減少圓形拉伸沖壓件廢料工藝
2013-11-12 13:11:24劉世群宋云霞
科技視界 2013年32期
劉世群 宋云霞
(中航飛機股份有限公司 漢中飛機分公司,陜西 漢中 723200)
一般來說,沖壓原材料成本占據沖壓零件總成本60%左右,有些工藝簡單的零件甚至可占到80%以上。原材的用量對沖壓件的生產成本有著非常顯著的影響。因此,盡量減少單位原材的用量,采用無廢料或者少廢料排樣一直是沖壓工藝設計中最重要的考量要素。特別是近幾年,勞動力成本上升及原料價格上漲進一步壓縮企業利潤。以減少原料單位用量的節流工作更顯得尤為重要。
一般沖壓教材中也經常會討論一些常見產品類型的無廢料排樣方式,但是對拉伸件卻很少討論,本文以筆者近年所做的拉伸件的省料案為例,介紹淺拉伸與深拉伸沖壓零件的無搭邊排樣工藝,拋磚引玉,以便同行業的朋友們參考。
沖壓生產中常見的淺拉伸零件工藝排列一般為:
第一步,開料,在料帶上下出一個圓餅胚料,料帶保有1.5倍料厚的搭邊廢料。
第二步,軋型,依照產品要求對圓餅胚料軋出需要的形狀,根據產品不同,可能需要多次軋型。
第三步,整形,保證產品精度,如果產品精度要求不高,可省略。
第四步,飛邊,依照產品外形要求,切除多余廢料。
從上面的工序可以看出,因為材料經過軋型變形后,因材料流動,材料邊緣將會變得不平整,并且和產品實際外形要求不一致,因此飛邊工序不可避免。但是第一步開料成圓形料餅就顯得浪費,因此只需要將料帶直接切成方形料餅,從而避免開料的搭邊浪費。作為淺拉伸產品,因為拉伸系數很大,周邊多出的一點材料并不足以引起產品拉裂,完全可以滿足實際生產中的生產和品質要求。如果是有朱咀的產品,可以在切料的同時在材料中間預打一個凸包,從而保證有足夠的材料流動完成朱咀成型。
例如:需要開一個直徑為A的料餅,變更前料帶寬A+2b,步距為A+b。變更后料寬為A,步距為A。
材料節省為(A+2b)×(A+b)-A×A,一般可節約材料用量3%~6%。并且不需要直接作模。只需將開料模的排骨做成可調節式的,便可用于不同料寬的開料。不僅節約原料,甚至可以共用開料模,從而節約一筆模具費用。在生產過程中,還可以減少轉型號時間,可謂一舉多得。
以上簡易變更只適合一些淺拉伸的產品,對于深拉伸產品,如果將料餅直接開成方料,由于方角料相對于到圓心的距離。遠遠大于中間部位,因此,在拉伸時,四角的材料變形量也將大于中間部位,從而達成小拉伸系數拉伸一樣的效果,并且在與四角料到中心距離相同的中間部位沒有原料,拉伸時四角的材料與中間部位材料流動速度不一致,將不可避免的造成拉裂現象。
另外,這些產品拉伸系數比較小,一般需要3、4道拉伸工序才能滿足產品要求,加上朱咀工序,至少在六道工序以上。生產過程中,材料多次流動,變形劇烈。極易造成中間部位拉伸后開裂。并且為防止四角部位起皺,必然要加大壓料力,從而使拉深條件更加惡劣,影響產品正常生產。那么應如何避免這些問題,為深拉深產品進行無搭邊下料呢,本文以一個帶法蘭深拉深鐵殼為例,介紹深拉深的無搭邊下料。
圖1為一個帶法蘭鐵殼為典型深拉伸產品,產品外徑26.30mm,高度 63.5mm,朱咀直徑 11.20mm,朱咀高度 8.9mm。 本文不討論拉伸系數的分配,直接給出工序如下圖所示:
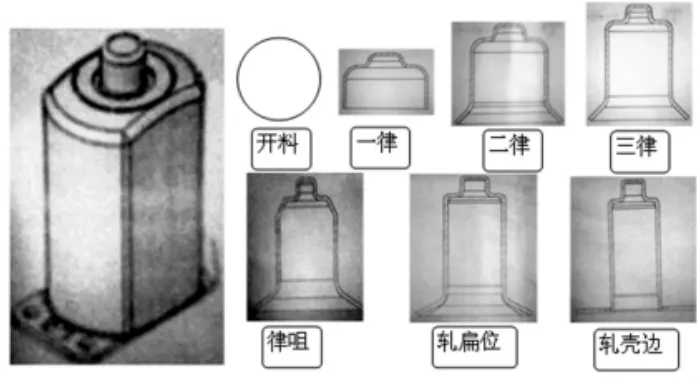
圖1
正常開料模的料餅開成圓形,為了防止下料時原料翻入凹模內拉傷模具,一般都要求保留1.5倍料厚以上的搭邊廢料。如何能夠省略這些搭邊料,又保證廢料不會拉傷模具為這次改善的重點。以圖1產品為例,我將下料凹凸模結構改為圖2所示:
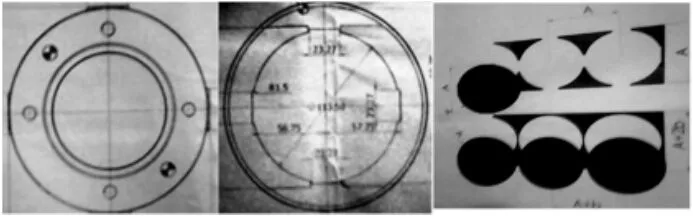
圖2
即將下料凹模和凸模四周增加一個R3的凸臺(產品料厚2mm),這樣既保證了不會有廢料拉入模具,多出的R3凸臺料又很少 (長度23mm,寬度平均不足2mm),并且多出的原料緊貼著料餅直徑,對拉伸系數無影響。平臺材料寬度小,對拉伸時材料的流動也沒有明顯影響。以上產品為例,產品料厚2mm,料餅直徑113.5mm,原工藝料寬117mm,步距115mm,現工藝料寬113.5mm步距113.5mm,節約原料0.04kg/Pcs,占原料比重17%。節約效果非常可觀。變更前后料帶參看上圖。
需要注意的是,雖然改善后下好的料是四方R3凸耳均相同,但是模具設計時卻不能相等。在左右方向,因為料寬本身存在公差,并且導料板與料帶之間至少存在0.20mm間隙。因此在左右方向,凹模凸起平面應該至少高出料餅切線0.5mm以上。在前后方向,因為送料器送料同樣存在誤差,因此凹模前面的凸臺為保證料餅精度,需與料餅直徑相切,但是為能補償送料誤差,后面的凸臺應至少高于料餅切線1mm。以上產品為例,料餅直徑113.5mm。左右平臺至中心的距離為57.25mm,前面平臺至中心的距離為56.75mm,而后面平臺至中心的距離為 57.65mm.。
搭邊量是沖壓生產中重要的工藝參數,以上兩種類性產品在沖壓件中也很常見,很多模具工程師在模具設計時也依照“慣性”一般會采用含搭邊的常見下料方式。其實我們只需要在模具設計時稍微多加考慮,敢于打破常規,多作嘗試,多問幾個為什么,就可以節約數量可觀的原料,為公司生產有競爭力的產品提供重要支持。由于沖壓產品千差萬別,本文不可能對所有的下料形狀的產品進行介紹,只是拋磚引玉,以期引起同行業朋友的一些思考。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
