、清除坑內的雜物,并浸潤混凝土坑約30min,除盡坑內積水,坑內不得沾有油污。
(3)隨即將攪拌好的自流式灌漿料灌入坑內,當表面水跡消失后,放置墊鐵。墊鐵放置于混凝土上用手壓、用木錘敲擊或手錘墊木板敲擊墊鐵面,使其平穩下降。墊鐵上表面標高允許偏差為±1mm。
(4)蓋上草袋或紙袋并澆水濕潤養護,養護期間不得碰撞和振動。待72小時后,即可進行汽輪機組安裝[6]。
4 墊鐵安裝檢查、調整和點焊固定
4.1 墊鐵安裝檢查、調整
在汽輪機臺板、電機底座粗平時,為了節省時間及調整方便,可將設備底座的4個角靠地腳螺栓的位置先安放4組墊鐵,等初步找平后,再把其他墊鐵組安放好。每一墊鐵組應放置整齊平穩,并接觸良好。汽輪機、發電機臺板調平后,每組墊鐵均應壓緊,并應用手錘逐組輕擊聽音檢查,用0.05mm塞尺檢查墊鐵之間和墊鐵與臺板底座面之間的間隙,塞尺在墊鐵同一斷面兩側塞人的長度之和不應大于墊鐵長度或寬度的1/3。
臺板調平后,墊鐵端面應露出臺板底面外緣。平墊鐵宜露出10~30mm,斜墊鐵宜露出10~50mm。墊鐵組伸入設備底座底面的長度應超過臺板地腳螺栓的中心。
4.2 墊鐵點焊固定
墊鐵組是由兩塊斜墊鐵及一塊平墊鐵構成,點焊固定后可使多層墊鐵之間形成一個整體,并增加墊鐵組的穩定性,若墊鐵組未進行點焊固定,在短期內不會有明顯的問題發生,但汽輪機運行一段時間后,墊鐵間會發生相對滑動,破壞二次灌漿層,甚至對基礎混凝土產生破壞,并產生更大的振動,給汽輪機組的安全穩定運行造成較大影響。因此,在汽輪機組精平后,二次灌漿前,墊鐵之間均應用定位焊點焊牢固。
墊鐵的點焊部位應選擇在墊鐵組的側邊,點焊幾乎不會引起墊鐵發生變形。同時,點焊位置受剪切力,受力狀況好。如果點焊在墊鐵的端部,由于墊鐵厚度小,易破壞墊鐵工作面,并發生受熱變形。若標高需重新調整,則必須重新調整墊鐵并研磨處理已點焊過的墊鐵,操作不當則可能出現墊鐵組不能繼續使用的情況。墊鐵組每側點焊數量應根據墊鐵尺寸大小確定,一般不能少于2點,且每個點焊位置焊接長度不宜小于15mm,施焊必須熔透點焊部位上下墊鐵[7]。墊鐵點焊位置見圖5。
汽輪機經過墊鐵及基礎準備→凝汽器安裝→汽輪機臺板、軸承座就位找正→下缸就位、找平→轉子找中心→通流部分尺寸檢查、調整→扣缸蓋外部附件安裝→發電機以汽輪機為準找中心→發電機空氣間隙、磁力中心調整→發電機端蓋安裝等一系列安裝流程,機組于2012年12月進行試運行,經過72小時試運行,汽輪機的穩定在額定轉速時,各滑動軸承的的雙振幅均不大于0.03mm,振幅滿足電力建設施工及驗收技術規范汽輪機組篇以及廠家技術文件的規定要求。
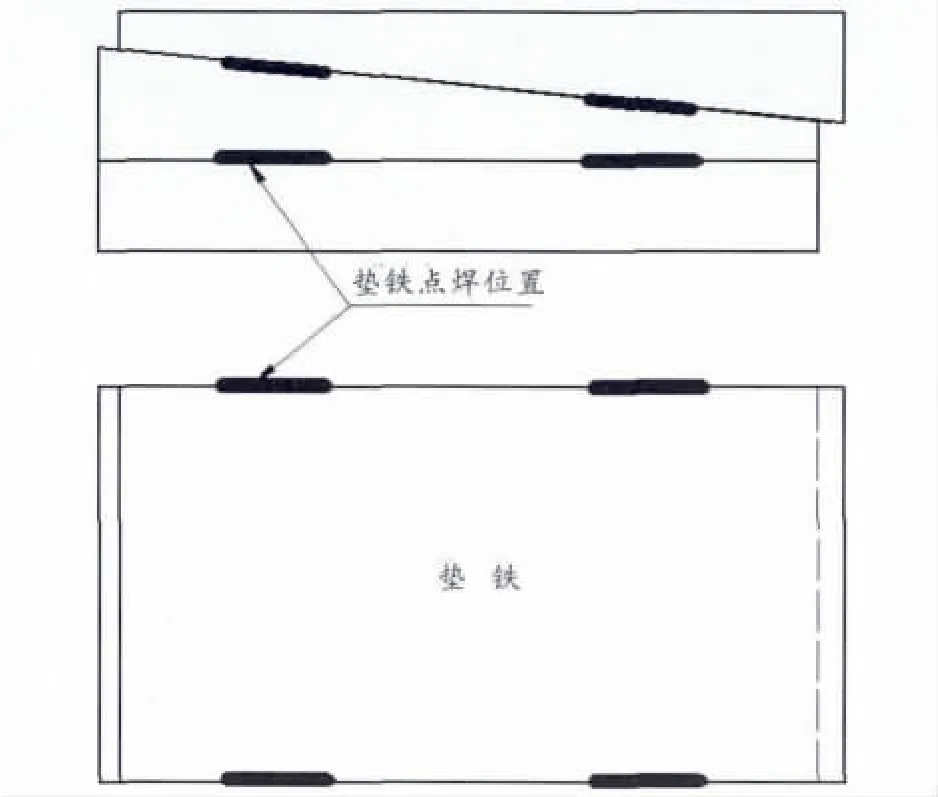
圖5 墊鐵點焊位置圖
5 結語
墊鐵的安裝和調整是汽輪機安裝的重要環節之一,墊鐵的安裝方法種類繁多,每種方法都有各自的特點。結合各施工現場的不同情況,采取適合的安裝方案,嚴格按照技術交底及規范要求進行操作,這樣才能加快施工進度,有效地控制墊鐵配置中的各類質量問題,保證設備正常的運行和使用壽命。
[1]GB50231-2009,機械設備安裝工程施工及驗收規范[S].
[2]穆遵明.汽輪機采用水泥墊塊與墊鐵的安裝對比[J].四川電力技術,2007,30(1):84-86.
[3]李玉蘭.用環氧樹脂混凝土對汽輪機基礎進行局部處理[J].河北煤炭,2000增刊:40-41.
[4]郭洪利.座漿法在球磨機安裝施工中的應用[J].中州煤炭,2008(6):70-71.
[5]楊成海.汽輪機墊鐵安裝的比較[J].新疆電力技術,2009(1):66-67.
[6]GB50231-2009,機械設備安裝工程施工及驗收規范[S].
[7]鄭伶軍.設備安裝中墊鐵的安放調整以及存在的質量通病和預防措施[J].廣西城鎮建設,2009(10):125-126.
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
能源工程(2020年5期)2021-01-04 01:29:00
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
鐵道科學與工程學報(2015年4期)2015-12-24 12:11:01
機械制造與自動化(2014年1期)2014-03-01 04:21:47
