無絲鞘繅絲的假捻裝置及工藝研究
2013-11-17 01:22:46張彩珍陳文興傅雅琴
絲綢 2013年11期
張彩珍,陳文興,傅雅琴
(1.浙江嘉欣金三塔絲針織有限公司,浙江嘉興314000;2.浙江理工大學先進紡織材料與制備技術教育部重點實驗室,杭州310018)
在繅絲過程中,緒下繭的緒絲通過集緒器之后,形成的絲條中含有大量水分,且繭絲相互間黏結松散,未能緊密抱合,若直接卷繞成形,不僅不易烘干,影響絲色,而且會使絲膠相互膠著形成硬膠絲片,復搖時絲條不易退繞,容易造成切斷。因此,在繅絲工序中,需要在卷繞成絲片前,通過絲鞘發散絲條中的水分,提高絲條的圓整程度,增加絲條的抱合性能。
絲鞘是由通過集緒器的絲條,繞經上鼓輪、下鼓輪,利用絲條本身前后段相互捻絞,再引過絡交器而形成的,其實質是絲條的假捻。毛偉麗[1]研究了絲鞘長度對生絲抱合指標的影響,表明短絲鞘影響生絲的抱合指標,在生產中統一絲鞘長度有利于提高生絲的抱合指標;李茂松等[2]認為絲鞘是生絲結構形成的關鍵,絲膠黏合作用是生絲結構形成的基礎;沈振秋[3]的研究認為絲鞘長度對自動繅的生絲的抱合有重要的作用。從這些研究中可以看出,絲鞘及絲鞘的長度在繅絲過程中有著非常重要的作用。但到目前為止,在繅絲生產中,國內外的捻鞘全部需要由工人手工操作來完成。這種手工制作的絲鞘雖能較好地滿足繅絲的工藝要求,但存在著勞動成本高、影響繅絲的自動化程度等問題,且捻鞘過程中同一個操作工在不同的時間段或不同的操作工之間,由于用力程度或熟練程度的不同,容易出現臺與臺之間,甚至緒與緒之間絲鞘長短不一,松鞘、吊鞘等現象,影響生絲質量和勞動生產效率。為此,本研究探索性地提出了利用機械裝置對絲條進行假捻,實現無絲鞘繅絲,以期為提高繅絲自動化程度及生絲質量提供參考。
1 實驗
1.1 絲條假捻裝置的結構設計
由于絲鞘的實質是絲條的假捻,為此,根據絲鞘的假捻原理,設計并制作了替代絲鞘的機械假捻裝置,其結構示意見圖1。安裝在繅絲機中的絲鞘的位置(集緒器與感知器之間),并取代絲鞘。
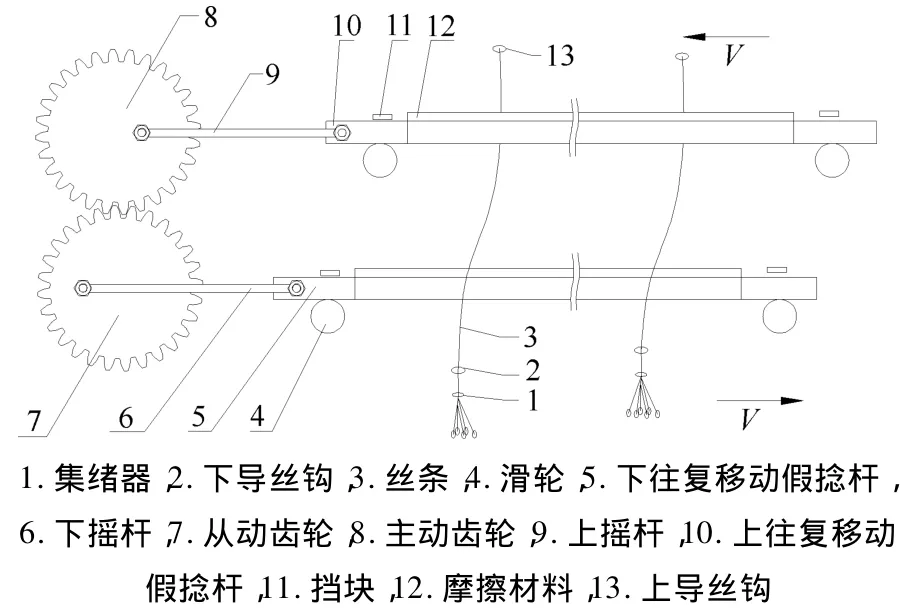
圖1 替代絲鞘假捻裝置示意Fig.1 Schematic of false twist device replace croisure
1.2 樣絲的制備
在安裝替代絲鞘假捻裝置的自動繅絲機中,進行樣絲的生產。在電動機的驅動下,主動齒輪8做高速轉動,帶動上搖桿9做往復擺動,從而帶動上往復移動假捻桿10在滑輪4上做往復直線運動。主動齒輪8與從動齒輪7嚙合,從動齒輪7做高速轉動,帶動下搖桿6做往復擺動,從而帶動下往復移動假捻桿5在滑輪4上做往復直線運動。絲條3從下導絲鉤2穿過,依次進入下往復移動假捻桿5和上往復移動假捻桿10,緊緊地貼在包覆在假捻桿外面的摩擦材料12上,假捻桿的往復直線運動使得絲條3繞其自身軸線轉動,在繅絲過程中使絲條假捻,實現無絲鞘繅絲。
設定上下往復移動假捻桿的往復速度分別為105、120、180、205 次/min 的條件下,繅制樣絲,所繅生絲規格為23.3 dtex(20/22D)。并與在原料繭、規格、車速等其他工藝相同的條件下,利用常規的絲鞘繅絲得到的生絲進行比較。確立基本工藝后,穩定假捻桿的往復速度進行批量生產。
1.3 絲片回潮率的測試
1.4 力學性能測試
采用XL-2型紗線強伸度儀對生絲的強伸力進行測試。拉伸速度為500 mm/min,夾距為500 mm,預加張力為0.05 cN/dtex(0.45 cN/D)。每組測試50個有效試樣。對批量生產的生絲委托浙江出入境檢驗檢疫局絲類檢驗中心按國家標準進行檢測。
1.5 生絲的清潔、潔凈及抱合測定
小樣生產的生絲在實驗室或企業進行自檢,批量生產生絲委托浙江出入境檢驗檢疫局絲類檢驗中心對樣絲的清潔、潔凈及抱合等生絲品質指標進行測定。由于不會影響生絲偏差等品質指標,因此,與絲鞘無關的生絲品質指標不進行具體測定。
1.6 XRD 測試
采用X'TRA型X射線多晶粉末衍射儀(Cu靶,Kα射線)對絲纖維結晶度進行測試。操作條件:管電壓40 kV,管電流40mA,掃描范圍5°~50°,掃描速度2°/min。根據下式計算各樣品的結晶度。

式中:Xc為樣品的結晶度;Ic樣品中結晶區對X射線的衍射程度;Io樣品中無定形區(非晶區)對X射線的散射強度。
2 結果與討論
2.1 無絲鞘繅絲對小絲片回潮率的影響
表1 小絲片的回潮率Tab.1 Moisture regain of yarnsheet
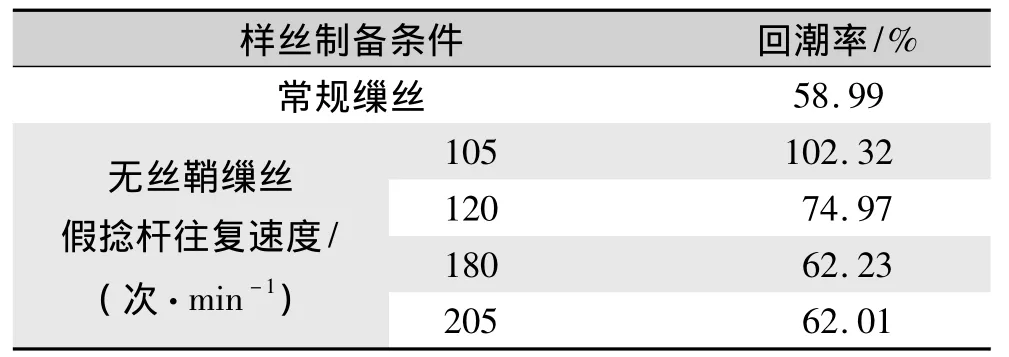
表1 小絲片的回潮率Tab.1 Moisture regain of yarnsheet
樣絲制備條件回潮率/%常規繅絲58.99無絲鞘繅絲假捻桿往復速度/(次·min-1)105 102.32 120 74.97 180 62.23 20562.01
2.2 無絲鞘繅絲對生絲的強伸度和抱合指標的影響
由于生絲的偏差、總差等指標主要與感知器、添緒系統及車速等有關[6],與絲鞘的關系不大。因此,利用機械裝置對絲條進行假捻,替代常規繅絲,除了影響絲片的回潮率外,由于繅絲的絲道路徑有所變化,最可能影響的是生絲的強度、伸長度和抱合指標[7]。為此,在假捻桿的往復速度分別為105、120、180、205次/min的條件下,對繅制生絲的拉伸強度、伸長率和抱合指標進行了測定,結果見表2。
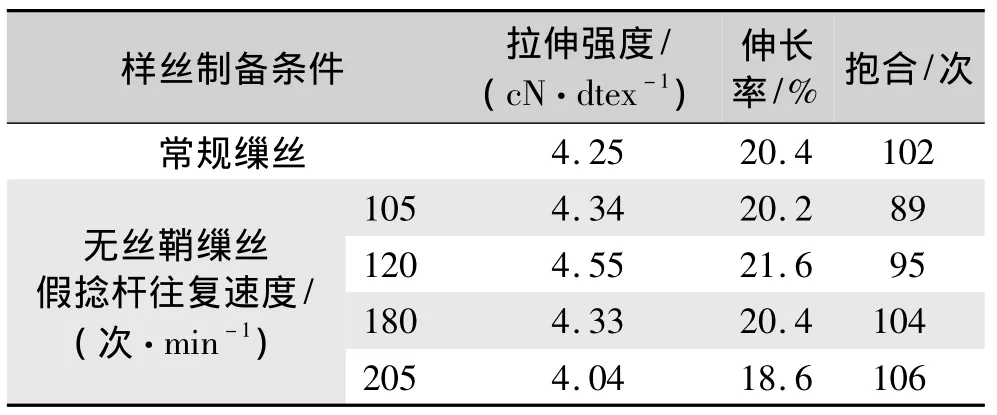
表2 生絲的拉伸性能及抱合性能Tab.2 The tensile properties and well performance of rawsilk
從表2可以看出,在實驗范圍內,往復速度越快,生絲抱合次數越多,但伸長率和強度有所下降。綜合表1和表2的實驗結果,認為往復次數以180次/min左右為宜。
在改裝的自動繅絲機中,假捻桿以往復速度180次/min進行批量繅絲,繅制生絲委托浙江出入境檢驗檢疫局進行檢驗,得到的質量指標見表3。
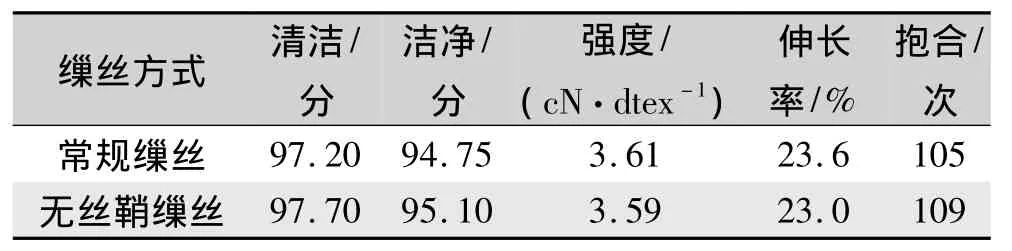
表3 生絲商檢主要質量指標Tab.3 The main quality indicators of the inspection of rawsilk
從表3可以看出,利用替代絲鞘裝置進行無絲鞘繅絲得到的生絲的清潔、潔凈、強度、伸長率等質量指標與常規繅絲得到的生絲質量指標基本接近,而抱合指標有所提高。這主要是由于利用機械裝置對絲條進行假捻,避免了短絲鞘產生的低抱合現象,從而使生絲的抱合質量有所提高。
2.3 無絲鞘繅絲對生絲外觀形態的影響
為了比較無絲鞘繅絲對生絲外觀形態的影響,利用掃描電子顯微鏡對常規繅絲與無鞘繅絲的縱向形態進行比較,得到的結果見圖2。
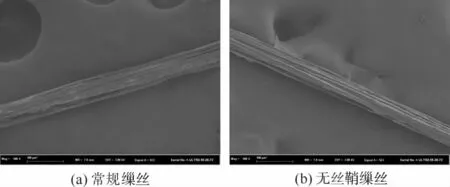
圖2 生絲的外觀形態Fig.2 Appearance of rawsilk
從圖2可以看出,利用替代絲鞘裝置進行無絲鞘繅絲得到的生絲樣品的外觀形態,與傳統的手工捻鞘進行繅絲得到的生絲樣品的外觀形態基本相同,顯示無絲鞘繅絲對生絲的外觀形態沒有影響。
2.4 替代絲鞘假捻裝置繅絲對生絲結晶度的影響
為了進一步了解無絲鞘繅絲對生絲結晶度的影響,利用X射線衍射儀對樣品生絲的X射線衍射曲線進行測定,得到的結果見圖3。
從圖3可以看出,兩種樣品曲線的形狀基本相同,主峰位置及強度基本不變[8],分峰計算后的結晶度基本相同,顯示無絲鞘繅絲對生絲的結晶度沒有明顯影響。
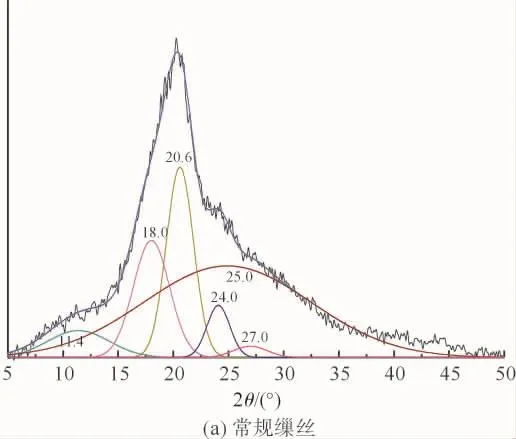
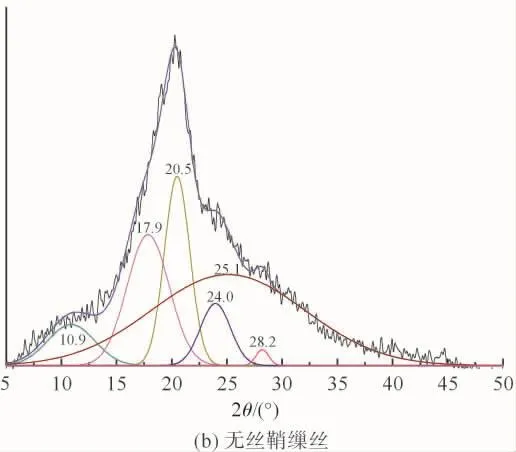
圖3 樣品生絲的XRD衍射曲線Fig.3 XRD diffraction curve of rawsilksamples
3 結論
通過對絲鞘作用原理的分析,研制了往復式絲條假捻裝置,并利用該裝置進行了無絲鞘繅絲。通過對制備生絲的相關質量指標及結晶度分析后發現,當替代絲鞘的假捻裝置的往復桿移動速度為180次/min時,所制備生絲的清潔、潔凈、強度、伸長率等指標,與利用傳統絲鞘繅制的生絲基本相同,抱合指標有所提高,完全能夠滿足生產要求,顯示利用機械裝置對絲條進行假捻,替代傳統的絲鞘,實現無鞘繅絲是完全可行的。
[1]毛偉麗.絲鞘長度,絲膠溶失對生絲抱合力的影響[J].絲綢,1987(10):15-18.MAO Weili.Influence of the filamentsheath length andsericin dissolution loss on the cohesive force of rawsilk[J].Journal of Silk,1987(10):15-18.
[2]李茂松,周華.生絲結構形成機理的研究(Ⅱ):繭絲在生絲中的卷曲與轉移[J].浙江絲綢工學院學報,1984,1(4):1-6.LI Maosong,ZHOU Hu.Astudy on the formation mechanism of the rawsilkstructure[J].Journal of Zhejiang Institute of Silk Textiles,1984,1(4):1-6.
[3]沈振秋.自動繅生絲抱合力差的成因探討[J].絲綢,1993(10):36-37.SHEN Zhenqiu.Causes to discuss of the bad cohesive force of automatic reeling rawsilk[J].Journal of Silk,1993(10):36-37.
[4]傅雅琴.制絲過程中絲條塑性變形的研究[J].紡織學報,2000,21(2):46-48.FU Yaqin.An investigation on plastic deformation ofsilkstrand during silk processing[J].Journal of Textile Research,2000,21(2):46-48.
[5]李廣蘭.如何提高自動繅生絲斷裂伸長率[J].絲綢,1999(3):15-18.LI Guanglan.How to improve the elongation at break of automatic reeling rawsilk[J].Journal of Silk,1999(3):15-18.
[6]許才定,唐先紅,孔育國.自動繅繅絲生產的技術總結(1):強化管理,做小生絲纖度偏差,總差及繅折[J].絲綢,2001(4):18-21.XU Caiding,TANG Xianhong,KONG Yuguo.Summary about the technique of auto-reeling production(1):tostrengthen management and to reduce raw silk denier deviation,total deviation and reeling discount[J].Journal of Silk,2001(4):18-21.
[7]RAJKHOWA R,GUPTA V,KOTHARI V.Tensilestressstrain and recovery behavior of Indiansilk fibers and theirstructural dependence[J].Journal of Applied Polymer Science,2000,77(11):2418-2429.
[8]盛家鏞,陳宇岳.家蠶膨松絲的聚集態結構研究[J].蠶業科學,1999,25(1):46-52.SHENG Jiayong,CHEN Yuyue.Research on the assemblestructures of the bulkymulberrysilk filament[J].Science of Sericulture,1999,25(1):46-52.
